
全自动扭弯机模具结构的设计与研究
2014-12-23 06:43朱红萍陶志高张婷
机械工程师 2014年12期
朱红萍, 陶志高, 张婷
(1沙洲职业工学院,江苏 张家港215600;2江苏合丰机械制造有限公司,江苏 张家港215600)
0 引言
弯管加工在工程管道、航空航天、金属材料、动力机械、建筑机械、石化轻工等部门中起着非常重要的地位。弯管机是空心管件型材在弯管模具的作用下,弯曲到材料屈服极限时加载弯曲并保持一定的轴向弯曲力,使之成形的设备。其中,弯管模是弯管机的关键零部件,是弯管加工过程中最主要的受力部件。弯管模的结构设计是否合理可靠直接影响到弯管机整机加工产品的精度。本文在保证全自动扭弯机整机工况的前提下,利用其嵌入式有限元分析插件SimulationXpress,对模具组件扭弯过程中的变形、应力进行分析,为后续模具结构的优化设计提供依据。
1 全自动扭弯机模具结构的初步设计
本次设计的全自动扭弯机的主要技术参数与要求如下:1)弯管直径范围为 φ12~φ28 mm;2)弯制管件弯曲角为0°~360°,弯管最大长度为2 m;3)扭弯机的最大弯曲速度为335 mm/s,最大送进速度为335 mm/s;4)扭弯机弯管的位置精度X、Y方向为±0.01 mm;Z方向为±0.05 mm;5)其总体尺寸不超过3566 mm×1333 mm×1260 mm。
使用要求:工人上料操作方便,安全可靠;人性化的操作界面;弯管效率高。
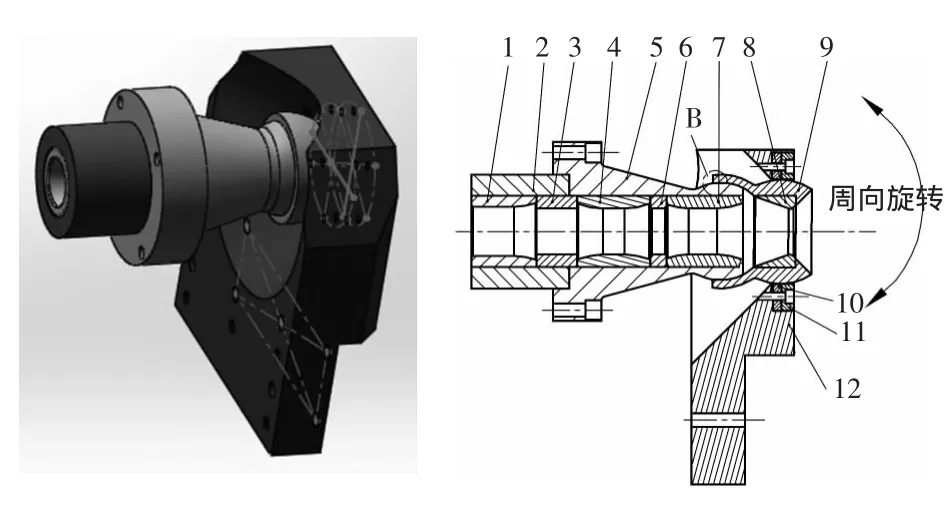
图1 全自动扭弯机模具结构初步设计
根据上述全自动扭弯机主要技术参数,利用SolidWorks软件对扭弯机的模具结构进行了初步设计,具体装配结构如图1所示。管件以一定的速度由送料装置自左而右直线推入该模具组件。扭弯驱动座12固定在扭弯机的机头部件前滑板上,机头部件的运动路线由程序控制,在程序的控制下,扭弯驱动座12跟随机头按照预设轨迹作升降、平移运动。扭弯驱动座12带动扭弯球头9、扭弯模8绕着扭弯球头9的内球心万向旋转,扭弯球头9的内球面与支承球头座5的外球面相切,在扭弯球头9左端(图1中B所示),与支承球头座5相接触的面是直孔面,以保证扭弯球头9在一定的角度内扭转,完成预先设定的弯曲成型。支承球头座5左端通过4个螺钉固定在机头部件后座上,机头后座与扭弯机床身通过螺钉连接固定。
2 全自动扭弯机模具结构SimulationXpress分析
SimulationXpress主要用于模型的静力学分析,根据有限元法,使用线性静态分析计算应力。通过定义材质、约束、载荷、分析模型。下面根据初步设计的模具组件结构,利用SimulationXpress仿真工具模具组件对工作状态下的变形、应力和应变进行分析。
2.1 模型建立和材质选择
该模具组件材料均选用Cr12,将建立好的模具模型载入,为了简化分析过程,扭弯驱动座12暂不载入分析,如图2所示。
图2 分析模型建立
2.2 约束与载荷
根据全自动扭弯机设计参数,机头部分驱动丝杆的电机选用MSMD型号带有制动器的,其功率为0.4 kW。减速机选用AE070,减速比i=40。滚珠丝杆选用FK型精密滚珠丝杆,导程为5 mm,直径为32 mm,
该模具组件能实现φ12~φ28 mm的管件的自动扭弯成型,本文以弯制φ28 mm、壁厚1.5 mm的管件为例进行分析。
图3是扭弯过程某一瞬间的管件受力图。由受力图3可知,在管件扭弯过程中,模具传递给管件的是水平丝杆推力F1、竖直丝杆推力F2,根据力平衡原理,可将水平丝杆推力 F1转换成′和 M1。

图3 简化受力图(管件弯制的某一瞬间)
根据上述分析,定义该模具的约束和载荷,划分好网格,如图4所示。
