
螺纹返修的定位与对刀
2014-12-02 01:37湖北省黄冈技师学院438000徐志高陶文革王明刚
金属加工(冷加工) 2014年23期
■湖北省黄冈技师学院(438000)徐志高 陶文革 王明刚
在数控车床上车削三角形螺纹是常用的方法之一。如果加工数量较大,时间长,会积累很多次品零件(螺塞的外螺纹中径稍大,见图1),这些次品零件以前在卧式车床上返修,每返修一个零件都需要对刀,劳动强度大。针对上述问题,设计了一种能在数控车床上安装定位的夹具,既能解决返修中的乱牙和对刀问题,还能降低劳动强度和节约返修时间。
1.分析次品原因及对策
从图1中可以看出,造成次品的主要原因是螺旋槽的中径尺寸大了,返修就是将螺旋槽中径大了的部分车削掉,但在数控车床上返修螺纹容易乱牙。为解决乱牙问题,每个零件装夹定位时,必须满足3个条件:①螺塞右端面E与卡盘卡爪的距离要一样。②螺旋线切入的起始角度要一样。③刀尖的车削轨迹与零件的螺旋线轨迹要一样。如图2所示弹性定位套夹具能满足以上要求。
2.加工制造定位套
加工制造定位套应保证以下几点:①提高定位精度,防止干涉,定位套B面到C面的长度必须小于螺塞E端面到F面的长度;定位套A面到C面的长度应该大于螺塞E面到F面的长度。②从A面沿轴线开4个槽(十字槽)至C面,再从D面沿轴线开4个槽(十字槽)至H面,每个槽之间间隔45°。这8个槽能保证足够的弹性来适应不同大小的中径尺寸。③定位套M24×2内螺纹应该加工出退刀槽,保证螺塞旋进定位套时,螺塞E面与定位套的C面贴紧且无间隙。④定位套M24×2内螺纹的长度应该加工短一点,一般长度应取2~3个螺距,可以节约装夹定位时间。⑤定位套M24×2内螺纹直径应该加工大于M24,以适应超差较多工件。
3.定位与对刀
在定位和对刀前按顺序操作:①车削出一个对刀的基准零件,如图3所示。②零件的E面到卡爪面的长度尺寸,必须和定位套A面到C面的长度相等;③对刀基准零件的螺纹M24×2尺寸应该以定位套的大小为标准来车削。④将定位套旋入对刀基准零件,并保证E面与定位套C面贴紧无间隙。⑤定位套的A面与卡爪的平面贴紧无间隙(见图4)。⑥在定位套38 mm的外圆上和卡爪上都做上对准的标记,以备下次装夹定位用。
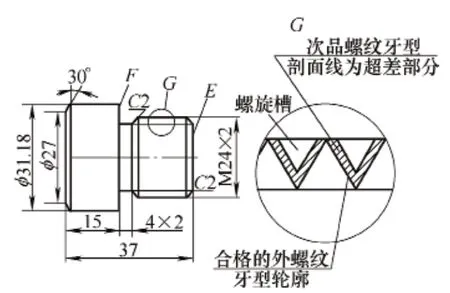
图1 次品零件螺塞

图2 定位套
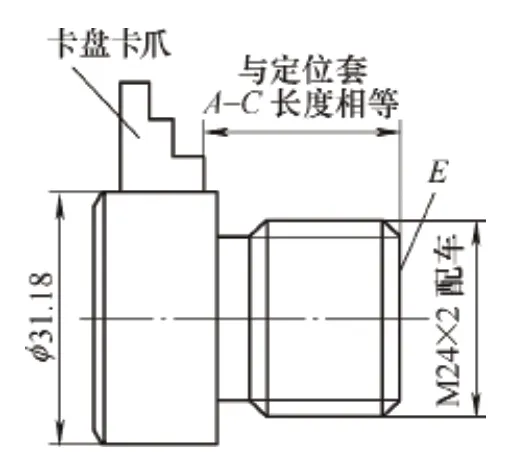
图3 对刀的基准零件
4.装夹和返修车削次品零件
为了保证每次装夹的长度一样(与定位套A—C的长度一样),首先将次品零件旋转放入定位套,使图1的E面与定位套C面贴紧无间隙;然后将次品零件左边放入卡盘中,使定位套的A面与3个卡爪贴平。为了保证每次装夹的切入角度一样,应将定位套上的标记对准卡爪上的标记(见图4)。最后夹紧次品零件,取下定位套。满足了以上条件,在返修车削时,刀尖的车削轨迹与零件的螺旋线轨迹就能重合,也就不会乱牙。
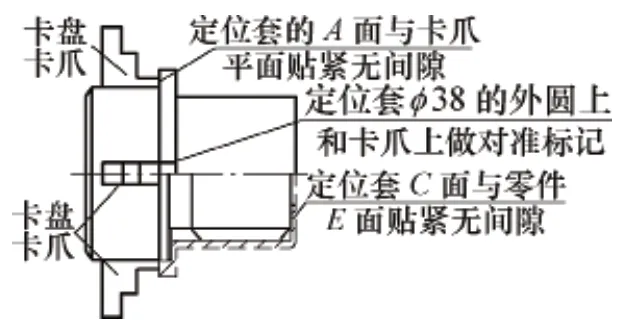
图4 基准零件与定位套配合
返修螺纹的车削程序如下:

5.结语
设计弹性定位套的目的是解决无法在数控车床返修螺纹的问题。定位套的作用是定位和对刀。只要能保证车刀尖切入的角度和位置,就可以对内、外螺纹、梯形螺纹和蜗杆进行返修。定位套结构简单,使用方便,效率高,可重复利用,在普通车床上也可以利用该定位套,既能降低劳动强度,还能节约对刀时间。
[1]李钧.浅谈数控车的加工工艺及工装夹的应用研究[J].中国机械,2014(11).
[2]刘峙.车削中心上高精度花键槽的插削加工[J].现代机械,2013(3):19-21.
猜你喜欢
装备制造技术(2021年2期)2021-07-21
小学生学习指导(高年级)(2021年6期)2021-06-19
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年8期)2019-09-03
经济技术协作信息(2018年11期)2019-01-14
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年4期)2017-06-22
小学生学习指导(高年级)(2017年6期)2017-02-18
读写算(下)(2015年6期)2015-08-22
制造技术与机床(2015年10期)2015-04-09
