
激光扫描速度及激光功率对制件精度的影响
2014-12-13 09:02李群
鞍山师范学院学报 2014年4期
李 群
(鞍山师范学院计算中心,辽宁 鞍山114007)
目前,计算机辅助设计与计算机辅助制作技术(computer aided design/computer aided manufacture,CAD/CAM)已经在许多领域广泛应用,其中快速成型技术(rapid prototyping,RP)是近十多年来逐渐发展起来的一项支柱技术.该技术最初用来制造铸造模型及原型零件,现在已经广泛应用于机械制造、航空航天、汽车制造、建筑、医疗等各个领域.目前,欧美国家已开发出多种RP技术,如:液体光敏树脂固化(Stereolithography Apparatus,SLA)、熔融沉积成型(fused deposition modeling,FDM)、实体叠层制造(laminated object manufacturing,LOM)、选区激光烧结快速成型技术(selected laser sintering,SLS)、三维打印(three-dimensional printing,TDP)等技术.
SLS技术具有可采用多种材料、制造工艺简单、高精度、材料利用率高、成本低、无需支撑结构等优点,是应用最广泛、研究最深入、技术最成熟的RP技术.目前,如何提高制件的精度是该技术研究的热点,本文主要研究了激光扫描速度及激光功率对制件精度的影响.
1 金属粉末激光快速成型技术基本原理
快速成型技术是一种基于离散/堆积成型原理,针对计算机上构成的三维数字模型,采用快速成型的应用软件对其进行分层切片(切片的方向可根据需要及加工的便利性进行选择),形成由各个点组成的二维轮廓信息,然后将每层的切片按顺序叠起来形成三维实体.而传统的机械加工是通过逐渐去除原始型材的多余材料而得到最终实物,材料的利用率不高,造成成本增加.而RP技术采用了逐层成形法——通过一层层的薄片逐步叠加,并将各层粘结在一起.从而将复杂的三维加工分解成简单的二维加工的组合,极大地节约了成本,原料利用率有时近100%.此外,它不必采用传统的加工机床和模具,只需消耗传统加工方法的30% ~50%的时间,就能直接制造出所需的实体[1].
激光烧结技术基于一般快速成型原理,先在工作台上用辊筒铺一层粉材,粉材上方的辐射加热器使其预热至低于熔点的温度.然后,在计算机的控制下,按照截面轮廓的信息,激光束对粉末进行扫描照射,使粉末的温度升至熔化点,颗粒相互粘结,逐步得到一层轮廓薄片.在非照射区的粉末仍呈松散状.一层成型完成后,工作台下降一截面层的高度,再进行下一层的铺粉和烧结,每层间也同时烧结在一起,如此循环,最终形成三维工件.无需另外设置支撑结构.它采用的粉材可以是塑料粉、蜡粉、树脂砂、陶瓷或金属与粘结剂的混合粉、金属粉等[2,3].
2 激光扫描速度及激光功率对制件精度的影响
SLS烧结工艺参数主要有激光扫描速度、激光功率、烧结间距、单层厚度、扫描方式等[4,5].其中激光功率及扫描速度决定了激光束对粉末材料的烧结温度,因此是影响制件精度的主要因素.本文在选定烧结间距0.165 mm、单层厚度0.1 mm及扫描方式为双向线扫描时激光功率及扫描速度对制件精度的影响.制件体积的变化,反应了制件的精度,体积变化越小说明制件精度越高.
2.1 材料及设备
试验材料:德国产不锈钢粉末,球形颗粒,粒度为200-300目混合粉.
试验设备:德国EOS公司M270金属激光烧结系统,最大成型尺寸250 mm×250 mm×215 mm,层厚20~100 μm,采用Yb-fibre激光发射器最大功率为200 W,扫描速度最高速度为7 m/s.
2.2 实验方法
选定其他参数一定的情况下即:烧结间距0.165 mm、单层厚度0.1 mm、扫描方式为双向线扫描,分别在不同激光功率下(75 W、77 W、79 W、83 W)烧结大小为30 mm×30 mm×30 mm金属制件各5个,共20个.测量其体积大小(表1).数据应用SPSS软件采用方差分析.
同样在不同扫描速度下(15 s、17 s、19 s、21s),烧结同样大小的制件共20个,测量其体积(表2),体积变化越小则制件精度越高,数据导入SPSS软件采用方差分析.

