COE中直径直缝双面埋弧焊管的研制与生产
2014-12-28 12:03:18赵春友
钢管 2014年4期
赵春友
(辽阳星德大型钢管厂,辽宁 辽阳 111000)
“十二五”期间,国家能源建设将快速发展。长输石油天然气管线钢管向中大直径、薄/厚壁、中高压、高强度、高韧性趋势发展,这将带动钢管产业技术装备升级,产品质量不断提高[1-5]。随着我国油气管网建设逐渐遍布全国各地,面对钢管市场对中直径直缝双面埋弧焊管需求的增加,2000年辽阳星德大型钢管厂(简称辽阳星德)集多年制管生产实践经验,借鉴国内外高新技术,自主创新研发了一条COE(Cing-Oing-Expansion,C成型—O成型—扩径)中直径直缝双面埋弧焊管(简称COE直缝焊管)生产线(排辊成型)。在产销供不应求的情况下,2010年辽阳星德又投资新建了一条COE直缝焊管生产线(FFX柔性成型)。几年来,辽阳星德的COE直缝焊管生产技术与装备不断创新改造,产品质量稳定且安全可靠,达到GB/T 9711—2011《石油天然气工业 管线输送系统用钢管》PSL2等级[6],API Spec 5L—2007《管线钢管规范》(44版)PSL2等级的规定[7]。其钢管规格为:直径219~711 mm,壁厚5~22 mm,材质B~X80,年产量40万t。本文将重点介绍该产品的研制与生产情况。
1 COE直缝焊管的研制
研制COE直缝焊管的核心技术是管体成型和双面埋弧焊接。总体设计思路是采用HFW(高频焊)机组的排辊成型或FFX柔性成型方式,用于解决管体由C成型逐渐变O成型;由于高频电阻焊管的管体合口在上方,无法实现内焊埋弧焊接,因此实现这一过程的关键是将HFW机组设备反装(排辊装置和立辊装置的上辊变下辊,下辊变上辊),从而实现让管体焊缝合口垂直向下,且在管底水平面上,确保钢管内焊在平面上进行焊接。
管体成型原理:钢带经过多步整体弯曲成型,每次弯曲到接近管体曲率半径,从边部向钢带中心弯曲;通过多道辊压逐渐从C形变成O形,在这个过程中管体变形较充分,且应力得到释放。由于变形量分配合理,使开口管筒侧面的曲率接近成品焊管。这种合理的分配变形量,使管体合口好,成型稳定,内应力小。经成品管做回弹检验,其开口尺寸值是40~50 mm。