
Minitab在计量标准控制图中的应用
2014-12-17 00:36刘丽
中国测试 2014年1期
刘 丽
(中国空空导弹研究院,河南 洛阳 471009)
0 引 言
JJF 1033——2012《计量标准考核规范》中明确提出对计量标准的稳定性、重复性进行考核,对准确度要求高的计量标准进行测量过程统计的控制,即控制图法[1]。建立控制图是在对准确度要求较高的计量标准进行测量过程控制,同时也符合法定计量检定机构考核中对计量标准、计量器具进行期间核查的要求,符合检测实验室和校准实验室能力的通用要求中对计量标准进行质量控制的要求。为计量标准建立控制图是一项重要的计量工作,通过连续监测核查,及时发现计量标准的变化并采取纠正措施,使计量标准处于长期、连续的质量控制之中。
1 技术背景介绍
1.1 控制图概述
休哈特控制图(shewhart control chart,SCC)简称控制图,由休哈特(Walter Shewhart)于1924年首先提出,是一种将显著性统计原理应用于控制测量过程的图形方法。控制图是利用表征过程当前状态的样本序列的信息,并将这些信息与考虑了过程固有变异后所建立的控制限进行对比,从而判断并提供测量过程中是否存在异常因素的信息,以便于查明产生异常的原因,并采取措施使测量过程重新处于统计控制状态[2]。
1.1.1 控制图分类
控制图是依据核查结果的分布往往服从正态分布的特点,由拉依达准则(3σ准则)对异常值判断的。它由一直角坐标系构成,其纵坐标为所采用的统计控制量,横坐标为时间坐标,通常按相等的时间间隔取得样本。控制图中设有3条界限,分别为中心线(CL)、控制上限(UCL)和控制下限(LCL),当核查结果落在上下限之外时,即可判断该计量标准出现了异常[2]。控制图的结构如图1所示。
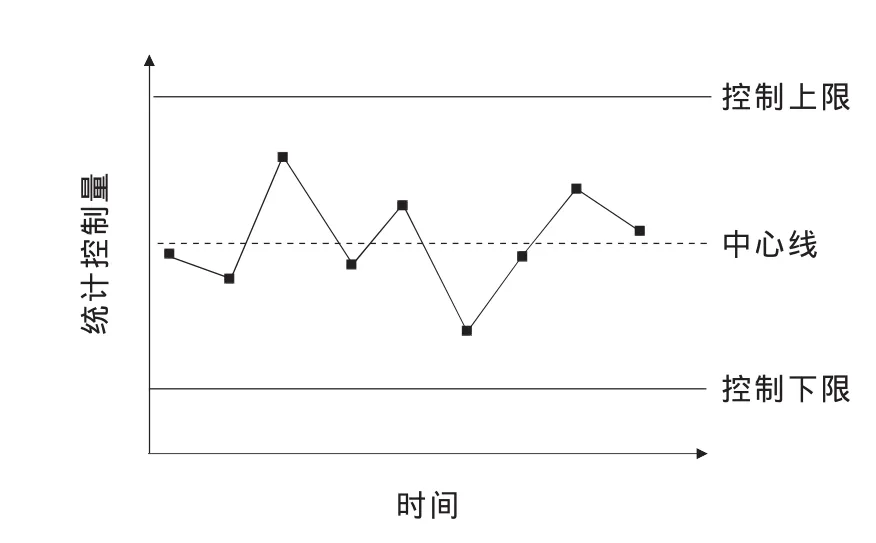
图1 控制图的结构
根据控制对象的数据性质,即所采用的统计控制量来分类,在测量过程控制中常用的控制图有平均值控制图(图)、极差控制图(R图)和标准偏差控制图(s图)。平均值控制图的绘制过程是,每次核查时对核查标准进行n次(一般可取3~6次)观测,取n次测量的平均值作为此次核查的结果,对测量过程进行核查并将每次的核查结果画在控制图上。极差控制图是在每次核查时取一组观测值中的最大值和最小值的差即极差(用R表示),并将每次核查得到的极差值画在控制图上。标准偏差控制图是由每次核查的观测值得到实验室标准偏差(用s表示),并将该结果绘制在控制图上。
1.1.2 控制图选用规则
平均值控制图主要用于判断测量过程中是否受到不受控的系统效应的影响,标准偏差控制图和极差控制图主要用于判断测量过程中是否受到不受控的随机效应的影响[3];因此,控制图通常是成对的使用,分别用于控制系统效应和随机效应,常用的控制图有平均值-标准偏差控制图(-s图)和平均值-极差控制图(-R图)。标准偏差控制图比极差控制图具有更高的检出率,因此在计量标准考核中推荐采用平均值-标准偏差控制图。但由于标准偏差要求重复测量次数n≥10,对于某些计量标准可能难以实现,而极差控制图一般要求n≥5,故也可以采用平均值-极差控制图[4]。
1.2 Minitab介绍
