
光纤端面角对熔接损耗影响的研究
2014-12-23 07:14张济民杨小光
科技视界 2014年14期
张济民 杨小光 张 伟
(中国电子科技集团公司第四十一研究所 电子测试技术国家重点实验室,山东 青岛266000)
0 概述
近年来,光纤通信发展迅速,由于其具有容量大、成本低和保密性好等诸多优点,已广泛应用在军事、互联网、金融、交通、环保、监控、医疗、文化及航天等各个领域。所有光纤通信工程的建设和维护,都是通过光纤熔接机等设备将一根根的光纤连接在一起,形成了巨大的光纤通信网络。 熔接损耗是评价光纤熔接质量好坏的一个重要参数,它直接决定着光纤通信网络的质量。 实际操作中,影响熔接损耗的因素较多,本文主要论述光纤端面角和熔接损耗之间的关系,并对因光纤端面角度因素导致熔接损耗增大的问题提出了解决办法。因此对减小熔接损耗、提高光纤熔接质量有着重要意义。
1 光纤熔接损耗
1.1 熔接损耗定义
光纤接续是光纤网络建设和维护中工程量大、技术要求最复杂的重要工序,其质量好坏直接影响光纤线路的传输质量和可靠性。 衡量接续质量的最重要指标是接续损耗,它是指光纤接续点产生的功率损失,公式如下:

式中:L 为接续损耗,Pi是输入功率,Po是经过接续点的输出功率。对于使用熔接机进行光纤热熔接续来说,L 即为熔接损耗。决定熔接损耗的因素分为两类:本征因素和非本征因素,分别进行分析。
1.2 本征因素
影响光纤熔接的本征因素是指光纤自身的因素,包括模场直径偏差、模场同心度误差、纤芯截面不圆等,其中,光纤模场直径偏差影响最大,估算公式如下:

