
国内SEW油套管开发现状
2014-12-28 12:03毕宗岳赵建龙辛红艳
钢管 2014年4期
王 军 ,毕宗岳 , ,韦 奉 , ,张 峰 , ,赵建龙 ,辛红艳
(1.国家石油天然气管材工程技术研究中心,陕西 宝鸡 721008;2.宝鸡石油钢管有限责任公司,陕西 宝鸡 721008)
油套管除采用无缝钢管外,还可采用高频电阻焊(HFW)管或高频焊热轧(Hot Stretch-reducing Electric Welded,简称 SEW)管[1-3]。
HFW钢管采用控轧控冷(TMCP)热轧卷板为原料,并经挤压成型完成管坯HFW焊接,随后再进行焊缝退火处理和全管热处理。采用该工艺生产的套管具有管材韧性好、尺寸精度及抗挤强度高等优点,但焊缝的组织、性能与母材相比存在较大差异,沟槽敏感性较高[4]。
SEW钢管采用HFW焊接、热张力减径及全管热处理工艺进行制管,由于所用卷板系低碳微合金化钢经TMCP轧制而成,具有良好的强韧性及较高的尺寸精度;同时焊管经热张力减径,一方面实现了同一管坯改变规格的连续、高效生产,另一方面优化了焊缝的组织及性能[5-6]。
焊接石油套管(包括HFW和SEW焊管)在国外(如美国、德国、日本、韩国等)得到了较为广泛的应用,现国内油田也在逐步推广使用,但用量不足10%[7],且主要用于表层套管。
1 SEW工艺介绍
与其他焊接方法相比,HFW焊管焊缝无金属填充物,焊缝性能取决于焊接及后续热处理工艺。SEW工艺将HFW焊接、热张力减径和全管热处理技术进行组合,即对TMCP热轧卷板进行HFW焊接,HFW焊接管坯经中频感应加热快速升温(20~50℃/s)到奥氏体相变温度Ac3(900~1 100℃)以上,再经多架轧辊机组减径到需要的规格,使全管(母材+焊缝)发生形变热处理。该技术的应用不仅有助于扩大HFW焊管产品的种类和规格,而且改善了焊缝的组织和性能。
钢管热张力减径过程中发生复杂的三维变形,故采用等效应变εry代替实际应变。等效应变εry用公式(1)进行计算:
式中 εL、εC、εt—— 分别代表钢管轴向(L)、周向(C)和径向(t)的真应变;
L1、L2—— 分别为变形前后钢管的长度,mm;
C1、C2——分别为变形前后钢管的断面平均周长,mm;
t1、t2—— 分别为变形前后钢管的壁厚,mm。
