
基于CimatronE的手表带扣件模具设计与NC编程
2014-11-28 08:16胡滨铠林明山
机械工程师 2014年6期
胡滨铠,林明山
(漳州职业技术学院 机械与自动化工程系,福建 漳州 363000)
0 引言
随着模具行业的快速发展以及市场竞争的激烈,人们逐渐认识到模具在制造业的重要地位,它已成为衡量一个国家制造业水平高低的重要指标,而且客户对模具的要求也越来越高[1-2],传统的模具设计方法早已无法跟上市场的需求,例如手表零部件对模具除了有高精度的几何要求外,其形位精度要求也较高,但是目前钟表产品的模具设计与制造手段还比较落后,大部分企业完全采用二维绘图系统进行设计,或混合应用3D/CAD 和2D/CAD 系统完成设计任务,不能满足市场需要[3]。随着智能化程度的不断提高,模具设计与制造及塑件的CAD/CAM软件广泛应用,CimatronE 是具有代表性的CAD/CAM 软件之一,本文以表带扣件设计与制造为例,介绍手表带扣件的快速分模与制造的整个过程。
1 手表带扣件的分模
手表扣件属于手表零部件中较复杂的零件之一,其显著的特点是外形复杂、倒角多变、尺寸小,导致加工困难,产品模型如图1 所示。
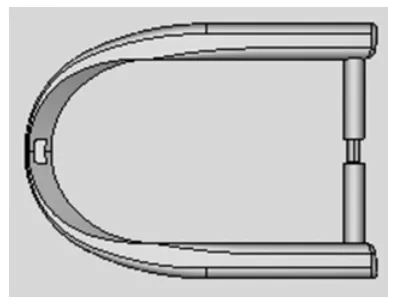
图1 模型
1.1 加载零件
打开CimatronE10 软件,点击分模设置向导图标,弹出“分模设计向导”。在“分模设计向导”中导入主零件“表带扣件.elt”手表扣件,工作文件名称自动创建为“表带扣件-work”,勾选“创建文件夹”,系统自动导入文件夹名称“表带扣件-work-Parting”,同时系统自动勾选“应用收缩率至工作零件”,通常ABS 材料的收缩率是3‰~8‰,因此这里设定其“收缩率”为“1.005”[4]。
1.2 布局零件及快速断开模型
该零部件通过补直线和最大轮廓线断开等简单的修补后,可开始快速断开,该塑件整体尺寸不大,为提高生产效率,采用一出二环形布局,通过旋转复制后,结果如图2所示。选择"分模设计向导"中的分模分析,选择“虚拟分析”及“两个方向”。完成后滑动滚条即可快速分模,手工选择未分配的面到所属的面上。分模后结果如图3 所示。

图2 一出二布局

图3 分模结果
1.3 分型线和分型面的创建
选择“分模设计向导”中的“分型线”,选择“预览分型线”,系统会自动识别内、外分型线,以红色显示的为内分型线,以蓝色显示的则为外分型线。该分型线有一定的参考价值,若合理的话,可直接采用,否则可另外创建。选择“分模设计向导”中的“分型线”,选择“内分型线”,接受系统的公差。创建内分型面,选择“分型面”工具,选择“内分型面”,接受系统默认的最大间隙值。
由于预览分型线所创建的外分型线无法做出外分型面,因此外分型线需另行创建,选择“组合曲线”,创建外分型线,结果如图4 所示。创建外分型面,选择“分型面”工具,选择“外分型面”,选择刚创建的组合曲线,设置宽带为“35”。经修剪曲面后,最终分模结果如图5 所示。
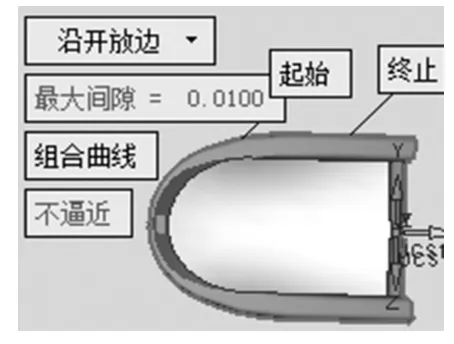
图4 外分型线

