降低角钢表面黑斑的控制技术
2014-12-30 06:48供稿安霞董四美张晓香杨树鹏ANXiaDONGSimeiZHANGXiaoxiangYANGShupeng
金属世界 2014年6期
供稿|安霞,董四美,张晓香,杨树鹏 / AN Xia, DONG Si-mei, ZHANG Xiao-xiang, YANG Shu-peng
铁塔用角钢产品表面质量中黑斑缺陷是产品质量事故中比较头疼的问题。铁塔用角钢最基本的表面质量要求是要达到满足镀锌工艺要求,而角钢一旦镀锌效果不好,使用过程中经雨淋后,未镀上锌的部分将被氧化而产生铁锈。2012年生产200#角钢时,表面出现大量黑斑,不合格品率大幅增加,为企业带来极大的损失。本文对角钢表面黑斑现象进行了深入的分析,并提出工艺的优化措施,解决了角钢表面黑斑问题,提高了角钢产品的实物质量。
角钢黑斑的原因分析
钢铁表面氧化过程
在钢坯加热的初始阶段,金属表面已经形成薄氧化膜,它是由于金属和氧直接接触,互扩散几乎无阻碍形成的[1]。在加热的过程中,氧化铁皮一般由3层组成,既最外层的Fe3O4,中间的Fe2O3及最里边的FeO、Fe、Fe3O4的混合层[2]。当其氧化条件改变时,氧化铁皮的组成也不同。氧化铁皮的厚度因其形成条件不同而差异很大,氧化铁皮中各层的厚度也各不相同,但是各层的形貌较为固定,既FeO层疏松,有较大的孔洞;Fe3O4层相对致密,也有较多的缺陷和空隙;Fe2O3层最紧密,但厚度极薄,一般不易分辨。

图1 黑斑表面形貌
角钢表面黑斑的表面形貌
在钢坯出炉及轧机轧制过程中钢坯上下表面的黑色氧化铁皮黏度很大,黏在角钢两个边的表面上,不能与钢分离、脱落,在轧制过程中,被压入角钢中,使得角钢表面形成不均匀分布的黑斑,从而影响表面质量。
显微组织
取试样横截面,用光学显微镜观察金相。检查结果表明,显微组织为铁素体+珠光体,有级别为2.0的带状组织,为正常组织。
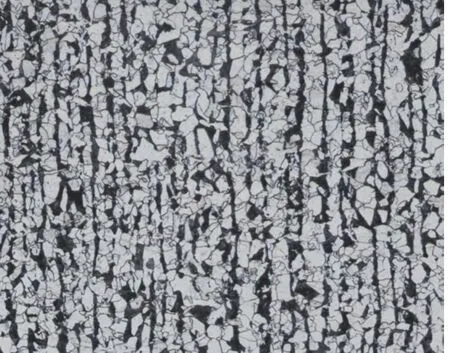
图2 试样显微组织
铸坯表面黑斑形貌及电镜分析
通过对连铸坯表面进行扫描电镜能谱分析,其中部分表面有Mg、Al、Si、Ca等保护渣成分,为夹渣类冶金缺陷引起。通过对能谱分析,可以确定铸坯表面黑色部分由保护渣引起的。

图3 黑斑电镜扫描
改进措施
保护渣物化性能的优化
保护渣做为结晶器和坯壳间的互相作用介质,对铸坯表面质量起至关重要的作用。不同钢种、不同断面、不同拉速、需要使用不同性能的保护渣与之相匹配,保护渣黏度太高,渣流动性不好,形成薄厚不均且不连续的渣膜。黏度太低,渣膜厚度较薄。为此,我公司与供货厂家合作,进行了不同物化性能的保护渣对比试验,摸索出了适合生产大角角钢保护渣-角钢专用保护渣,提高供轧角钢连铸坯的表面质量。
提高加热炉空燃比
“空燃比”是指空气量与煤气量之比。根据加热炉实际情况,加热炉空燃比由0.7提高到0.9。这样加热炉炉内气氛中空气量增大,使得炉内氧化性气氛增多,铸坯表面氧化加剧,形成厚厚的氧化铁皮,这样就使铸坯表面黑斑生成氧化铁皮,最终脱落,达到去除铸坯表面黑斑的目的。
增加高压水除磷设备
高压水除鳞的简单机理如下:铸坯从加热炉出来后,表面氧化铁皮急速冷却,由于炉内生成的氧化铁皮呈现网状裂纹[3]。在高压水的喷射之下,氧化铁皮表面局部急冷,产生较大收缩,从而使氧化铁皮裂纹扩大,并有部分翘曲。经高压水流的冲击,
在裂纹中高压水的动压力变成流体静压力而侵入氧化铁皮底部,使氧化铁皮从板坯表面剥落,达到了清除氧化铁皮之目的。目前生产大角角钢时,使用除鳞水压力为12 MPa左右,可以使一次氧化铁皮完全去除,使角钢表面质量大大提高。
结论
通过以上连铸坯质量改进措施的实施,角钢质量明显提高,废品率大幅度降低。角钢质量的提高受到用户的一致好评,在用户中享有了较高的质量信誉,创出了名优品牌,为此我们得出如下结论:
(1)连铸坯表面黑斑是影响角钢表面质量的关键因素,而合适的保护渣是影响连铸坯表面质量的关键因素。
(2)提高加热炉空燃比,可以使连铸坯在加热炉中生成厚的氧化铁皮,达到消除表面缺陷的目的。
(3)增加高压水除磷,可以使铸坯表面氧化铁皮有效去除。
[1] 朱日彰, 何业东, 齐慧滨. 高温腐蚀及耐高温腐蚀材料. 上海: 上海科学技术出版社, 1995
[2] 蔡开科. 连铸技术的进展. 炼钢, 2001, 17(1): 30
[3] 方一鹤. 钢铁酸洗. 北京: 冶金工业出版社, 1959
猜你喜欢
当代水产(2022年2期)2022-04-26
粉末冶金技术(2021年1期)2021-03-29
当代水产(2020年4期)2020-06-16
当代水产(2020年4期)2020-06-16
当代水产(2020年3期)2020-06-15
铁道通信信号(2018年8期)2018-11-10
无机盐工业(2017年5期)2017-03-11
上海金属(2016年4期)2016-11-23
上海金属(2016年3期)2016-11-23
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10