Minitab是统计分析软件包,为数据分析提供统计工具,并能生成直观的图表呈现分析结果。其主要功能如下:基础和高级统计学,回归分析和方差分析,时间序列分析,最高水平的图形和图形编辑能力,模拟和分布,灵活的数据导入、导出和处理,统计过程控制,试验设计,测量系统分析,可靠性分析,多元分析,功效和样本大小计算等。
2 小功率标准装置控制图的实现
本文小功率标准装置由电平控制器1805B、标准功率座F1109、信号源SMP04等组成,用以满足各类小功率传感器的计量检定需求,实现国防科技工业小功率的量值准确统一。
2.1 选择核查标准
测量结果除了受测量过程的影响外,还会受测量对象的影响;因此,采用控制图方法对测量过程进行统计控制的前提是要具有一个量值稳定的核查标准[4]。根据JJF1033——2012《计量标准考核规范》的要求,以及大多数计量工作者的经验,应根据计量标准所提供的检定项目或参数,选择稳定性较好的被检设备作为核查标准[5-6]。小功率标准装置所开展的检定项目是功率传感器校准因子,因此选择一个长期稳定性好的功率传感器作为核查标准,本文选取美国Agilent公司的E4412A作为核查对象开展质量控制工作。
2.2 设计核查方案
根据JJF 1033——2012《计量标准考核规范》对统计控制量的选用要求,以及核查标准的特性,确定采用平均值-标准偏差控制图(-s图)。 由图检验测量过程的系统影响是否增大,由s图检验测量过程的随机影响是否增大,只有两个图均在控制极限之内时,才称测量过程受控制。
预备数据是建立分析用控制图的基本取样数据,要求取样过程处于随机控制状态。依据GIB/J 3598——1999《小功率座检定规程》,按照规定的测量条件和方法,对选定的核查标准功率传感器E4412A进行测试,每月做2组,每组在重复性条件下做12次独立测试,运行一年 (以一年检定周期计),共获得24组数据。用这些测量数据建立的分析用控制图,要随着时间推移不断增加测量数据,并逐渐转换成控制用控制图。测量控制图一旦建立,还应不断增加控制点[7-9]。本文由于时间关系,尚未完成24组预备数据,按照JJF 1033——2012《计量标准考核规范》的要求,可以完成部分测量(6~10组)建立初步的分析用控制图,待累计的子组数达到20组以上时,重新计算中心线和控制界限,并按新的计算结果建立新的满足子组数k≥20要求的分析用控制图。本文取得的10组核查数据建立初步的分析用控制图如表1所示。
2.3 制作控制图
取得预备数据后,依照选定的控制图类型,按照JJF 1033——2012《计量标准考核规范》或者GB/T 4091——2001《常规控制图》中的公式及控制限系数表,计算各统计控制量、控制界限[10]。本文介绍的Minitab软件更加方便快捷,从预备数据直接到控制图实现,省去了数据处理的步骤和自动设定上下限,减少运算的工作量,更方便快捷,更加准确可靠。下面就介绍Minitab完成控制图绘制的过程。
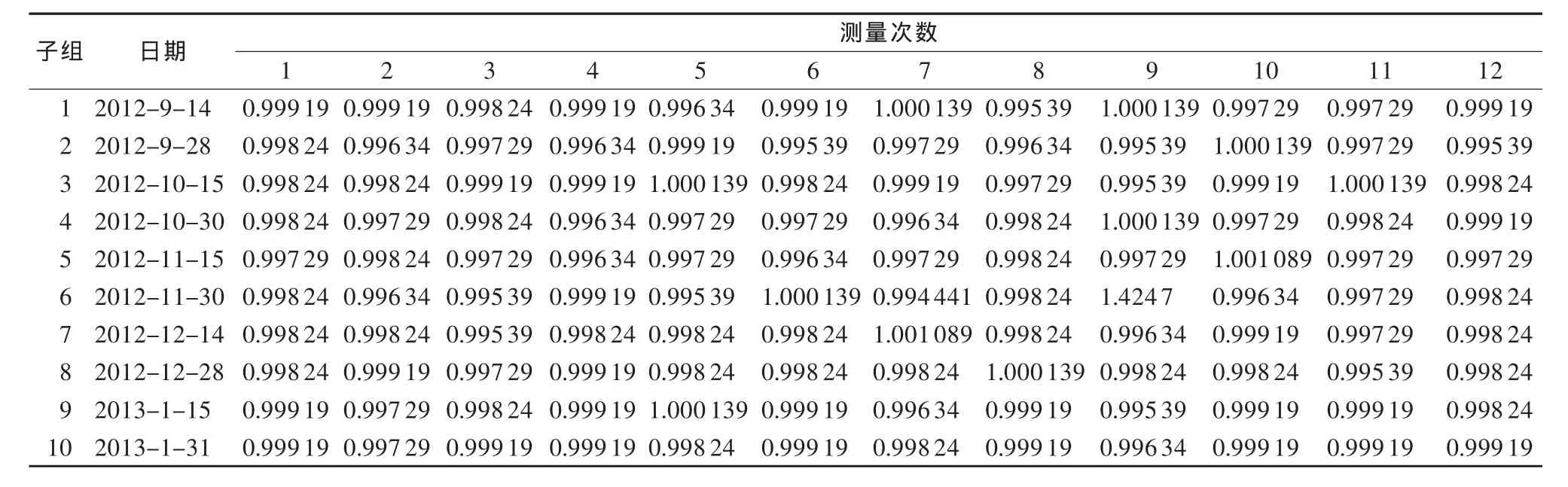
表1 核查数据表
首先,运行Minitab软件,打开工作表,在工作表中输入待处理数据,Minitab软件支持将Word、Excel中的数据表格直接粘贴至工作表中。对于单变量、子组大小相等的情况,Minitab工作表结构支持数据沿列或跨行排序。