图5 分模结果
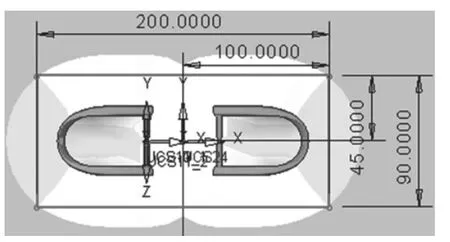
图6 草图
1.4 新毛坯的创建
选择“分模设计向导”中的“工具”,选择“新毛坯”,以分型面为基准面,创建200×90的一个草图,如图6 所示。拉伸实体,双向拉伸,增量均为25。
选择“分模设计向导”中的“输出模具组件”,会出现两次提示是否继续下一步,均选“是”,得到两个零件名称分别为“表带扣件a-Work-Split-01”和“表带扣件a-Work-Split-02”。
2 创建型腔和型芯零件
打开名称为“表带扣件a-Work-Split-01”的零件,选择“分模设计向导”中的“激活工具”,选择“缝合分型面”,默认系统选择的缝合公差。选择“分模设计向导”中的“激活工具”,选择“切除”,选择拉伸的实体,确认后,再选择切除工具“分型面”,至此完成型腔的创建。用创建型腔的方法同样创建型芯,最终结果如图7 和图8 所示。

图7 型腔
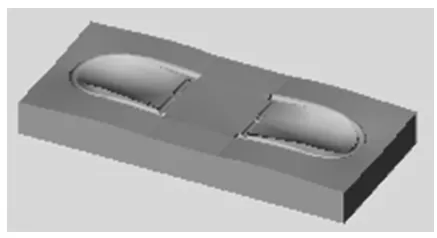
图8 型芯
3 NC 编程
3.1 加工工艺分析
CimatronE 是集成CAD 与CAM 一体化,中间传递环节几乎无误差,直接打开图7 零件,选择主菜单“文件”→“输出”→“至加工”,即可进入加工环境,可实现无纸化加工[5]。下面以型腔为例,详述该加工过程。
在编写NC 程序之前,首先做好工艺规划。分析手表扣件的外型可知,其加工工艺大致为“粗加工→精加工→角落精铣”,具体如表1 所示。
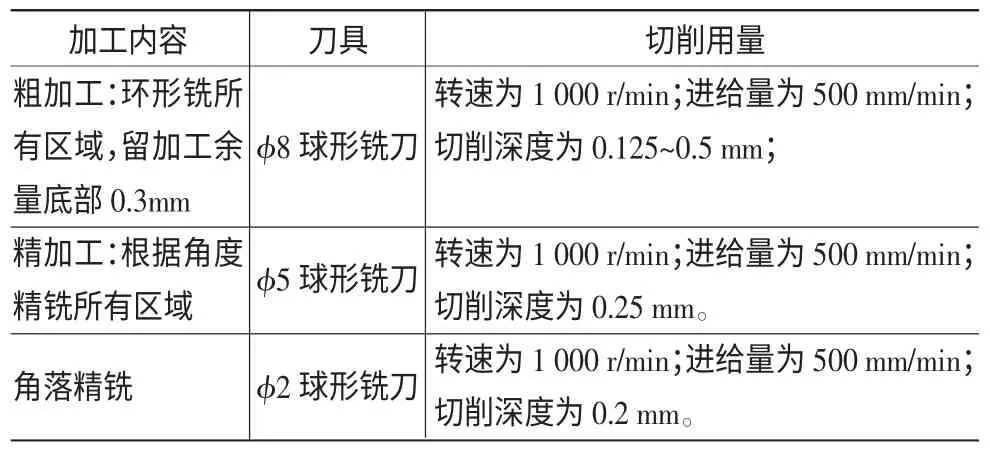
表1 加工工艺
3.2 加工程序编制
3.2.1 粗加工程序的编制
1)选择加工方式。主选择“体积铣”,子选择“环绕粗铣”,如图9 所示。
2)设置安全平面及坐标系,如图10 所示。
3)设置进刀点和与退刀点,如图11 所示。
4)设置轮廓,如图12 所示。
5)设置公差余量,如图13 所示。
6)设置刀路轨迹参数,如图14 所示。
7)设置机床参数,如图15 所示。
8)选择加工位置,点击“零件曲面”,选择所有曲面,如图16 所示。

