西门子PLC在烟草行业条烟输送系统的应用
2014-12-07 12:05范礼峰金春山
中国科技纵横 2014年10期
范礼峰 金春山
(浙江中烟工业有限责任公司,浙江杭州 310024)
西门子PLC在烟草行业条烟输送系统的应用
范礼峰 金春山
(浙江中烟工业有限责任公司,浙江杭州 310024)
本文以杭州卷烟厂条烟输送系统为例,介绍表面化西门子公司S7-300/400PLC和RPOFINET及相应的网络产品构成的基于工业以太网的条烟输送系统的监控系统。
s7-300/400PLC 条烟输送 监控 网络通信
1 项目简介
杭州卷烟厂是全国500家最佳经济效益最大经营规模工业企业之一,也是全国烟草行业36家重点工业企业之一和杭州市重点培育发展的26家大企业大集团之一。杭州卷烟厂经过多年的高速发展迅速,现在已具备100万箱以上的的生产能力。为了保证产出的产品快速输送到成品仓库,投资建设了欧峰公司的S型条烟输送系统。此系统采用西门子S7-300PLC对设备进行控制,采用WINCC组态软件对系统进行实时监控,采用工业光纤环网实现对系统所有PLC联网,保障系统控制信号与数据数据的快速传输和精确控制。自该系统投入使用以来,已经为杭州卷烟厂带来了良好的经济效益。
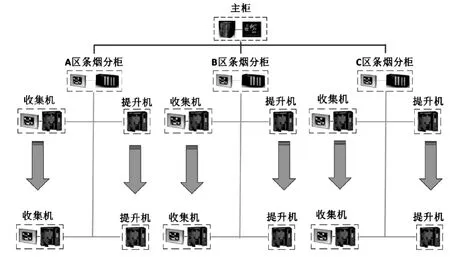
图1
2 项目技术要求及硬件选型
2.1 技术要求
本系统需把卷烟包装机出口的条烟垂直提升,条烟经S型提升机提升,并自动将平放的条烟转换成竖立输送状态送入高架输送线,保持条烟竖立输送状态向装封箱机方向平稳输送。对接中速卷包机组的提升机,在输送线停止运行的情况下,为了保证卷烟包装机的生产运行不受影响,在条烟提升机上设置有条烟应急出口装置,便于手工处理条烟及对条烟进行手工装箱。该装置在平常不使用时,可以折叠收起,不占用空间体积。提升机链带适应卷烟包装机的出烟同步要求,根据包装机出口处条盒情况自动同步运行。在正常生产条件下额定提升速度可达到每分钟100条,通过变频调速,在10~120条/分钟可调。在包装机停机,提升机离线单独运行时,提升速度自动降为额定速度60条/分,设置相应选择按钮。
2.2 硬件选型
根据项目的技术要求,选用西门子系统列品实现对条烟输送系统的主控系统,经过对比分析,所选的硬件如表1所示。

表1
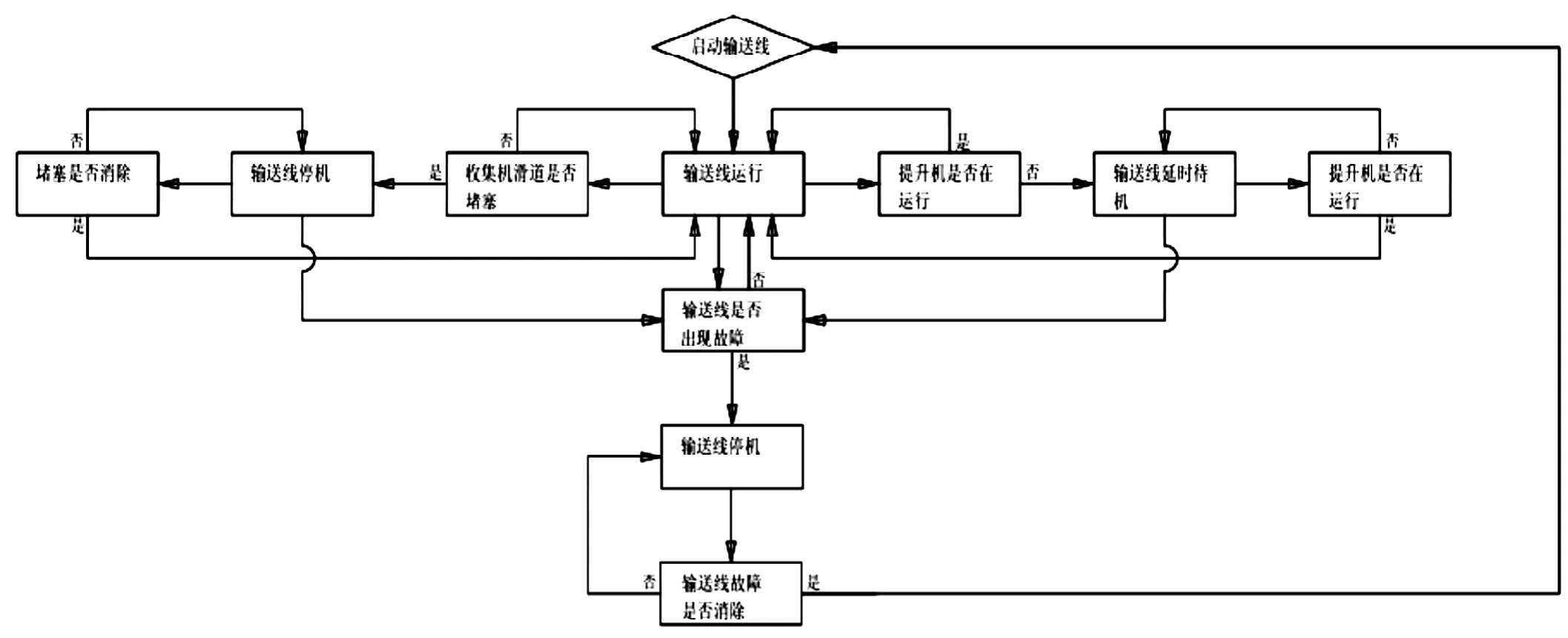
图2
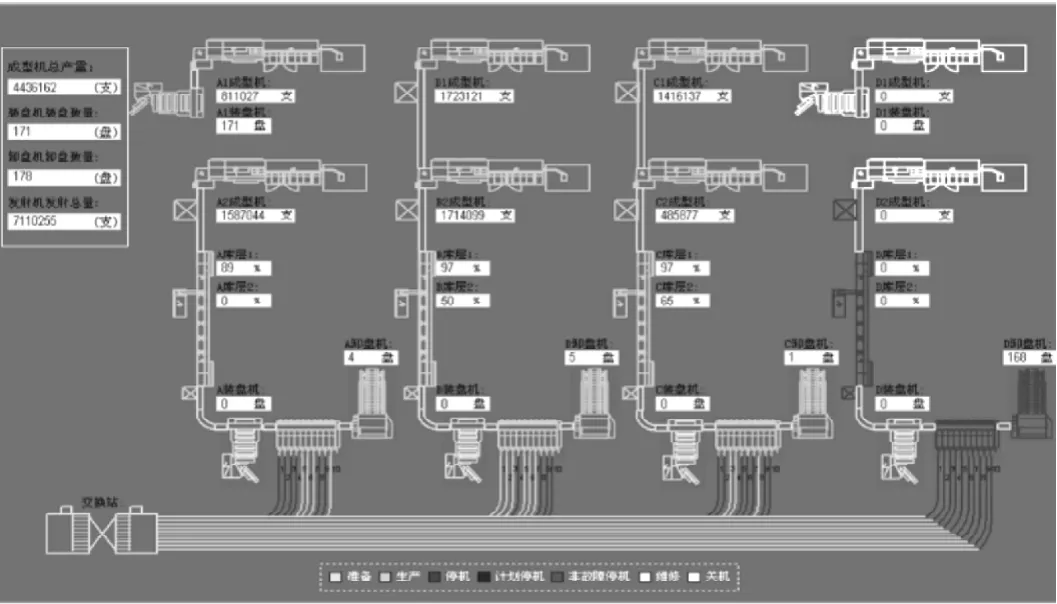
图3
条烟输送系统具有分布分散、集中管理、传输距离较长,且数据实时性要求较高等特点,基于以上的特点,本项目选用PROFINET工业以太网。条烟输送系统的控制网络如图1所示。