当规格为Φ193.7 mm的HFW母管热张力减径为Φ60.3~177.8 mm的管坯时,其等效应变εry仅为0.16~0.96,可见热张力减径的累积变形量很小,所以通过热张力减径难以达到理想的组织、性能要求,需经后续全管热处理提升钢管性能。
2 API套管和油管
API Spec 5CT标准[8]对J55钢级套管热处理工艺无强制要求,各制造厂可以根据用户需求采用不同的热处理工艺。SEW J55套管经热张力减径处理,其力学性能虽满足API Spec 5CT标准要求,但管材强度和焊缝冲击韧性较低。开发了焊管经热张力减径处理工艺后,以较快冷却速度(水冷速率≥15℃/s)将管坯冷却到珠光体开始相变温度,抑制铁素体转变,增加组织中的珠光体比例,同时细化晶粒,提高管坯的强韧性;经热张力减径+控冷处理后,产品性能达到J55甚至K55钢级套管的水平。不同工艺阶段J55焊接套管的性能见表1,可以看出:J55焊接套管经热张力减径处理,屈服强度及抗拉强度分别降低19.4%和10.6%,焊缝横向冲击功提高120.0%;再经控冷处理,屈服强度及抗拉强度分别提高26.6%和18.6%,焊缝横向冲击功提高65.9%。
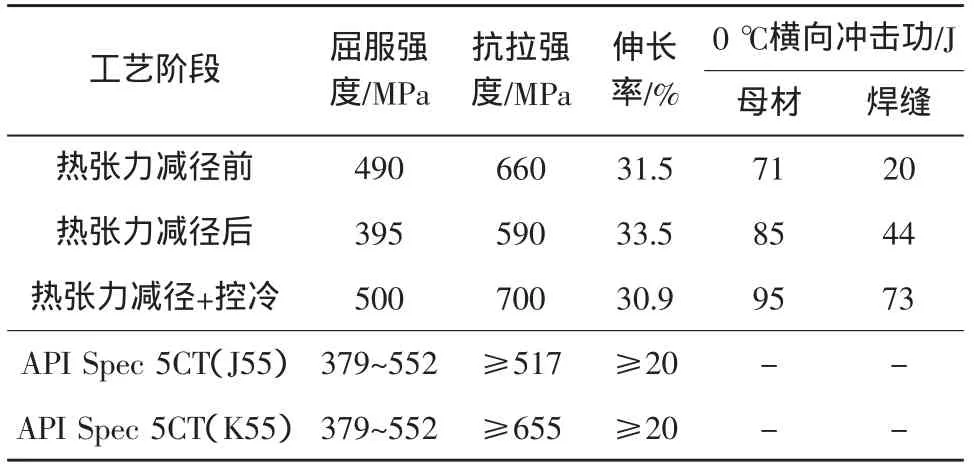
表1 不同工艺阶段J55焊接套管性能
SEW N80Q、P110、Q125均采用热张力减径+调质热处理,不同工艺阶段的性能对比见表2。从表2可以看出:焊管经热张力减径处理,强度大幅下降,冲击韧性有所改善;再经调质处理,强度和韧性得到大幅提升。
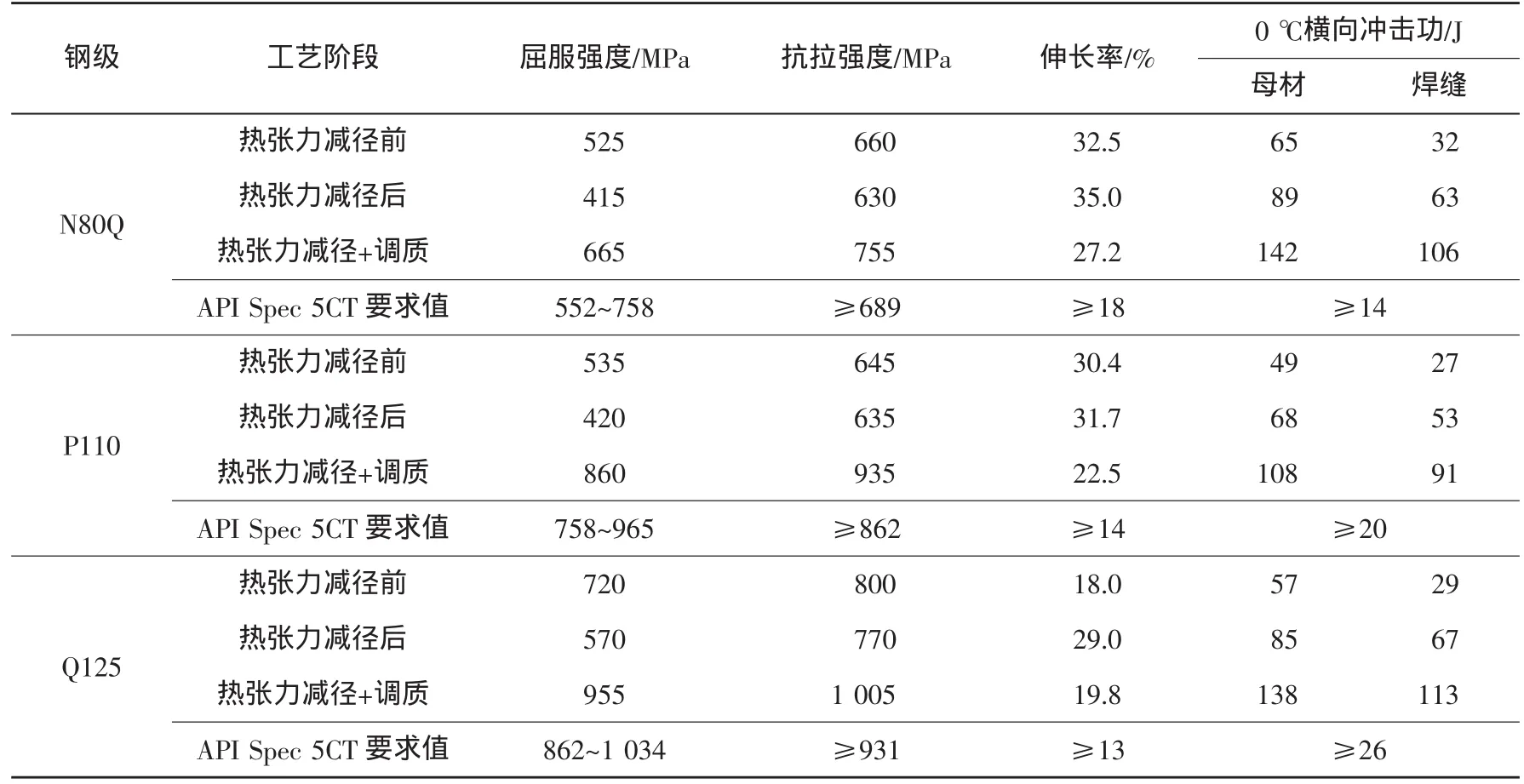
表2 N80Q、P110、Q125套管在不同工艺阶段的性能对比
3 高抗挤套管
套管在井下承受的外压力主要包括管外钻井液和水泥浆液柱压力、上覆岩层压力和地层(如盐岩、盐膏岩、软泥岩)蠕变[9]。当套管承受的外压力超过套管本身的抗挤强度时,就会发生缩颈、错断、变形、挤毁等失效破坏,影响油气的正常开采,严重时还将导致油气井报废;因此,各油气田在深井、超深井或复杂地层的油气井中,均考虑用高抗挤套管。开发高抗挤套管的关键是:在径壁比一定的情况下,如何通过减小外径和壁厚偏差、提高屈服强度、降低残余应力等措施提高套管的抗挤性能[10-11]。