例如,Φ426 mm×6.3 mm及Φ323.9 mm×5.6 mm等中直径薄壁焊管生产时,实现了焊缝边缘不起褶不错边,管体焊缝平滑过渡,焊接质量高。同时钢带在多次反向加载情况下,使变形应力处在弹性极限,屈服强度降低。这种包申格效应能够降低钢带屈服强度30~50 MPa,使屈强比≤0.88。在钢带成型过程中钢管边成型边完成内焊。内焊是一次焊接完成,其焊接条件好,埋弧焊是在无灰尘、无杂质、无氧化铁皮情况下的管底平面上进行,从而满足了生产Φ219 mm、Φ273 mm、Φ323.9 mm、Φ355.6 mm等中直径钢管的焊接技术要求,确保产品内焊焊接质量达到GB/T 9711—2011标准PSL2等级的规定。
2 COE直缝焊管生产工艺流程及装备配置
COE直缝焊管的生产工艺流程如下:钢带通过成型器逐渐成型为管体,管坯在生产线上通过连续埋弧焊进行内焊,定尺切管,下生产线通过埋弧焊进行外焊,再经射线探伤、定径、矫直、冷扩径后进行各项检验,最后将合格成品入库。COE直缝焊管成型装备布置及变形过程如图1~2所示[8]。
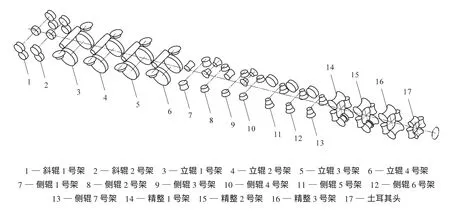
图1 COE直缝焊管成型装备布置示意
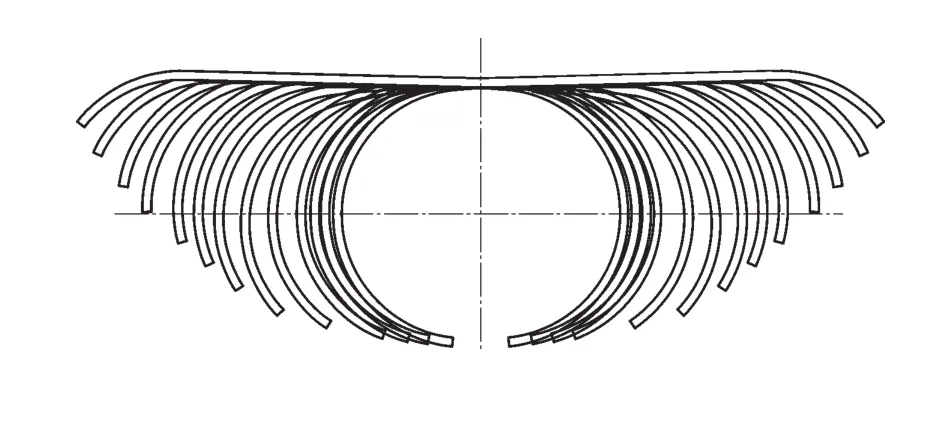
图2 COE直缝焊管变形过程示意
(1)为了使焊管不间断生产,采用了接板飞焊车技术,以保证接板不停车。由通用设备中的开卷机、三辊/五辊矫平机、圆盘剪、剪板机、接板机、板材探伤机、电动立辊等组成接板飞焊车[9]。例如,Φ711 mm焊管需用板宽2 210 mm的板卷,国内钢带生产厂家只有南京某厂能够生产(炉卷轧机),但其价格比其他厂家的板卷每吨高500元人民币。因此用中板在飞焊车上实现对接,才能降低成本。但每12 m对接一次,生产较为麻烦。
(2)用二辊式递送机将钢带送入FFX成型器。该系统具有连续预弯边技术,利用水平辊和立辊的成型特点,使管体断面钢带无变形死区,有效克服了钢带厚薄及强度大小变化而使变形不充分产生的弹性回复现象,使经滚压后板边曲率符合钢管管径曲率,并能做到孔径自动调整、手动调整及快速切换调整,从而提高了粗成型的准确性和稳定性,实现管体边部完全塑性变形,并完成C成型。在经过URD精成型器万能机架滚压,钢带边部的两个侧面基本达到平行。由于精成型变形量小,能有效消除焊缝“噘嘴”现象并防止焊缝错边,管体成型合口后完成O成型。