然后,进行统计分析生成控制图。具体步骤是在Minitab软件运行界面单击菜单条上的“统计”,选择“控制图”——“子组的变量控制图”——“Xbar-S(A)”,弹出控制图属性配置窗口,对数据表结构进行相应的选择,如本文选择“子组的观测值位于多列的同一行中”,再对控制图相关选项进行配置如检验判据,确定配置完成后即可立即生成控制图如图2所示。
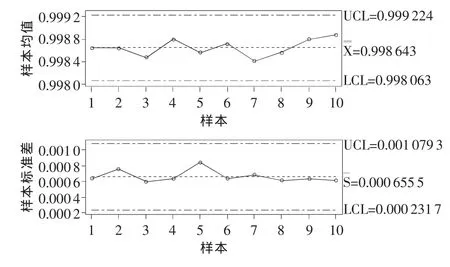
图2 小功率标准装置控制图
由控制图的结果可以看出,测试点均在受控范围之内。需要说明的是Minitab软件按照ISO8252《休哈特控制图》自动进行控制线的运算,生成控制图后除了控制图表中能直观反映出结果外,软件运行界面的对话窗口也会对控制图的检验结果进行描述说明,如果有测量点分布异常,会指出异常点并说明检验依据,而其判断准则完全依照GB/T 4091——2001《常规控制图》(idtISO8058——1991《休哈特控制图》)总结的常见测量过程异常分布的8种模式及对应的8种控制图异常的判据[8]。
3 结束语
控制图的建立是一项重要的计量工作,将Minitab软件应用于此项工作中,省去了大量的数据运算,结果判断也更加直观,提高了工作效率,使得控制图的建立更加方便快捷。希望给广大的计量工作者带来一定的参考。
[1] JJF 1069—2012法定计量检定机构考核规范[S].北京:中国质检出版社,2008.
[2] 涂祺慧,晏上明.Excel数据处理及绘制控制图法在计量标准稳定性考核中的运用[J].现代测量与实验室管理,2011(4):30-32.
[3] 杜敏.控制图在期间核查中的应用[J].现代测量与实验室管理,2012(1):46-48.
[4] JJF 1033—2012计量标准考核规范[S].北京:中国质检出版社,2012.
[5] 侯兴勃,闫道广,李健一.利用控制图技术实现测量标准的质量控制[J].中国测试,2011(2):53-57.
[6] 熊宗接,谢林林,姚云茂.用Excel实现测量控制图绘制[J].计测技术,2010,30(4):57-58.
[7] 车璐璐,段修全.运用控制图做好测量过程控制[J].现代测量与实验室管理,2012(3):51-53.
[8] 金元庆.Excel在计量标准统计控制图中的应用[J].中国计量,2012(8):92-95.
[9] 汪镇琴.测量过程控制分析[J].工业计量,2012(S1):116-117.
[10]GB/T 4091—2001常规控制图[S].北京:中国计量出版社,2001.
猜你喜欢
初中生世界(2021年43期)2021-11-23
科学技术创新(2021年19期)2021-07-16
民用飞机设计与研究(2020年4期)2021-01-21
林业科技(2020年3期)2021-01-21
中学数学研究(江西)(2019年5期)2019-06-11
传媒评论(2018年5期)2018-07-09
科技创新与应用(2017年1期)2017-05-11
科技与创新(2016年10期)2016-05-28
东方女性(2016年4期)2016-04-28
声屏世界(2015年8期)2015-02-28