研发人员开发了在C-Mn钢基础上添加Cr、Mo、V等合金元素的成分体系,并采用淬火+高温回火(630℃以上)+高温热矫直(490℃以上)工艺,严格控制热张力减径管坯尺寸精度,最终生产出具有高强度(屈服强度和抗挤强度)、高韧性、低残余应力及高耐蚀性能的高抗挤套管[12]。BSG-80T/TT、BSG-110T/TT高抗挤套管的主要性能指标见表3~4,可以看出:套管各项性能指标较Q/SY 1394—2011标准[13]要求均有一定富裕量。

表3 BSG-80T/TT、BSG-110T/TT高抗挤套管尺寸精度及残余应力
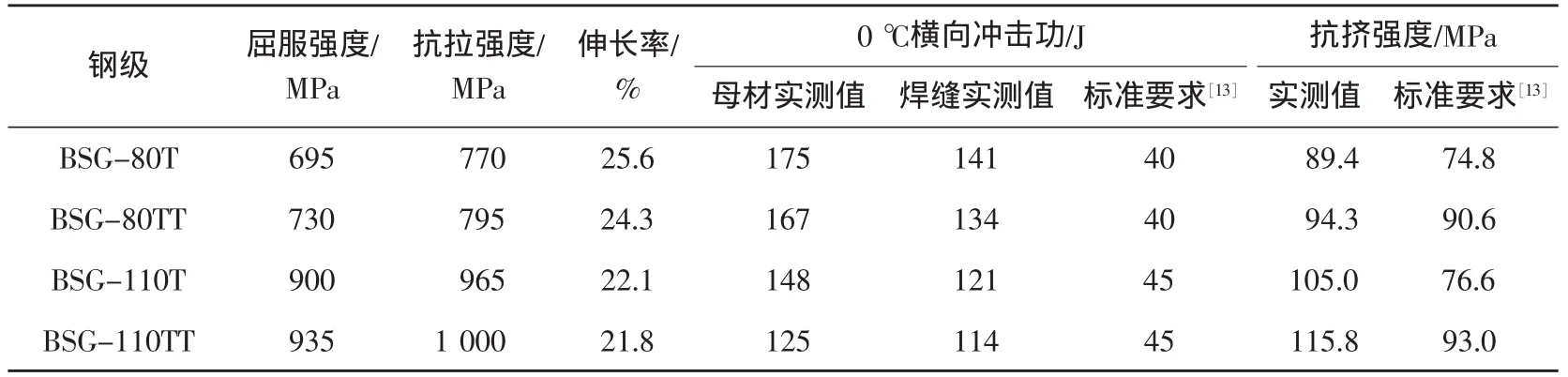
表4 BSG-80T/TT、BSG-110T/TT高抗挤套管力学性能及抗挤强度
4 膨胀套管
在石油钻井的过程中,如果钻井的深度较深,则需要用到多层套管。随着套管层次的增加,钻井井眼的尺寸会不断变小,导致钻不到目的层,或即使钻到目的层,也可能因为井眼过小而不能满足开采及其他作业要求[14]。膨胀套管技术就是将管柱下入井底,用驱动头以液压或机械的方法使管材永久变形,从而使膨胀套管的外径达到设计的尺寸,提高作业成功率,降低钻井成本[15]。膨胀套管经过一定的膨胀之后,其所能承受的抗挤压力会明显降低,这也是限制膨胀套管技术发展的主要因素之一。膨胀套管在使用过程中造成抗挤强度下降的主要原因是膨胀过程中产生的包辛格效应。此外,由于套管难免存在壁厚不均及外径不圆的情况,膨胀后,这种缺陷被放大,从而降低套管的抗挤性能;因此,为兼顾膨胀工艺要求,使管柱易于膨胀且避免膨胀过程的集中变形破坏和壁厚减薄不均,管材应具备高的壁厚均匀度,均一的机械性能,无屈服平台特征的应力-应变曲线,良好的强度延性匹配,高形变强化指数(n值),高塑性应变比(r值),低屈服点和时效指数等。
研发人员设计了在C-Mn钢基础上添加Nb、V、Ti等合金元素的成分体系及两相区淬火(加热至760~810℃保温40~60 min后水淬至室温)+高温回火(630~710℃回火并保温60~100 min)的全管热处理工艺。较低的淬火温度可获得尺寸较小且晶粒度均匀的奥氏体晶粒,有助于提高材料的塑韧性;较高的回火温度,可使马氏体基体的α相充分回复、再结晶,形成大量等轴状或多边形铁素体(软相),确保管体具有较高的塑性。此外,由于强碳氮化物元素Nb、V、Ti的存在,有效抑制Fe3C析出,同时可直接从马氏体基体的α相及晶界上析出大量细小弥散的VC、VCN等碳化物颗粒(硬相),不但有利于提高材料的强度,使管体具备连续屈服特征的应力-应变曲线,而且由于组织中存在弥散分布的硬相,避免了膨胀塑性变形过程中局部颈缩导致的壁厚大幅减薄情况,使得管体膨胀后仍具有较高的抗挤强度。