(3)钢管在线进行内焊,采用的是双丝或多丝串列埋弧焊。
(4)焊好内焊的钢管定尺后在生产线上用切管机将钢管切断。
(5)外焊采用双丝或多丝埋弧焊接,通过光电系统自动跟踪,使内外焊缝重合精度高,外焊缝余高不超过2.5 mm。
(6)焊完的钢管经辊道进入X射线室,全焊道探伤信息做到自动存储、刻盘保存;并在管端抓拍3张X射线照片,钢管检验后自动划出缺陷,在有修补处加拍X射线照片,以确保焊接缺陷的排除与控制。
(7)探伤合格的钢管经辊道进入定径、矫直机组,让管体微变形,消除钢管内应力,使钢管直度控制在标准范围之内,并使定径后钢管的外观形状及几何尺寸优于标准要求。
(8)经过定径、矫直的钢管无论是管径、椭圆度、直度还是内应力都符合标准要求,但有些用户要求钢管需进行机械冷扩径,因此设置了2台机械式冷扩径机,对钢管做全管体冷扩径。这套装备能够保证钢管继续消除内应力,对钢管的直径、椭圆度和直度公差进行进一步的控制,使其不但在标准要求范围之内,而且尺寸更精确。
(9)按文献[10]的原理,将钢管送入18 MN(1 800 t)水压试验机进行100%水压试验后,自动记录和存储试验压力及稳压时间。对水压试验合格的钢管进行机械平头后再全部通过64通道超声波探伤,最后进行称重测长喷标入库。
3 COE直缝焊管理化试验及分析
现以供给中国石油天然气股份有限公司锦州石化分公司的 Φ457 mm×12 mm和 Φ323.9 mm×10 mm COE直缝焊管(各50 km)为例,在生产过程中按照标准要求提取了几组试验数据,并进行各种参数的综合分析。
3.1 化学成分
这批钢管原料材质为L415管线钢,厚度为12 mm。按炉按批次检验,钢管母材与焊缝的化学成分见表1。从表1看出:与母材相比,焊缝的P含量略有升高,S含量升高明显,但其总体成分仍符合标准要求。

表1 COE直缝焊管母材与焊缝的化学成分(质量分数) %
3.2 金相组织
L415材质COE直缝焊管母材和焊缝的显微组织如图3所示。从图3看出:母材组织晶粒均匀,焊缝组织晶粒比较均匀,韧性好。
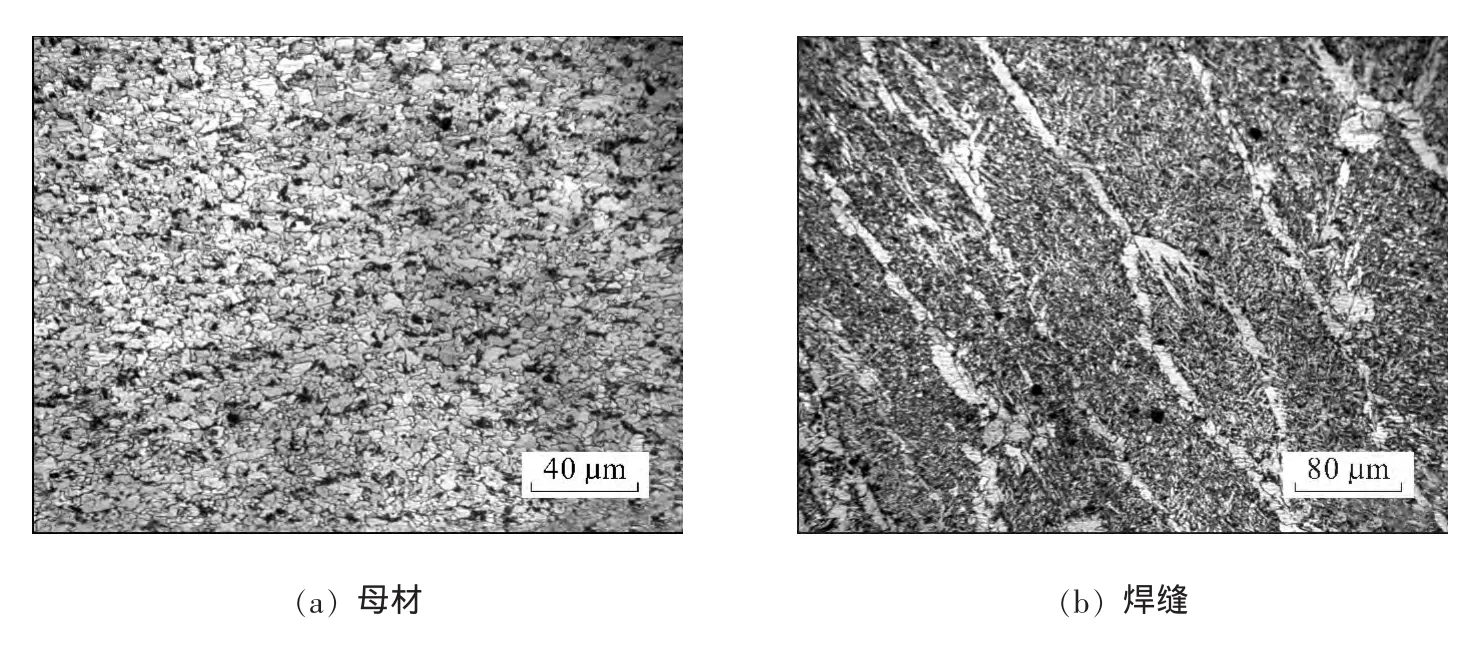
图3 COE直缝焊管母材和焊缝的显微组织
