17型车钩零件调质工艺研究
2014-12-13 06:56陈立世
中国科技纵横 2014年11期
陈立世
(中国北车集团大连机车车辆有限公司市场部,辽宁大连 116022)
17型车钩零件调质工艺研究
陈立世
(中国北车集团大连机车车辆有限公司市场部,辽宁大连 116022)
对铁道货车的17型 车钩 鈎体、尾框、钩舌等重要零部件的调质工艺进行研究,制定出试验方案,并通过实际热处理工艺试验和检测结果确定E级钢车钩零件调质工艺。
17型车钩 E级钢 调质工艺 17%Ucon-A水溶液
1 引言
车钩的作用是用来实现机车和车辆或车辆和车辆之间的连挂,随着货物列车的提速重载,车钩除了传递交变的牵引力、冲击力、压缩力等作用外,还在货车运行中承受弯矩的作用。有数据显示,提速后车钩的疲劳裂损几率大幅增加,影响铁路的运行安全。
17型车钩的主要零部件钩体、尾框、钩舌等零件采用多元低合金——E级钢(ZG25MnCrNiMo)材质。车钩零部件采用调质处理,使钩体整体具有高的综合机械性能,从而提高车钩的使用寿命。
2 17型车钩调质工艺研制
2.1 E级钢化学成份
E级钢(ZG25MnCrNiMo)化学成份(%):(表1)。
2.2 17型车钩调质技术要求
调质(淬火+回火)技术要求:采用台车电阻炉加热,调质后17型车钩力学性能应达到:σb≥830MPa、σs≥690MPa、δ4≥14%、Ψ≥30%、AKv≥27J(-40℃时)、硬度HB241-311。
2.3 17型车钩调质工艺的试制
2.3.1 制定试验方案
E级钢(ZG25MnCrNiMo)的临界点AC1716℃、AC3825℃,淬火温度一般为AC3+(50~100)℃,即17型车钩的淬火保温温度应在880~920℃的范围内选取,淬火温度的参数确定为880℃、900℃、920℃。考虑到经济性、实用性、安全性,淬火介质使用17%Ucon-A水溶液,回火温度按资料推荐温度590℃。

表1
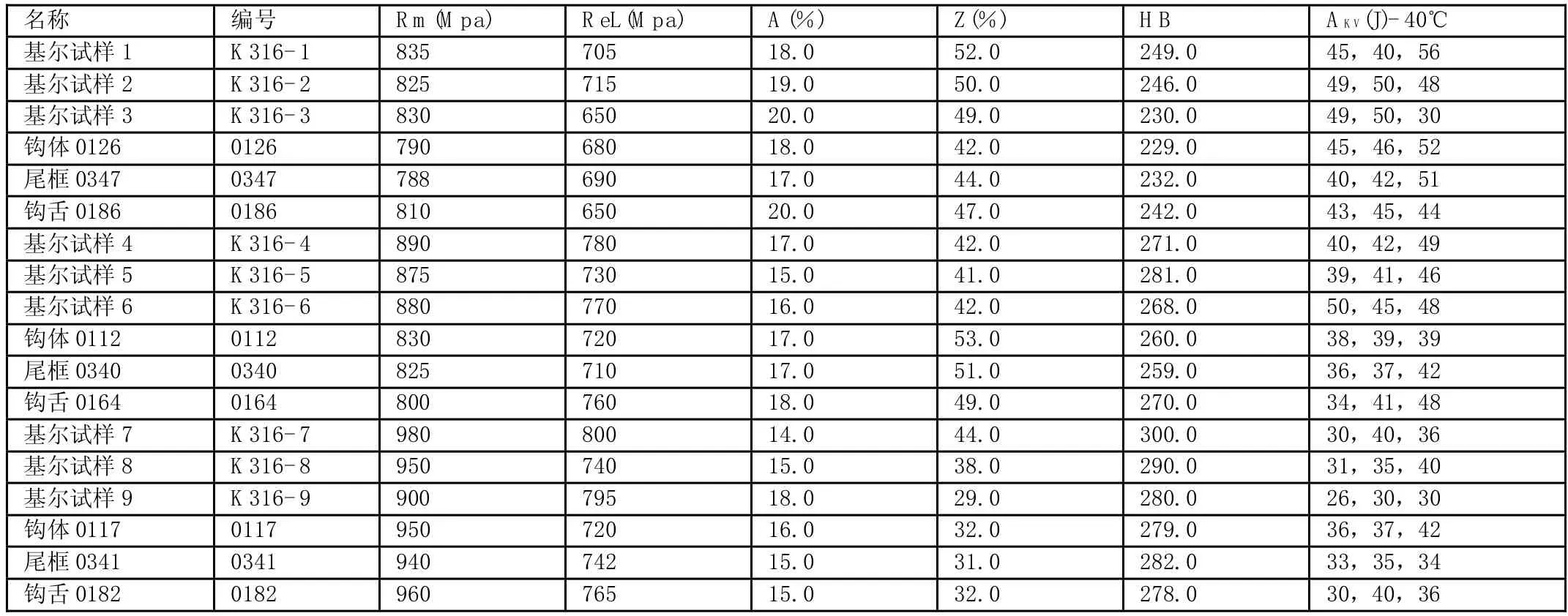
表2
制定(1)、(2)、(3)三套试验方案,每套方案使用3组基尔试棒和一个钩体、一个尾框、一个钩舌实物进行试验。
试验方案(1):台车加热炉880℃×3h采用17%Ucon-A水溶液淬火,590℃×3.5h回火空冷。现场淬火硬度检验:基尔试样1平均硬度HRC37,基尔试样2平均硬度HRC36,基尔试样3平均硬度HRC38,钩体硬度HRC35、尾框硬度HRC37、钩舌硬度HRC36。
试验方案(2):台车加热炉900℃×3h采用17%Ucon-A水溶液淬火,590℃×3.5h回火空冷。现场淬火硬度检验:基尔试样4平均硬度HRC40,基尔试样5平均硬度HRC40,基尔试样6平均硬度HRC39,钩体硬度HRC39、尾框硬度HRC39、钩舌硬度HRC40。