2.3 计算结果及分析
利用SimulationXpress仿真工具,对模具组件在工作状态下的变形、应力和应变进行分析,分析结果如图5所示。图5(a)是模具工况下的应力分布图,从图中可知,扭弯球头9与支承球头座5相接触的边缘部分应力较大,模具组件其它部分的应力几乎为零。最大应力集中在箭头所指的地方,应力为 σ=2.351×1010N/m2。
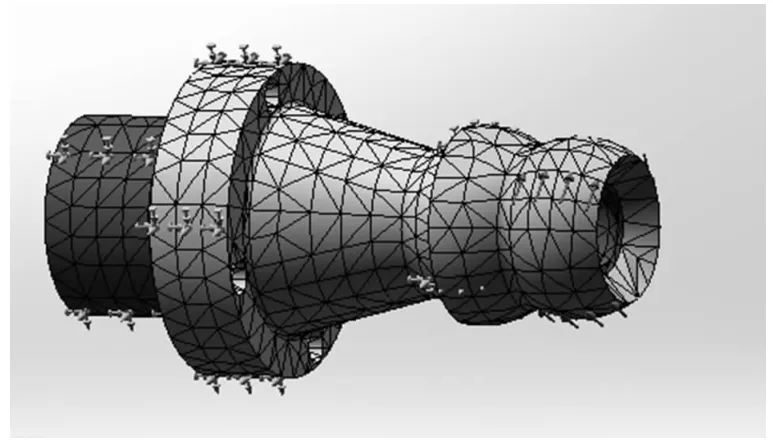
图4 网格划分(约束、载荷)
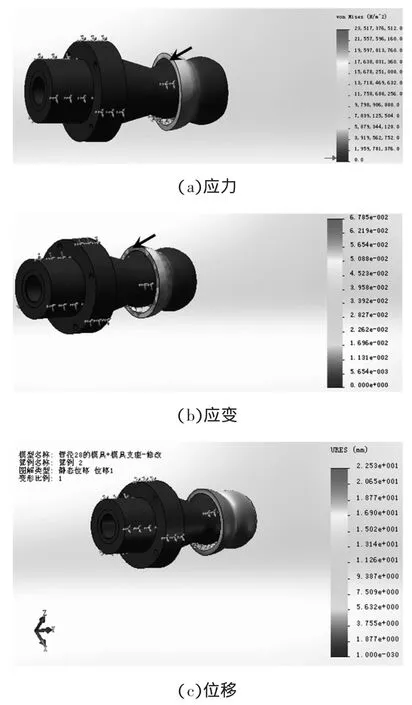
图5
图5(b)是模具工况下的应变分布图,从图中可知,与应力分布情况相同,扭弯球头9与支承球头座5相接触的边缘部分应变较大,最大应力集中在箭头所指的地方,应变为 ε=6.785×10-2。
图5(c)是模具工况下的位移分布图,从图中可知,模具组件在扭弯管件的过程中,主要的位移变形发生在扭弯球头9上,最大位移为2.253×101mm。
根据上述对全自动扭弯机模具组件工况下应力、应变和位移变化的分析,得出以下结论:1)该模具组件变形受力最大的零件是扭弯球头9和扭弯模8,其中扭弯模8采用耐磨性好的铜制成,可提高其使用寿命。2)该模具组件中的进料导套1、进料支承套2、进料隔套3、扭弯后导套4、支承球头座5、扭弯隔套6在工作状态下的应力、应变基本相同,扭弯前导套7距离扭弯球头9最近,承受的扭弯力较大。3)分析可知,支承球头座5与扭弯球头9左端(图1中B所示)有一段相接触的直圆面,此处所承受的应力、应变较大。4)在工况下,球头内支承垫10、球头外支承垫11内孔与扭弯球头9外球面相接触的部位是主要的受力面,承受水平丝杆和竖直丝杆传递的推力、扭矩。
3 结语
根据全自动扭弯机整机的设计要求,初步设计出扭弯机模具组件结构,并利用SolidWorks软件中的SimulationXpress模块,对初步设计出的模具组件结构模型进行了静力学分析。通过分析可知模具组件中扭弯球头和扭弯模两个部件所受的应力、变形最大,在模具组件结构设计需要注意,这也为后续的结构优化提供了有力的参考依据。
[1] 刘瑛,陈慧萍.MBW2400膜式壁成排弯管机机架的应力分析及结构改进[J].机床与液压,2012(9):62-66.
[2] 徐小兵.一种气动多规格半自动弯管机的设计[J].液压与气动.2009(12):36-38.
[3] 邵伟.翻板展成法钢管弯曲模[J].机械工程师,2011(9):126-127.
[4] 邵伟.翻板展成钢管弯曲模设计[J].模具工业,2011(12):25-26.
[5] 郑家贤.冲压模具设计实用手册[M]北京:机械工业出版社,2007:33-38.
[6] 潘为民.三维数字化设计技术在新型弯管机传动系统中的应用研究[J].机床与液压,2006(5):27-29.
[7] 张树森.机械制造工程学[M].沈阳:东北大学出版社,2001.
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
有色金属材料与工程(2021年4期)2021-11-27
橡塑技术与装备(2021年2期)2021-02-01
计量学报(2020年7期)2020-08-07
汽车实用技术(2019年7期)2019-04-18
经济技术协作信息(2018年11期)2019-01-14
制造技术与机床(2017年10期)2017-11-28
电气化铁道(2016年2期)2016-05-17
中国塑料(2015年7期)2015-10-14
产业与科技论坛(2015年14期)2015-03-19