3.3 力学性能
在制管前后,分别在钢带及其所制钢管的对应位置截取横向拉伸试样、夏比冲击试样和落锤撕裂(DWTT)试样。钢带横向拉伸试样从钢带宽度1/2处截取,采用全壁厚矩形试样,试样标距长为50 mm,标距内宽为38.1 mm。钢管横向拉伸试样从距焊缝180°处截取,拉伸试样为平板矩形试样。试验结果见表2。从表2看出:制管后屈服强度Rt0.5降低10~20 MPa,制管后抗拉强度Rm上升5~10 MPa,屈服比Rt0.5/Rm下降0.03~0.04。
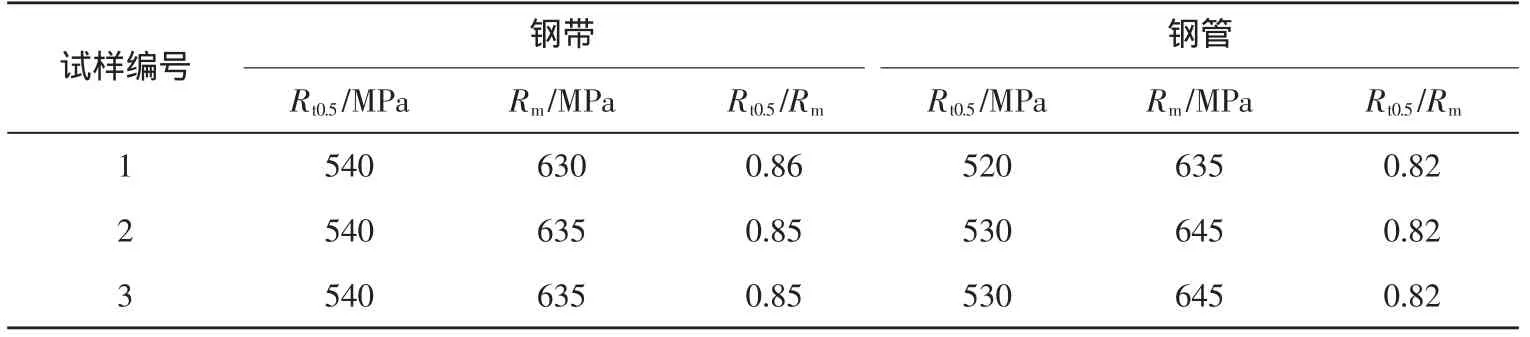
表2 COE直缝焊管用钢带及所制钢管的横向拉伸试验结果
钢带横向夏比V型缺口冲击试样从钢带宽度1/4处截取,钢管横向夏比V型缺口冲击试样从距焊缝90°处截取;试样尺寸均为10 mm×10 mm×55 mm;V型缺口垂直于钢带/钢管表面;试验温度分别为钢带0℃、钢管-20℃;试验结果见表3。从表3看出:制管后L415钢的夏比冲击韧性整体有所降低,降低的最大均值为52 J。夏比冲击韧性下降主要是由于加工硬化所致。

表3 COE直缝焊管用钢带及所制钢管的母材冲击试验结果 J
对所制钢管焊缝在不同温度下的冲击韧性进行试验。选取2支钢管的焊缝试样,试验温度分别为20℃、0℃、-10℃、-20℃、-40℃和-60℃;试验结果见表4。从表4看出:试验结果数据比较均匀,且远高于技术条件对在-20℃下全尺寸试样(10 mm×10 mm×55 mm)的冲击韧性要求(单个值45 J,平均值60 J);此外,还表明温度对试验结果有明显的影响。
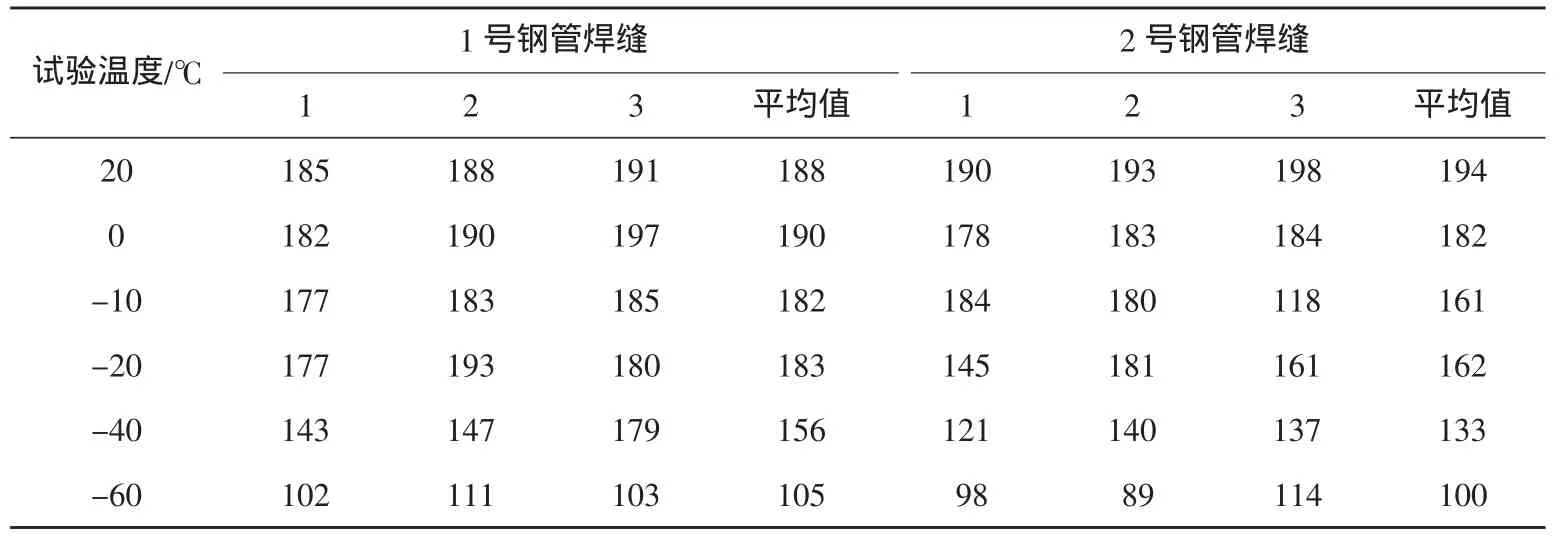
表4 COE直缝焊管焊缝冲击试验结果
钢带DWTT试样从钢带宽度1/4处截取,钢管DWTT试样从距焊缝90°处截取;试样尺寸均为300 mm×75 mm×12 mm;试验温度分别为0℃和-5℃。试验表明:温度对DWTT试验结果无明显的影响;由于试验温差较小,因此制管前后钢带、钢管的DWTT剪切面积无明显变化。
3.4 残余应力
选取2支钢管,在矫直前后分别截取不小于200 mm长的管段各2个,在距焊缝100 mm位置平行于焊缝切开管段,矫直前的张开距离分别为85 mm和90 mm,矫直后的张开距离分别为65 mm和72 mm,矫直后的成品管张开量均小于技术条件中的要求(≤80 mm)。试验结果表明:定径、矫直对焊管内应力的消除有明显作用。