试验方案(3):台车加热炉920℃×3h采用17%Ucon-A水溶液淬火,590℃×3.5h回火空冷。现场淬火硬度检验:基尔试样7平均硬度HRC41,基尔试样8平均硬度HRC41,基尔试样9平均硬度HRC42,钩体硬度HRC40、尾框硬度HRC41、钩舌硬度HRC41。
2.3.2 力学性能检测结果
按照三套试验方案的调质参数对下列编号试棒和实物热处理后,送检测中心进行力学性能分析和磁力探伤,三组工艺试验中的基尔试棒和实物的力学性能结果见表2。
根据表1,分析检测的力学性能数据,第一套试验方案调质的基尔试样和钩体力学性能存在不合格项,不适合在大批量生产中采用,如果以此工艺批量生产,可能会出现较多不合格炉次。第二套、第三套试验方案调质的基尔试样和钩体力学性能达到技术要求,可以用于批量生产。
2.3.3 磁力探伤检查结果
将三套试验方案中的钩体、尾框、钩舌实物进行磁力探伤,以试验方案(1)和试验方案(2)的车钩实物表面没有发现淬火裂纹。而以试验方案(3):920℃淬火的钩体等实物表面产生了不同程度的细微的淬火裂纹。
车钩零件铸造后,缺陷部位需要高强度焊条进行补焊,由于设备所限只能进行300℃左右预热,焊区为托氏体和贝氏体混合组织,因此焊接应力没有完全消除,在加热过程中由于焊接应力、热应力、奥氏体转变为马氏体所形成的组织应力的相互叠加,当应力大于工件的抗拉强度时,表面将出现不同程度的淬火裂纹。易导致形成裂纹倾向或裂纹。E级钢属于合金钢,在奥氏体转变为马氏体低温区域,Ucon-A水溶液介质淬火冷速快,产生的组织应力大,特别是在920℃高温淬火,温度高,淬火应力和组织应力都比较大。
表面淬火裂纹会影响产品质量。因而试验方案(3):920℃保温这个工艺存在淬火温度偏高的缺陷,不予采用。
2.4 结论
为了保证17型车钩调质质量,综合考虑三套方案的工艺,通过试验分析比较基尔试棒和产品实物的实验检测数据,最后选择900℃×3h保温后采用17%Ucon-A水溶液淬火,590℃×3.5h回火空冷作为17型车钩调质工艺。
工艺确定后经过小批量生产验证,目前能够保证17型车钩产品达到技术要求,使17型车钩产品获得良好的综合机械性能。
[1]张昌骐.《E级钢制造技术》.戚墅堰机车车辆研究所.
[2]樊东黎.王广生.《热处理工艺》.机械工业出版社.
猜你喜欢
中国人兽共患病学报(2022年6期)2022-12-28
控制与信息技术(2021年2期)2021-07-23
现代装饰(2021年1期)2021-03-29
中国人兽共患病学报(2020年4期)2020-05-08
时代农机(2018年11期)2019-01-09
机械研究与应用(2018年2期)2018-05-10
铁道学报(2018年4期)2018-05-07
中国自行车(2017年5期)2017-06-24
灾害医学与救援(电子版)(2017年3期)2017-02-06
中国三峡(2016年9期)2017-01-15