图9 加工方式
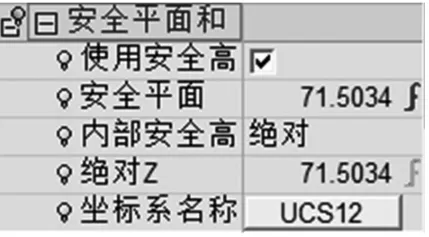
图10 安全平面及坐标系
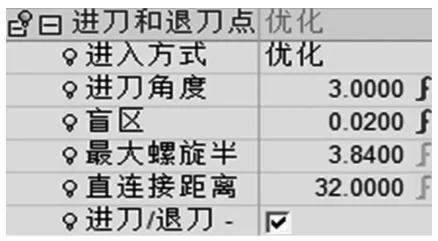
图11 进刀点和退刀点

图12 轮廓设置
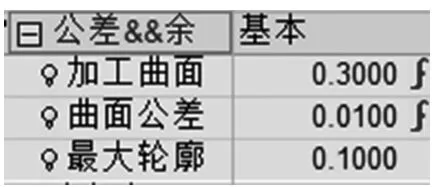
图13 公差余量设置
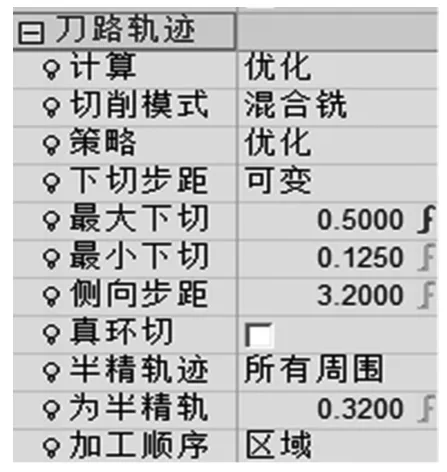
图14 刀路轨迹参数设置
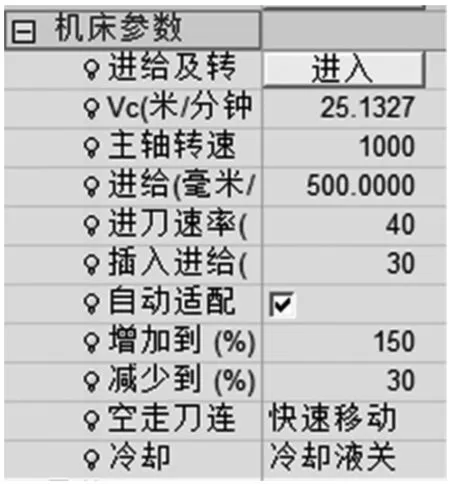
图15 机床参数设置

图16 加工位置的选择
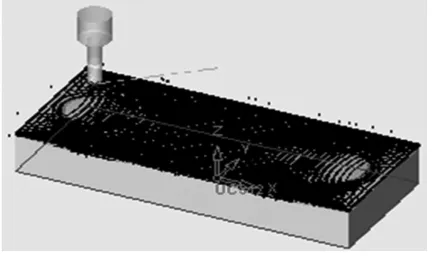
图17 计算结果
9)保存和计算刀路,结果如图17 所示。
3.2.2 精加工程序的编制
1)在程序管理器工具栏中,主选择“曲面铣削”,子选择“根据角度精铣”,如图18 所示,其他设置安全平面及坐标系,沿用粗加工设置不需要改变。
2)设置进刀退刀点,如图19 所示。
3)设置加工余量,如图20 所示。

图18 加工方式

图19 进刀点和退刀点
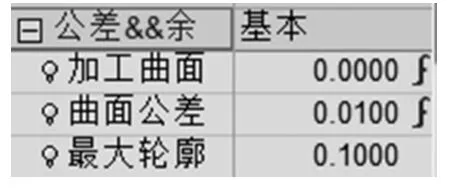
图20 公差余量设置
4)设置刀路轨迹参数,如图21 所示。
5)设置机床参数,如图22 所示。
6)选择加工位置,在“零件”中,点击“边界”选择要加工的区域,如图中蓝色区域;点击“零件曲面”选择要加工的区域,点击“检查曲面”选择在加工中刀具不能加工的区域,结果如图23 所示。
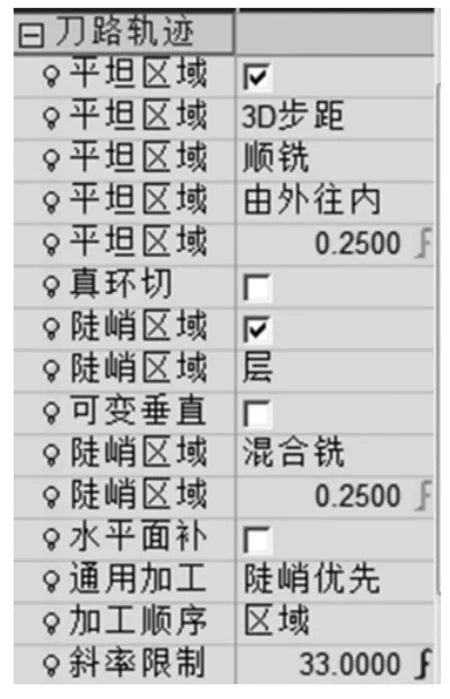
图21 刀路轨迹参数
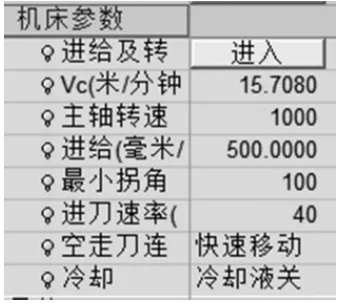
图22 机床参数设置

