
一种不锈钢管道氩弧焊充氩密封装置的设计
2014-12-14 12:20:16巩汝强张道福
金属加工(热加工) 2014年16期
巩汝强 张道福
1.概述
氩弧焊技术目前已经广泛应用于管道焊接。在不锈钢管道焊接时,为防止焊缝金属在高温熔融状态发生合金元素的烧损、氧化,造成焊接缺陷和晶间腐蚀,必须在待焊管道内部充满氩气进行保护。当不锈钢管道管径较大、长度较长时,如果在管道内部空腔内全部充满氩气,不仅氩气用量大,造成氩气浪费,而且氩气浓度也不易保证,进而影响氩弧焊质量。为保证管道待焊部位内部的氩气浓度,同时减少氩气使用量,降低氩弧焊成本,我们设计了一种不锈钢管道氩弧焊充氩密封装置(见图1),解决了以上问题。
2.结构组成
如图2所示,通过连接螺栓和螺母把圆形石棉橡胶压板、圆形海绵压紧形成一个整体。具体制作时,石棉橡胶压板的直径可以比待焊管道内径小20~30mm,圆形海绵的直径应比待焊管道内径大20~30mm,这样既能保证组合堵头顺利塞入待焊管道内部,又能保证密封效果。
3.具体应用
使用本工装时,如图3所示,可以先把氩气管与氩气管接头连接,在两根管道对口前把组合堵头塞入距离待焊焊口50~100mm的位置,然后再进行对口,这样两件组合堵头与管道内壁之间便形成了一个储存氩气的封闭空间,焊接时从氩气管接头处充入氩气。由于该空间非常小,这样氩气消耗量非常小,氩气浓度也很容易得到保证。焊接完成后,通过牵引钢丝可以把整个密封装置从管道的一端轻松地拉出管道外。

图1
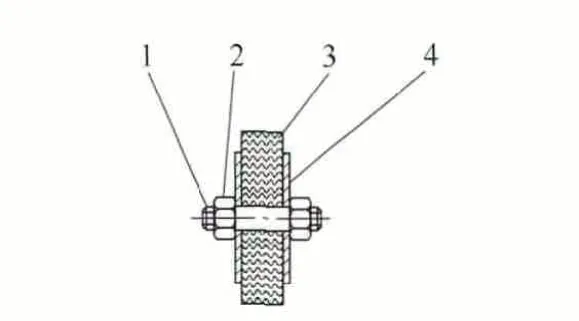
图2

图3
4.效果
以两根6m长的管道为例,使用本装置塞入距离待焊焊口100mm的位置时,形成的空腔容积仅为整个管道容积的0.2/12×100%=1.67%。比传统的从管道两端进行封堵时容积减小了98.33%,节约效果显而易见。
5.结语
通过这个小工装我们不难发现,凡事只要我们善于用心琢磨,善于开动脑筋,善于发现问题、分析问题,解决问题的办法和途径总是有的。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23 01:42:48
军民两用技术与产品(2021年2期)2021-04-13 02:06:56
装备制造技术(2020年9期)2021-01-26 00:14:42
全面腐蚀控制(2020年3期)2020-02-27 00:37:09
模具制造(2019年10期)2020-01-06 09:13:02
科技风(2018年9期)2018-05-14 13:45:48
石油化工建设(2018年6期)2018-04-22 03:16:50
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
河南科技(2014年15期)2014-02-27 14:12:32