4 COE直缝焊管的应用
辽阳星德的COE直缝焊管从小批量生产到大批量上市,产品已在长庆油田、大庆油田、辽河油田、华北油田、冀东油田、大港油田、胜利油田、吉林石化、大庆石化、抚顺石化、锦州石化等国家重点工程项目上大量使用,并受到用户的好评。2007年为内蒙古西部天然气集团公司提供L245钢级、Φ219 mm×6 mm规格的COE直缝焊管200 t,用于改造包头市的局部增压管网;2009年为中国石油天然气集团公司管道局提供L360MB钢级、Φ323.9 mm×12 mm规格COE直缝焊管200 t,用于油气管线穿越钱塘江江底工程;2010年为美国壳牌公司提供X70钢级、Φ610 mm×10 mm规格COE直缝焊管2 000 t,用于建设长庆油田苏里格集输天然气管网;同时,产品还出口到伊朗、罗马尼亚、伊拉克、孟加拉、苏丹、缅甸等国。
5 结 语
辽阳星德生产的COE直缝焊管,经有关专家鉴定和中国石油集团石油管工程技术研究院(原西安管材研究所)等国内权威机构检测,产品质量满足GB/T 9711—2011标准PSL2等级要求,并每年通过美国API学会的检验鉴定,符合API Spec 5L—2007标准PSL2等级要求。该产品能满足长输油气管线需求,适用于翻山越岭,穿越海底、江底、铁路、公路等用管,更适合用于制作各种角度弯管。在三四类地区和人口稠密地区的民生工程中使用更为安全。该COE直缝焊管生产线也可以生产低合金直缝双面埋弧焊管,经正火和回火处理,用于化工厂和炼油厂建设工艺管线,以及用于建环城中高压储气管网来代替传统的储气罐。
COE直缝焊管生产技术与装备具有自主知识产权,企业自行研发并自己加工制造,使中小直径直缝埋弧焊管实现国产化,已获得多项国家颁发的技术发明和实用新型专利证书[11-12]。COE直缝焊管因其管体成型好、焊缝焊接质量佳、产品质量稳定,可替代Φ508 mm以下HFW焊管,也可替代部分无缝钢管和螺旋缝埋弧焊管。由此可见,COE直缝焊管用途广泛,具有较好的发展前景。
[1]杨秀琴.关于我国焊接专用管的发展情况[J].钢管,2012,41(2):1-8.
