
MK5212数控龙门导轨磨床电气系统改造
2014-12-14 03:56步勇兵张志东
设备管理与维修 2014年7期
步勇兵 张志东
(1.北京华泰科思电气技术有限公司 北京 2.保定标正机床有限责任公司 河北保定)
1.存在的问题
MK52系列动梁式数控龙门导轨磨床由上海重型机床厂与德国瓦特里希科堡合作生产,机床带有两个磨头,周边磨头电机为三相交流异步电机,配置变频器;万能磨头电机为直流电机,配置直流调速装置。机床有X、Y(型号为FANUC15-5)和Z(型号为FANUC25-5)等3个伺服轴,其中X、Y轴分别控制磨头上下移动,Z轴控制磨头左右向移动(由电磁离合器切换)。该机床1991年安装使用至今机械部分保养较好,加工精度仍能满足要求,强电部分控制基本正常,不影响使用。机床采用FANUC 3M数控系统,目前严重老化,系统备件及直流伺服电机已停产。最近几年机床故障频发,平均每年停机时间为1~2个月,特别夏天温度高、湿度大,机床会随时停机,影响正常生产。
2.改造方案
由于设备故障点主要在数控系统部分,因此改造主要针对数控系统。初期方案是采用FANUC最新的0i-MD系统作为替换,性能可满足要求。但考虑到该厂特点是非标小批量加工,并以加工平面磨削为主,基本用不上数控系统,加之供货期及改造成本原因,最终改造方案采用台达交流伺服电机+PLC+触摸屏的模式(图1)。
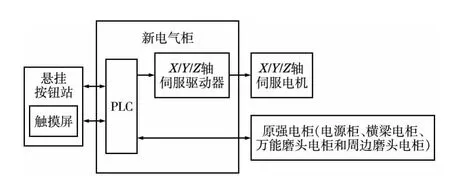
图1 改造后的电气系统控制框图
3.改造实施
(1)伺服系统采用台达A2系列交流伺服系统,其中X和Y轴电机型号为 ECMA-F11845SS,28.65 N·m/1500(r/min)/4.5 kW、带刹车、220 V;Z 轴电机型号 ECMA-F11875R3,47.74 N·m/1500(r/min)/7.5 kW、不带刹车、220 V;扭矩比改造前有所提升。
(2)PLC是此次改造控制核心,完成所有逻辑关系的处理和伺服系统的控制,采用台达EH3系列主机加I/O扩展,输入90点、输出70点,包括横梁、周边磨头、万能磨头和床面等4大部分的控制,主要的程序流程见图2。
