一种新型带保护套水冷式电焊机焊枪头
2014-12-23 07:14樊斌峰刘少华
科技视界 2014年10期
樊斌峰 刘少华
(衡阳财经工业职业技术学院 机械工程系,湖南 衡阳421002)
气体保护电焊机在焊接过程中,金属与焊枪之间形成短路,利用高电流在焊枪终端与金属之间形成强大的电弧,并放出高热量,使焊丝和焊接部位金属快速出现小型冶炼反映,融化的焊丝渗透到需焊接的部位,冷却后,被焊接的物体牢固的连接成一体。 如图1 所示。
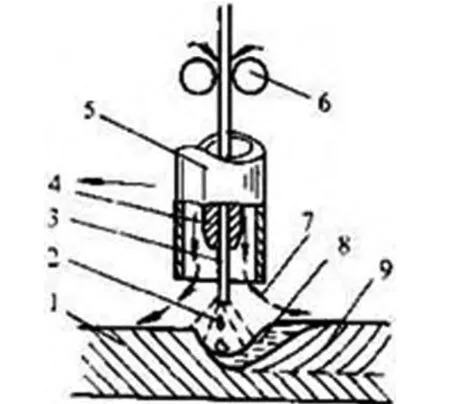
图1 气体保护焊示意图
由于这种焊接法都采用焊丝自动送丝,敷化金属量大,生产效率高,质量稳定,因此,在国内外获得广泛应用。
传统的气体保护焊机焊枪头保护套存有不足之处: 在焊接过程中,由于焊接电流大,焊接时间长,焊枪头前头的保护套易被电弧烤红而软化,同时伴随着金属和焊条的融化,会产生飞溅的焊渣,容易粘结在保护套上,难以清除,导致焊枪头的保护套频繁更换,使保护套的利用率偏低,影响电焊工效。
为克服上述不足,经仔细研究和多次实践,现发明一种新型实用带保护套水冷式电焊机焊枪头,它的结构如图2 所示。

图2 保护套整体结构示意图
本实用新型保护套工作原理和使用方法是:保护套1 设在枪头的最下方,保护套1 的上方装有水腔套3,保护套1 和水腔套3 内外配有螺纹,具有一定的强度和硬度,通过螺纹方式将保护套1 和水腔套3 连接起来, 保护套1 的中间设有内孔1-3, 焊嘴2 从保护套的内孔1-3 穿过,保护套1 对焊嘴2 起保护的作用,以便焊嘴2 不易损坏,焊嘴2 的上方装有导丝管14,焊嘴2 与导丝管14 通过螺纹连接,水腔套3 表面装有石棉垫5,用枪体4 和连接杆13 固定连接在两边,用于密封和绝缘的作用,在水腔套3 的中央配有台阶孔,便于导丝管的上方装配紫铜8 和垫片9,使枪头在使用中不易磨损,在导丝管14 的上方还装有顶丝螺母11 和顶丝套12, 便于调整焊丝在运动中顺利流畅,气室体6 下方配有外螺纹6-2,和水腔套3 的内螺纹尺寸吻合,气室体6 和水腔套3 靠螺纹方式连接,具有一定的强度和硬度,气室体6 的中央配有内孔6-3,与出气管接头7 下端尺寸相同,需要精加工,通过紧配方式压入到位,出气管接头7 上方配有螺纹7-1,用来装配与之配合的零件,在水腔套3 的台阶中还装有出进水接头10,用来与外界进水管连接,对焊接中起冷却的作用,可解决保护套上飞溅物粘结过多的难题,延长保护套的使用寿命,使焊嘴2 有效散热,不容易被焊渣堵塞焊嘴2,在焊嘴2、导丝管14、出气管接头7 中央均配有内孔2-3、14-2、7-2,便于安装焊丝之用。
1 新型保护套具有如下特征
(1)它包括保护套、焊嘴、水腔套、枪体、气室体、出气管接头、导丝管,其中出气管接头位于焊枪头的最上方,出气管接头的螺纹端朝上,出气管接头下端穿入气室体的内孔中, 气室体位于出气管接头的下方,水腔套位于气室体的下方,保护套位于水腔套的下方,保护套的大端朝下,焊嘴位于保护套的内孔中,导丝管位于焊嘴的上方。
(2)保护套的中间设有内孔,焊嘴从保护套的内孔穿过。
(3) 水腔套的表面上还有石棉垫, 石棉垫通过连接杆固定在枪体上。
(4)水腔套中间还有紫铜、垫片、出进水接头、顶丝螺母、顶丝套,紫铜、垫片、出进水接头、顶丝螺母、顶丝套位于水腔套中央上方的台阶孔中,与导丝管连在一起。