[2]王晓香.以焊管装备技术进步推动焊管产业可持续发展[J].钢管,2012,41(5):1-5.
[3]严泽生.坚定信心 转型升级 降本增利 面对“十二五”向世界钢管强国迈进[J].钢管,2013,42(1):1-5.
[4] 李强.转方式 优结构 提质量 增效益 推动钢管行业创新驱动新发展[J].钢管,2013,42(3):1-5.
[5]彭在美,沈发楚,嵇绍伟.我国UOE/JCOE直缝埋弧焊管机组的现状及发展趋势[J].钢管,2013,42(2):1-5.
[6]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会.GB/T 9711—2011石油天然气工业管线输送系统用钢管[S].北京:中国标准出版社,2011.
[7]美国石油学会.API Spec 5L管线钢管规范[S].44版.北京:石油工业标准化研究所,2007.
[8]白光润,栾瑰馥,朱殿强.孔型设计[M].沈阳:东北工学院出版社,1992.
[9]徐灏.机械设计手册[M].2版.北京:机械工业出版社,2000.
[10]张利平.液压与气动技术[M].北京:化学工业出版社,2007.
[11]赵春友.生产中口径直缝双面埋弧焊钢管的机组及钢管成型方法:中国,200910137974.3[P].2012-02-08.
[12]赵春友.中口径直缝双面埋弧焊钢管管体初成型装置:中国,200920012464.9[P].2010-01-20.
猜你喜欢
钢管(2023年2期)2023-08-06 05:33:48
汽车实用技术(2022年16期)2022-08-31 07:24:36
建筑与预算(2022年3期)2022-04-22 10:48:50
橡塑技术与装备(2021年7期)2021-04-22 15:55:06
制造技术与机床(2019年10期)2019-10-26 02:47:34
建材发展导向(2019年11期)2019-08-24 06:35:28
科技资讯(2016年9期)2016-05-14 00:55:35
现代冶金(2016年6期)2016-02-28 20:53:11
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45