采用上述工艺开发的BX55、BX80膨胀套管膨胀前后性能对比见表5,可以看出:BX55膨胀11.9%后,屈服强度提高27.1%,伸长率降低39.3%,抗挤强度降低43.7%,较API TR 5C3标准的J55钢级要求值(计算值)高14.3%;BX80膨胀17.0%后,屈服强度提高11.0%,伸长率降低34.8%,抗挤强度降低48.9%,较API TR 5C3标准N80钢级要求值(计算值)高18.3%。
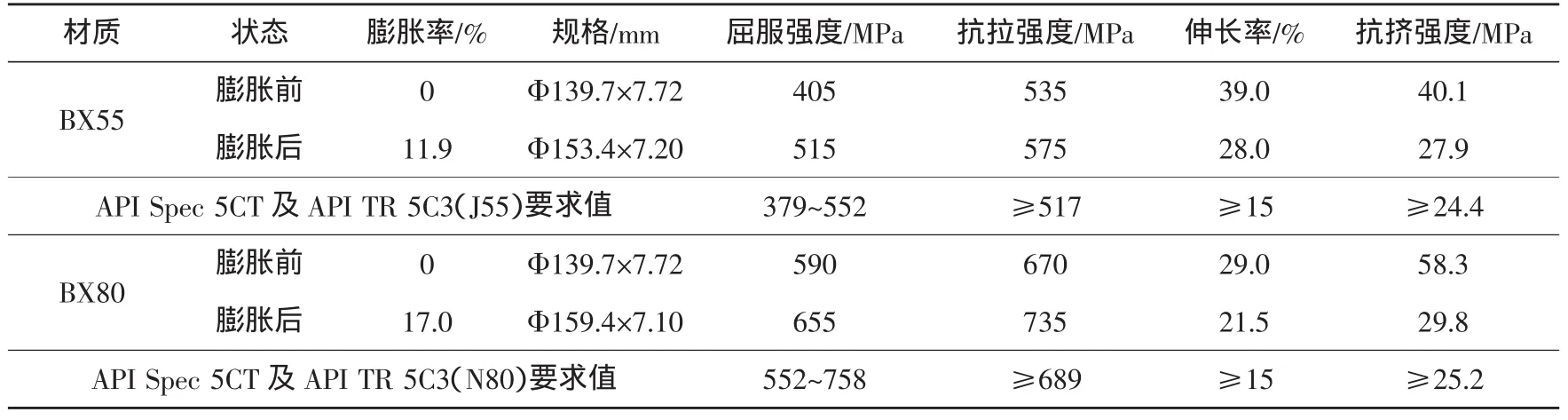
表5 BX55、BX80膨胀套管性能
5 结 语
石油套管是石油钻探的重要器材,属于一次下井长期使用的石油专用管材,油气的成功开采与石油套管的性能密切相关。随着石油天然气勘探开发环境趋于苛刻,对高性能石油套管产品的需求将会增加。国外SEW套管和油管制造水平较高的美国Lone Star公司(目前已并入美国钢铁公司),已采用“HFW焊管+热张力减径+全管热处理”工艺开发出Q125、LS125、LS140等套管,能满足油田对管材高强度、抗挤、抗H2S腐蚀等性能的要求[16]。
尽管SEW工艺不可能完全代替无缝钢管工艺,但其生产的套管几何尺寸精度高,采用高频焊管经热张力减径可生产多规格钢管,且焊缝经张力减径后有较大改进;同时其可采用双相钢钢板,对于可膨胀套管的开发也具有一定优势。
下一步SEW石油套管将围绕两个方向进行研发:一方面开发低成本、低钢级、经济型油套管,例如H40钢级油套管,满足我国低压、低渗油气田(如长庆油田、延长油田)以及煤层气的开采;另一方面开发高端石油套管,例如大膨胀量套管、耐蚀套管、耐蚀抗挤套管、耐热抗挤套管,满足国内外市场的需求。
[1]曹勇,穆东,韩会全.聚焦焊接油套管生产技术[N].中国冶金报,2012-2-28(C04).
[2]史宏德,田青超,丁维军.N80钢级HFW套管的研发[J].焊管,2012,35(3):24-28.
[3]王军,毕宗岳,张峰,等.SEW石油套管的开发[J].钢管,2013,42(6):39-44.
[4]王军,王燕,张峰,等.焊接套管与无缝套管性能对比研究[J].钢铁钒钛,2013,34(4):99-103.