(5)保护套通过螺纹方式连接水腔套,焊嘴以螺纹方式与导丝管连为一体,水腔套用螺纹方式连接气室体。
2 新型保护套与传统保护套相比较突出优点体现在
(1)保护套的中间设有内孔,焊嘴从保护套的内孔穿过,保护套对焊嘴起保护的作用。
(2)在水腔套的台阶中装有出进水接头,用来与外界进水管连接,对焊接中起冷却的作用,可解决保护套上焊渣粘结过多的问题,并提高了焊嘴的散热能力,延长了焊嘴和保护套的使用寿命。
(3)水腔套中配台阶孔降低了焊枪头在使用中的磨损。 |
(4) 在导丝管上采用顶丝螺母和顶丝套便于焊丝的位置调整,焊枪头多处采用螺纹连接提高了各部件的稳定性。
(5)水腔套的表面上装石棉垫, 石棉垫通过连接杆固定在枪体上,隔热效果良好。
经过生产试用,该装置使用操作简单,生产效率高,能保证焊接质量,用途广泛。
以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
3 具体实施方式
如图2 所示:一种带保护套的水冷式电焊机焊枪头,它包括保护套1、焊嘴2、水腔套3、枪体4、石棉垫5、气室体6、出气管接头7、紫铜8、垫片9、出进水接头10、顶丝螺母11、顶丝套12、连接杆13、导丝管14。
出气管接头7 位于焊枪头的最上方, 出气管接头7 的螺纹端朝上,出气管接头7 下端穿入气室体6 的内孔中,气室体6 位于出气管接头7 的下方,水腔套3 位于气室体6 的下方,保护套1 位于水腔套3 的下方,通过螺纹方式连接,保护套1 的大端朝下,石棉垫5 位于水腔套3 的表面上,外表面用枪体4 和连接杆13 固定连接,紫铜8、垫片9、出进水接头10、顶丝螺母11、顶丝套12 位于水腔套3 中央的上方的台阶孔中, 与导丝管14 连在一起, 焊嘴2 位于保护套1 的内孔中,导丝管14 位于焊嘴2 的上方,焊嘴2 靠螺纹方式与导丝管14 连为一体,水腔套3 与气室体6 也是通过螺纹方式连接。
4 结束语
以上所述,仅为本实用新型的优选实施方式,并非对本实用新型作任何形式上的限制,任何熟悉本领域的技术人员在本实用新型所揭露的技术范围内,对上述实施例所作的任何简单修改、等同变化与修饰,都应涵盖在本实用新型的保护范围之内。
[1]英若采.熔焊原理及金属材料焊接[M].2 版.北京:机械工业出版社,2000.
[2]薛勇,张建勋.减少二氧化碳气体保护焊飞溅的研究现状与展望电焊机[J].2002.
[3]梁文广,杨颖镇,赵振海.二氧化碳气体保护焊[M].辽宁科学技术出版社,2007.
[4]中国机械工程学会焊接分会.焊工手册[M].2 版.机械工业出版社,2007.
猜你喜欢
现代农机(2022年3期)2022-07-11
设计(2020年24期)2020-01-25
组合机床与自动化加工技术(2019年11期)2019-11-27
中国特种设备安全(2019年5期)2019-07-16
石油管材与仪器(2018年1期)2018-03-26
焊接(2016年6期)2016-02-27
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
制造技术与机床(2015年8期)2015-04-24
河南科技(2014年7期)2014-02-27
河南科技(2014年12期)2014-02-27