PROFINET工业以太网是新一代基于工业以太网技术的自动化总线标准。作为一项战略性的技术创新,PROFINET为自动化通信领域提供了一个完整的网络解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等当前自动化领域的热点话题,并且,作为跨供应商的技术,可以完全兼容工业以太网和现有的现场总线(如PROFIBUS)技术,保护现有投资。根据响应时间的不同,PROFINET支持如下三种通讯方式:
(1)PROFINET基于工业以太网技术,使用TCP/IP标准讯。(2)实时(RT)通讯:对于传感器和执行器设备之间的数据交换,系统对响应时间的要求更为严格,PROFINET提供了一个优化的、基于以太网第二层的实时通讯通道,PROFINET实时通讯的典型响应时间是5-10ms。(3)同步实时(IRT)通讯:在现场级通讯中,对通讯实时性要求最高的是运动控制(Motion Control),PROFINET的同步实时(Isochronous Real-Time, IRT)技术可以满足运动控制的高速通讯需求,在100个节点下,其响应时间要小于1ms,抖动误差要小于1μs,以此来保证及时的、确定的响应。
3 控制系统功能
根据工艺要求,系统完成数据采集、提升机、输送带、收集机等设备的各种控制功能,现重点介绍其中的几个主要功能。

图4
(1)基于PROFINET的高效工业以太网,PLC系统的高性能快速I/O驱动直接与外设通信,对条输系统的输送数据、各电机的工作频率、输送带速率等重要数据实时采集,并汇总在上位机画面上,以流程图、图表的形式显示,实现对整个系统运行状态的实时监控。(2)提升机是条烟输送系统的核心设备,在正常生产条件下额定提升速度可达到每分钟100条,通过变频调速器,在10~120条/分钟可调。在包装机停机,提升机离线单独运行时,提升速度自动降为额定速度60条/分,设置相应选择按钮。(3)输送带控制与提升机的联动控制,当输送带或者末端的收集机停机工作时,PLC系统自动控制与该输送带汇集的提升机自动停止工作,避免产品因为输送系统停机导致产品被挤压破坏。(4)自动按班次归集输送的产品计数,每台提升机上安装一枚图尔克的传感器,用于对输送的产品进行计数。生产班次时间在各控制柜的主PLC中设置,PLC程序自动判断是否到班次结束时间,如果是,则将各提升机的PLC的班次计数采集到主PLC中,并对各提升机PLC下达数据清零指令,提升机PLC对各存储区域置零。同时主PLC将采集的班次计数归集到历史数据存储区域。
条烟输送系统PLC的主体控制流程如图2所示。
PLC首先判断输送系统启动,则控制输送线运行;再控制收集机滑道,如果滑道堵塞,则由PLC控制停止输送线,不允许输送产品;当滑道堵塞消除后,则控制输送带运行。同时PLC监控提升机是否在运行,同时监控输送带是否延时,满足条件下,PLC控制提升运动,当有产品时,将产品提升至输送带。再者PLC控制监控输送带是否有故障。当故障发生时,PLC控制该输送带停止运动,同时,停机与此输送带连接的提升机,并控制每个提升机发出光声报警。当故障消除时,启动输送带和提升机,恢复正常的提升和输送功能。如图3、图4所示。