式中:Lα是估计损耗值,ω1和ω2是左、 右两条待熔接的光纤的模场直径。 以光纤网络建设中应用最多的单模光纤为例进行分析,单模光纤国际标准ITU-T G.652 中规定的模场直径的范围是8.6μm~9.5μm, 假 设 待 接 续 的 两 条 单 模 光 纤 的 模 场 直 径 分 别 为8.6μm 和9.5μm,带入公式2 得到的熔接损耗约为0.043dB。
此外,标准的多模光纤、非零色散位移光纤、色散位移光纤的模场直径都允许一定的变化范围,当进行不同厂家光纤熔接时,由于模场失配造成的损耗影响还是很大的。
1.3 非本征因素
影响光纤熔接损耗的非本征因素主要是熔接技术,包括以下几个方面:
端面角:使用切割刀制备光纤端面时,光纤端面存在的倾角。熔接机屏幕上,光纤端面图像的边界线与屏幕中垂直直线的夹角即为光纤端面角。
轴心错位: 单模光纤纤芯很细,2 根对接光纤轴心错位会影响熔接损耗。
端面分离:待熔接的两条光纤端面间距过大,张力测试时可发现。
光纤倾斜:一般由于接续设备对准机构出现故障或操作不当造成的,待接续的两条光纤轴心不在同一条水平线上。
接续点附近的光纤物理变形: 光缆在架设过程中的拉伸变形,接续盒中夹固光缆的压力太大等,都会对熔接损耗产生影响。
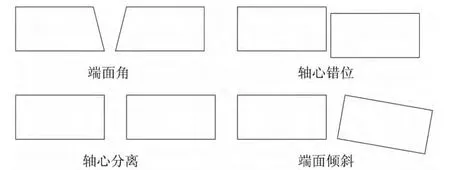
图1 非本征因素示意图
1.4 降低熔接损耗途径
降低光纤接头处的熔接损耗,可以增加光纤中继放大传输距离或增加光缆富余度。因此,降低光纤的熔接损耗具有重要意义。从本征因素方面考虑,在光纤网络建设中,优先考虑使用同一品牌和型号的光纤。 从非本征因素方面考虑,轴心错位、端面分离、光纤倾斜和光纤物理变形可通过规范操作避免,端面角是客观存在的,优质切割刀的平均端面角≤0.8°,因此,端面角是决定熔接损耗的重要因素,下文将从理论和实验两个方面介绍熔接损耗和端面角之间的关系。
2 熔接损耗与端面角的关系
2.1 测试系统和数据
在熔接损耗测试中,通常采用剪断法。 光纤熔接损耗的测试原理与光纤衰减特性的检测原理类似,在不改变注入光的条件下通过功率计测量出经过某一定长度(大于2km)光纤后的功率值P1(λ),然后在整段光纤的约中间部分截断, 再用熔接机将截断的光纤接续起来,待功率稳定后,读取功率计值P2(λ),通过公式(1)可计算出该熔接点的损耗值。 具体测试方法见下图所示测试系统。
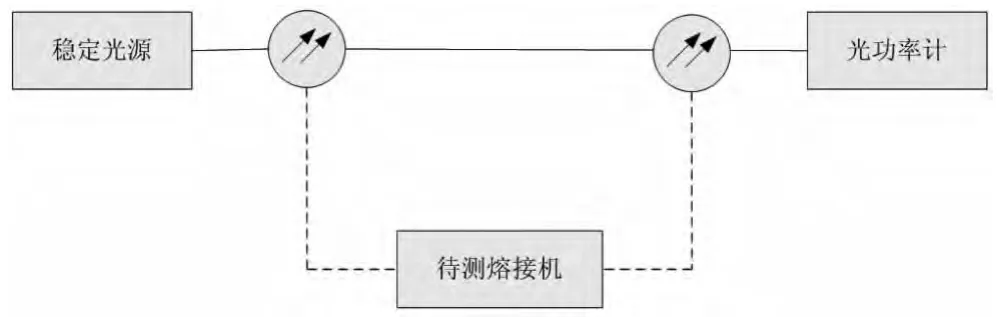
图2 损耗测试系统示意图
端面角与熔接损耗之间的关系非常复杂,目前没有准确的公式可供参考。 本文通过实验数据分析找出二者之间的关系,前提是必须统一实验条件,排除接续设备、测试仪器、环境、光纤本身因素的影响。本实验中使用的设备是中国电科第41 所AV6472 光纤熔接机和AV33012 光纤切割刀,测试仪器采用的是安捷伦公司的8163B 光源、功率计系统,分辨率高达0.001dB,光纤采用符合ITU-T G.652 标准的单模光纤,温度20~25℃,湿度45~55%RH,标准大气压。
由于光纤端面角难以预先确定,进行多次测试并记录左、右光纤平均端面角和熔接损耗的对应关系,详细数据见表1。
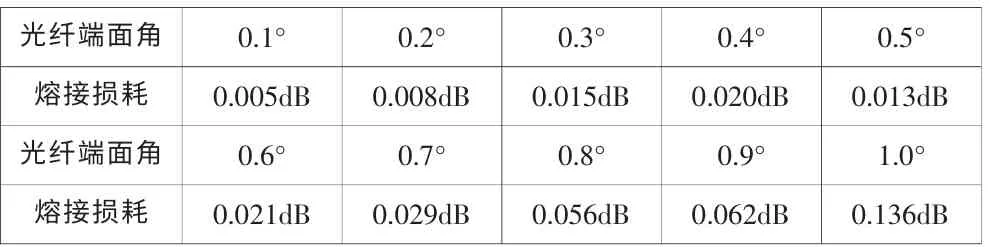
表1 端面角和熔接损耗对应关系
2.2 曲线拟合原理
为了从这些数据中找到其内在的规律性,即求得自变量和因变量之间吻合程度比较好的函数关系式,通常采用曲线拟合的方法,其原理有最小二乘法、契比雪夫法等,且以最小二乘法最为常见,原理如下:
设有实验数据(xi,yi),i=1,2,…,n,寻找函数f(a,x)使得函数在点xi处的函数值与观测数据偏差的平方和达到最小。 即使得

式中,a 是待定的参数。
2.3 Matlab 实现
matlab 是一款功能强大的科学计算软件, 本文直接使用内部ployfit 函数实现曲线拟合,分别采用2 阶和3 阶拟合,程序如下:
x=[0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1];
y=[0.005 0.008 0.015 0.020 0.013 0.021 0.029 0.056 0.062 0.136];
[p2,s2] =polyfit(x,y,2)
[p3 ,s3]=polyfit(x,y,3)
y2=polyval(p2,x);
y3=polyval(p3,x);
figure(1)
plot(x,y,'ko',x,y2,'k',x,y3,'-.k');
legend(' 原始数据','2 阶曲线','3 阶曲线')
p2 和p3 分别是2 阶和3 阶多项式的系数,s2 和s3 是均方误差,y2 和y3 是多项式值,运行程序后得到的曲线如图3 所示。 s2=0.0388,s3=0.0224,因此3 阶多项式曲线吻合程度更好,最终的拟合曲线如公式4 所示:

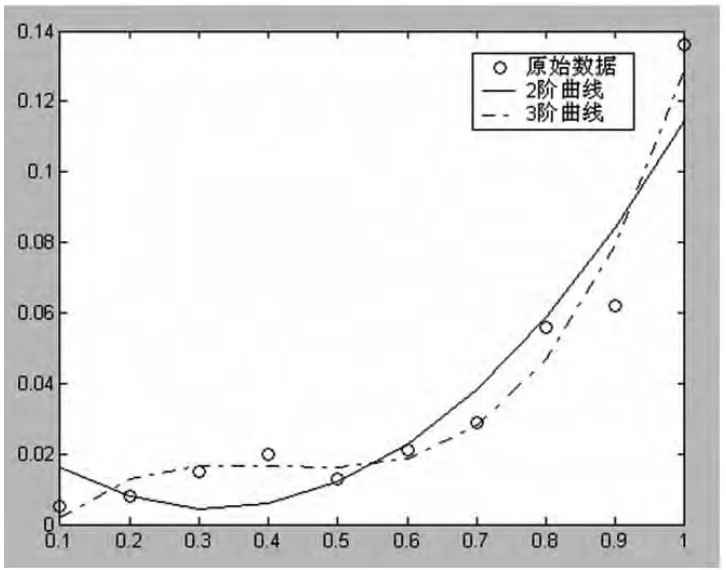
图3 matlab 拟合曲线
3 改进措施
两端光纤通过轴向推进,从而靠近连接在一起。 该过程需要对光纤端面不平整或一些微小的缺陷进行补偿。如果两端光纤有比较大的切割角度,而需要连接,看起来在端面间就有一个角度。 如图4 所示。由于存在切割角度αCl,当两端光纤推进到一起时就会发现,连接处产生数量为Vm的中间玻璃体缺失。
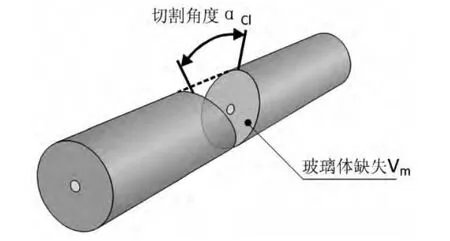
图4 切割角度导致中间玻璃体缺失
在熔接过程中该缺失部分会引起玻璃体流动。这样的流动又会影响到光纤纤芯,并导致其弯曲,最终引起熔接损耗增大。那么减少该影响的办法就是增加光纤的推进,来补偿中间玻璃体缺失。 采用的改进措施具体如下:首先测量切割角度αC1(用于推导参考值),然后通过CPU 控制轴向电机,增加光纤的推进量,到达最优化的熔接损耗。假定光纤直径为d,额外轴向推进为Δzaf,对于中间玻璃体缺失部分的计算如下:

由此可以得出,要补偿该缺失额外推进量大约为:

4 改进后验证
采取改进推进量的方法后, 平均端面角≤1.0°时光纤的熔接损耗控制在0.04dB 以下,具体测试数据见下表2 所示。 在高标准光缆线路施工中,光纤熔接质量的内控指标要高于设计指标。 光纤接头损耗在0.02dB 及以下为优,光纤接头损耗在0.05dB 及以下为良,光纤接头损耗在0.05dB 到0.08dB 之间为合格。 通过改进熔接方法,对于光纤端面角度在1.0°以下的光纤熔接,熔接损耗可完全满足干线等高等级光缆线路施工要求。

表2 改进后端面角和熔接损耗数据
5 结语
本文介绍了光纤端面角度等因素对熔接损耗的影响, 并使用matlab 软件进行曲线拟合获得端面角与熔接损耗之间的对应关系。 然后根据端面角信息改变光纤熔接机熔接时的推进量,明显的减少了高熔接损耗光纤接头的产生。
[1]Characteristics of a single-mode optical fibre and cable,ITU-T Recommendation G.652.(06/2005)[Z].
[2]杨红颜.浅谈如何降低光纤的熔接损耗[J].光纤光缆的传输技术,2009(4):44-46.
[3]汪禹. MATLAB 在曲线拟合中的应用[J].科技创新,2012(7):8-9.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
农业工程学报(2022年7期)2022-07-09
数学物理学报(2020年1期)2020-04-21
数学物理学报(2018年4期)2018-09-14
电镀与环保(2017年6期)2018-01-30
电子测试(2017年12期)2017-12-18
水利科技与经济(2016年7期)2016-04-25
水利科技与经济(2016年8期)2016-04-22
设备管理与维修(2016年6期)2016-03-16
制造技术与机床(2015年10期)2015-04-09