[5]毕宗岳,何石磊,李周波,等.新型P110钢级SEW石油套管研制[J].焊管,2013,36(4):5-9.
[6]李周波,毕宗岳,张峰,等.Q125钢级SEW石油套管的研发[J].焊管, 2013,36(8):32-35.
[7]史宏德,赖兴涛,谷中莹.J55钢纵剖钢带高频焊套管的研制[J].焊管,2013,36(3):27-30.
[8] American Petroleum Institute.API Specification 5CT Specification for casing and tubing[S].Washington:API Publicaiton,2011.
[9]练章华.地应力与套管损坏机理[M].北京:石油工业出版社,2009.
[10]毕宗岳.管线钢管焊接技术[M].北京:石油工业出版社,2013.
[11]王军,毕宗岳,张峰,等.石油套管抗挤性能研究[J].焊管,2013,36(9):20-24.
[12]王军,毕宗岳,张峰,等.SEW高抗挤套管研发[J].焊管,2014,37(2):5-10.
[13]中国石油天然气集团公司.Q/SY 1394—2011高抗挤套管[S].北京:石油工业出版社,2011.
[14]徐丙贵,贾涛,黄翠英,等.膨胀管技术在钻井过程中的研究与应用[J].石油机械,2013,41(4):11-15.
[15]李益良,陈强,李涛,等.膨胀管封堵调层技术新进展[J].石油矿场机械,2013,42(1):24-27.
[16]李鹤林,张亚平,韩礼红.油井管发展动向及高性能油井管国产化[J].钢管,2007,36(6):1-6;2008,37(1):1-6.
猜你喜欢
军民两用技术与产品(2021年8期)2021-11-24
海洋石油(2021年3期)2021-11-05
建材发展导向(2021年7期)2021-07-16
四川冶金(2020年3期)2020-02-19
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
西南石油大学学报(自然科学版)(2018年2期)2018-06-26
钢管(2016年5期)2016-12-29
现代冶金(2016年6期)2016-02-28
焊接(2016年2期)2016-02-27