上位机采用WINCC v7实现对条输系统的实时监控,通过监控能够实时反馈条输系统的所有设备的当前运行状态、停止原因、输送数量、各电机的各种参数等数据。
4 项目运行
本系系统自2011年8月投入运行以来,运行稳定、可靠,设备无故障运行时间有了较在的提高。完善的参数检测与采集和直观丰富的人机界面,为生产监控和设备养护提供了极大的方便,减轻了设备保养人员的劳动强度,提高了企业的管理效率和综合水平。
5 应用体会
通过对条烟输送系统控制系统的学习,进一步加深了对西门子公司工业自动化系统的原理的了解、总结了许多SIMAITC产品的应用心得。
(1)多种CPU的选用;本次设计选型采用CPU315-2PN/DP、S7-300 SM321 16DI、S7-300 SM322 16DO、S7 414-3 2PN/DP CPU、S7-400 SM421 32DI、S7-400 SM422 32DO等多种型的PLC CPU,深入理解了各型CPU的特点与性能,归纳出了不同场合选择CPU的一些方法。并充分利用各种型号PLC的特性解决实际的系统需求,满足设计工艺的要求。(2)PROFINET的选用;本次项目的设计选型的一大特点是选用了RPOFINET。充分理解了RPOFINET是适用于不同需求的完整解决方案。其功能包括8个主要的模块,依次为实时通信、分布式现场设备、运动控制、分布式自动化、网络安装、IT标准和信息安全、故障安全和过程自动化。PROFINET提供了一个优化的、基于以太网第二层(Layer 2)的实时通讯通道,通过该实时通道,极大地减少了数据在通讯栈中的处理时间。有效的解决了系统延迟带到的系统不稳定的问题。(3)西门子公司提供了许多系统块,数据块以及大量的特殊功能模块,采用结构化程序模式,并具有多种诊断功能,减少了用户的编程量和调试任务。
[1]SIMATIC S7-300/400语句表编程参考手册.西门子(中国)有限公司自动化驱动集团.
[2]崔坚,李佳.西门子工业网络通信指南下册.北京:机械工业出版社.
猜你喜欢
现代制造技术与装备(2022年3期)2022-04-21
装备制造技术(2021年1期)2021-05-21
河北农机(2020年10期)2020-12-14
电子制作(2016年23期)2016-05-17
设备管理与维修(2016年5期)2016-03-16
橡胶工业(2015年10期)2015-08-01
电视技术(2014年7期)2014-03-11
机电信息(2014年23期)2014-02-27
机电信息(2014年20期)2014-02-27
河南科技(2014年14期)2014-02-27