表1 不同激光功率下制件体积
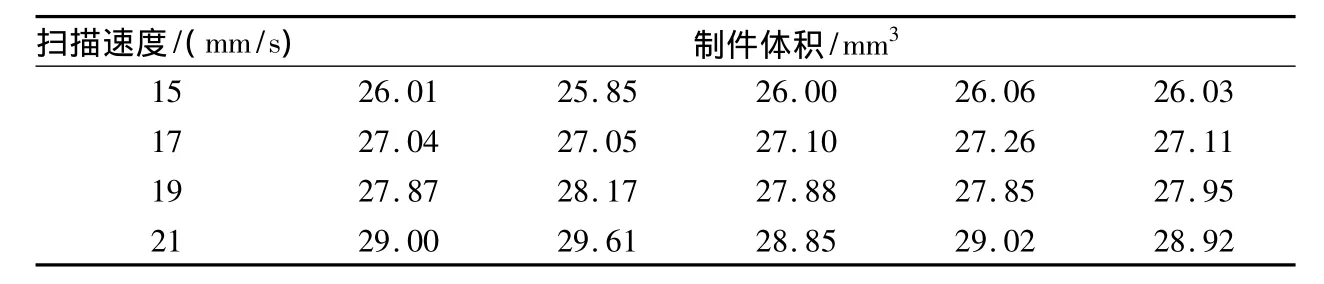
表2 不同扫描速度下制件的体积
2.3 方差分析结果
在不同激光功率下烧结的制件体积有显著差异,P值Sig.为0.002<0.05.按S-N-K检验的两两比较结果,第1、2、3组无显著差异,第4组与第1、2、3组有显著性差异.
在不同的扫描速度下烧结的制件体积有显著性差异,按S-N-K检验的两两比较结果,第2、3、4组无显著性差异,第1组与其余各组有显著性差异.
3 讨论
在其他参数一定的条件下,当激光功率达到一定值时,金属粉末表面部分吸收的能量达到其熔化状态,实现烧结,本实验采用的不锈钢粉末的熔点在1 150左右.
激光功率决定了输送给粉末材料的能量,如果功率小则输入的能量低,粉末熔化粘结的不充分,液相少和固相多,烧结制件强度较低,结合不致密导致体积增大[6].若激光功率过低则制件容易破碎,导致无法成型.实验结果显示,当激光功率选定为75 W,输入的能量刚好能使粉末熔融粘结而实现成型,并且制件具有一定的强度.激光功率增高时,粉末的温度也高,液相多固相少,制件的致密度强,同时制件的体积收缩量也增大,若功率过高则易产生球化现象,造成制件表面粗糙.实验结果表明激光功率逐渐增加时,制件的体积逐渐缩小,当选定79 W时体积变化最小,而超过83 W时,能量过高制件精度下降.
激光扫描速度是决定能量密度的重要因素之一,它决定了激光能量对粉末的加热时间.在激光功率相同的情况下,扫描速度越高,激光对粉末的加热时间越短,传输的热量越少,扫描速度低则激光束对粉末的照射时间长,输出的热量大,烧结制件致密性好.但扫描速度过低将使得金属粉末表面温度过高,也会使制件受热过高造成翘曲严重,影响成型质量.本实验表明,当扫描速度为15 mm/s时,能量较高,体积缩小,制件过于致密;调整到17 mm/s时,成型质量较好;当超过21 mm/s时,能量过低,制件体积变大,精度下降.
[1]杨森,钟敏霖,张庆茂,等.激光快速成型金属零件的新方法[J].激光技术,2001,25(4):254-257.
[2]王家金.激光加工技术[M].北京:中国计量出版社,1992,
[3]Steve Upcraft,Richard Fletcher.The rapid prototyping technologies[J].Assembly Automation,2003,23(4):318 - 330
[4]Nelson J C,Xue S,Barlow J W,et al.Model of the selective laser sintering of bisphenol A polycarbonate[J].Ind Eng Chem Res,1993,32:2305 -2317.
[5]BOURELL D L.Selective laser sintering of metals and ceramics[J].Int J of Powder Metallury,1992,28(4):369 -380.
[6]KATHURLA Y P.Selective Laser sintering of metallic powder for microfabrication technology[A].Internatinal Symposium on micromechatronics and human science[C].USA:Micromechatronics and human science,1997,41 -47.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
中成药(2018年1期)2018-02-02
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年12期)2017-02-02
中国卫生标准管理(2015年24期)2016-01-14
中国塑料(2015年5期)2015-10-14