图23 加工位置的选择
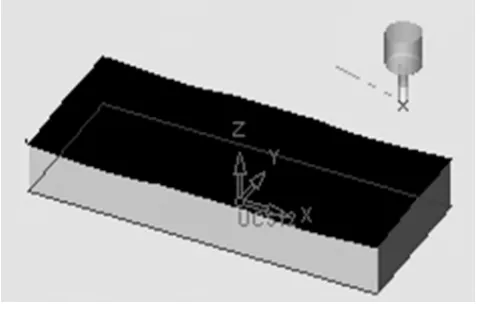
图24 计算结果
7)保存和计算,如图24 所示。
3.2.3 角落精铣程序的编制

图25 刀路参数

图26 刀路参数(续)
最后对根部作清根处理。主选择选局部精细加工,子选择选清根铣。选择所有面作为零件曲面。刀具选择B2 的球刀,刀路参数可参考图25 和图26 设置,机床参数如图27,计算程序得到刀路如图28 所示。

图27 机床参数
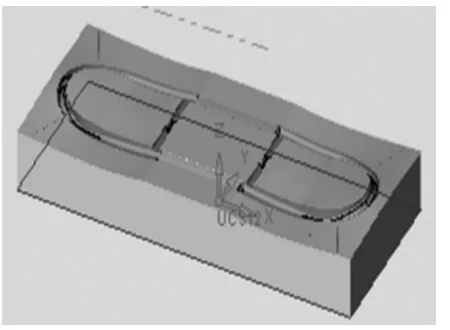
图28 计算结果
3.3 仿真加工
根据以上工艺内容进行程序编写,设定完成后,选择“加工向导”中的机床仿真,将所有程序加载到仿真环境,结果如图29 所示。最终进行模拟仿真结果如图30 所示。

图29 加载仿真程序

图30 型腔仿真结果
4 结语
1)通过CimatronE 可实现模具从建模到最终加工一体化设计,真正实现无纸化设计,大大减少了中间传递和转换环节所带来的误差,可使模具精度大大提高。
2)通过该软件进行自动编程,既可减少大量的人力,也可大大减少物力,从而大大降低设计与制造成本。
3)通过CimatronE 既能够较好地应用于实际生产当中,也能够较好地进行CAD/CAM 软件教学。
4)本文所介绍的手表扣件模具的设计与制造,可为同类注塑模具设计与制造提供一种较为实用的方法,也可为其他类产品的设计与制造提供参考。
[1]郑涌.模具行业现状及其发展趋势[J].科技信息,2007(4):64-65.
[2]李海萍.模具数控加工技术的研究与发展[J].机械设计与制造,2008,46(6):210-212.
[3]林明山,数字化的手表模具设计与NC 编程[J].漳州师范学院学报,2012(1):53-56.
[4]林明山.基于Cimatron E 的桶盖模具设计[J].模具制造,2009(4):12.
[5]王健,李子艳,徐国胜.Cimatron E 软件在鼠标壳注塑模具设计中的应用[J].天津工程师范学院学报,2007(1):43.
猜你喜欢
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
钟表(2019年5期)2019-10-22
小资CHIC!ELEGANCE(2019年5期)2019-04-30
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
流行色(2017年6期)2018-02-26
橡塑技术与装备(2018年2期)2018-02-19
中国塑料(2016年5期)2016-04-16
伴侣(2015年9期)2015-09-09