(3)采用PLC扩展模块01PU-H2(单轴定位模块)控制3个伺服驱动器。该模块专门用于步进或伺服电机的速度或位置控制,最高200 kPPS脉冲输出,内建原点回归、点动和单段速定位控制等多种输出模式,覆盖该机床各项应用功能。考虑到该机床没有多轴联动功能,故采用软硬件结合的方式,实现1个单轴定位模块控制3台伺服电机(图3)。将每个伺服驱动器的多功能输出(差动)信号来源设置为与脉冲输入信号一致,这样3个驱动器能同时接收到定位模块输出的脉冲,但只有当指定驱动器的使能信号有效时,对应伺服电机才会运动。
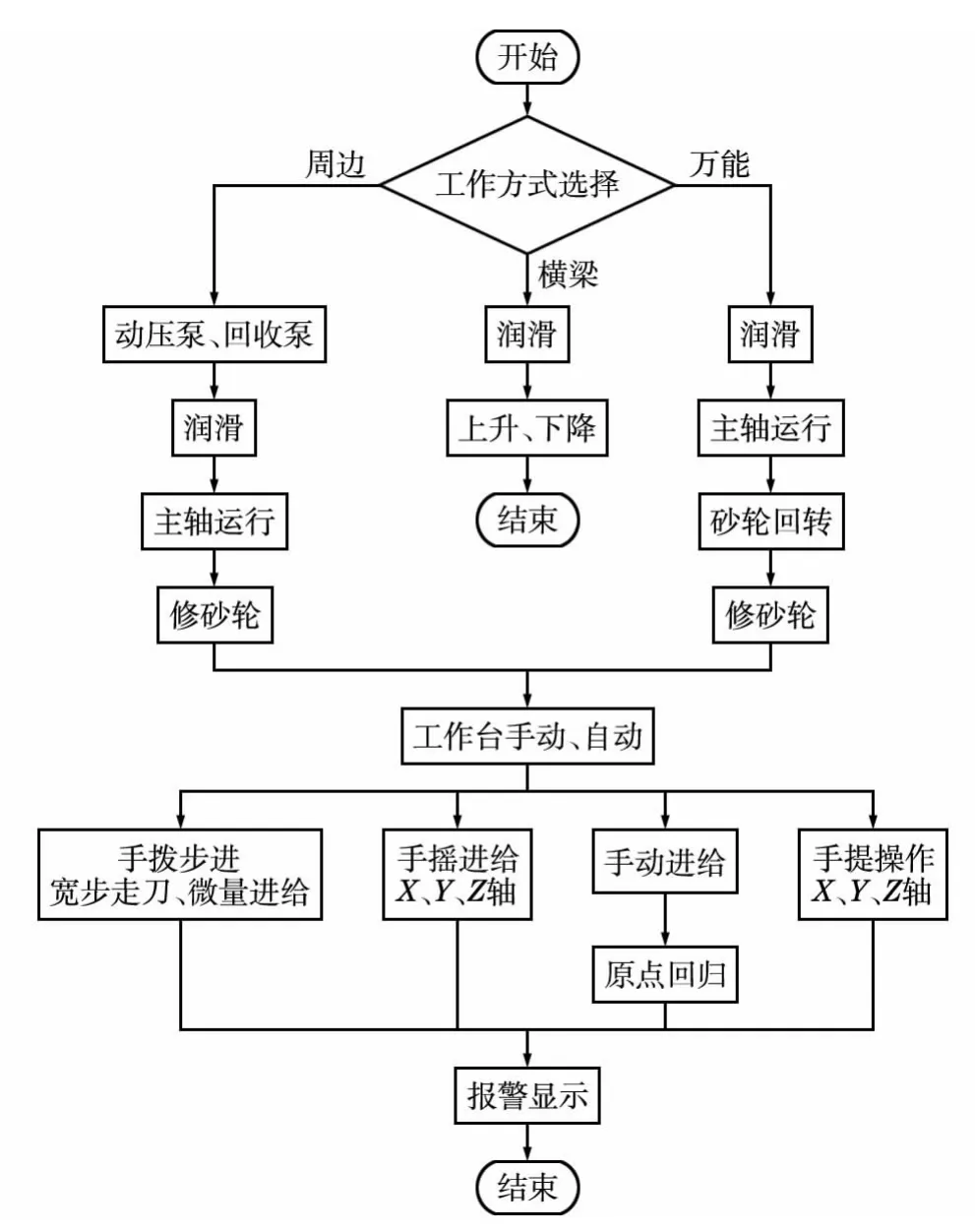
图2 主要的程序流程

图3 伺服电机控制原理
(4)采用10英寸彩色触摸屏作为坐标显示和参数显示及输入。主界面(图4)根据龙门磨床各项功能设置,可设置宽步走刀及微量进给的数值,并有丰富的辅助功能,可显示各I/O口的输入输出状态及故障报警信息,方便操作者使用。
(5)其他。①利用原数控柜安装伺服驱动器及PLC部分,由于现场使用冷却水,湿度较大,故将所有元件全部安装在背对机床底板,减少水汽对电气设备影响;②输入输出端口均采用新的多针航空插头,连接稳固、可靠性高;③PLC输入端、输出端和伺服电机抱闸的24 V电源均采用独立模块电源,提高抗干扰性及稳定度;④采用新型器件,如波段开关代替十挡旋钮,采用新型数显表代替老式显示表,使悬挂按钮站内使用到的连线减少约1/3,有效简化日后检修工作。
2013年10月完成改造,机床在现场按正常工况运行,操作习惯与改造前基本一致,全中文显示界面,方便操作。经过一段时间生产考验,系统运行稳定,加工精度满足要求。
此次改造也表明利用PLC和伺服电机对MK5212数控龙门导轨磨床的改造经济、实用,不但可减少投资,而且操作简便、维护简单,可靠性高。

图4 主界面
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
智能制造(2021年4期)2021-11-04
哈尔滨轴承(2020年3期)2021-01-26
世界最新医学信息文摘(2020年50期)2020-07-14
装备制造技术(2019年12期)2019-12-25
中国教育信息化(2018年22期)2018-11-28
制造技术与机床(2017年4期)2017-06-22
——“绿筑迹 ——台达绿色建筑展”台达记者会
制造技术与机床(2016年7期)2016-08-31
自动化博览(2014年6期)2014-02-28
中国设备工程(2014年2期)2014-02-28
