
铝合金型材弯曲成形制造技术
2014-11-25 11:42杨兴亮
金属加工(热加工) 2014年23期
杨兴亮
铝合金挤压型材由于其具有良好塑性、轻量性、耐腐性、高比强度(2、6、7系列铝合金材料可进行时效强化处理以获得更高强度)、表面处理等特点,被大量采用弯曲成形制作各种弯曲件,广泛应用于轨道交通车辆、航空航天器材、物流输送轨架、汽车轮船骨架、建筑幕墙结构件、医疗器械滑轨、家居装饰等诸多领域。弯形件的设计要求也呈现多样化及功能化,随着科学技术及工艺装备的不断提高,弯曲工艺也呈现多元化发展。国外弯形技术已有三四十年的发展史,工艺技术力量雄厚。但我国高端产品的开发制造仅局限于轨道车辆型材厂及航空航天制造厂等大型企业,技术垄断性强,国内整体弯曲成形制造技术实力比国外还有明显差距。
型材弯曲工艺按照弯形设备和弯形工艺原理的不同可分为:拉弯成形(两维、三维)、辊弯成形、压弯成形、绕弯成形。按照工件形状的不同又可分为:二维弯形工件(见图1)、空间三维弯形工件(见图2)。
下面,按照弯形设备和弯形工艺原理对弯形工艺进行归类总结。
1.拉弯成形工艺
(1)拉弯成形工作原理(二维)拉弯过程基本分为3个步骤:第一步,设备拉伸缸钳口夹住材料并给型材施加预拉伸力,达到材料屈服强度。第二步,拉弯机回转缸加载弯曲回转,拉伸缸按照程序设定轴向拉力,使型材围绕拉弯模具做贴合运动而使材料成形。第三步,根据材料变形回弹情况增加补拉伸(拉弯设备结构示意见图3)。拉弯成形过程中,工件在弯曲的同时,拉伸缸始终给工件施加轴向拉力,材料长度伸长部分始终被拉伸缸牵引补偿,这就避免了材料的起皱趋向,能够得到良好的弧度效果。
(2)拉弯成形工艺特点 工艺优点:①能够拉弯成形结构复杂的型材断面。②可实现多弧段变曲率的型材拉弯成形。③弯弧精度高,材料回弹稳定,工件尺寸的一致性好。④可有效消除材料内部的残余应力,产品尺寸稳定性好。⑤由于金属材料的冷作硬化,材料经拉弯后,可改善材料的力学性能。工艺缺点:①拉弯产品断面尺寸大小受设备吨位及钳口尺寸的局限。②拉弯模具投入成本大,模具通用性差。③对于不对称的型材截面,拉弯件截面变形控制难度大。
(3)拉弯成形工艺关键技术 拉弯工件的弧度设计原则以不超过材料的伸长率为限度,拉弯成形中将出现型材壁厚变薄断裂、起皱、截面畸变等成形缺陷,这些成形缺陷与型材的力学性能、截面形状及拉弯工艺参数等因素密切相关。

图1 车辆骨架型材二维工件

图2 轨道车辆骨架空间三维工件

拉弯过程中材料变形区各部分的应力状态不同,中性层以外材料受拉应力作用,中性区以内材料(与拉弯模具贴合)受压应力作用,为使材料不至于受压应力产生起皱现象,预拉伸力要足够,使材料产生屈服拉伸,相应的中性层以外的金属将受到更大的拉力作用,出现壁厚减薄,并有断裂倾向。所以如何平衡材料不产生起皱并且中性层外侧金属不出现断裂,避免型材截面尺寸变形过大,是确定拉弯工艺参数的两个关键考虑因素。

式中F拉——拉弯机拉伸缸所需拉力(N);
S截面——拉弯材料的截面面积(mm2);
σs——材料的屈服强度(MPa)。
材料屈服强度值取1.25倍的安全系数,确保设备不在最大拉力负荷下工作,设备最大拉伸力大于公式计算出的材料所需拉力值,说明设备拉伸能力满足材料拉弯力要求。
(5)三维拉弯机及三维拉弯关键技术 三维拉弯设备的主机架由安装在地基上的焊体框架结构组成,如图4所示,主机架用来支撑可旋转的拉伸摇臂2及液压缸。在机架的顶部装有可安放模具的工作平台1。两个拉伸缸托架9分别安装在摇臂2的上部,通过电驱动螺旋导杆实现电动定位以适应不同长度的工件。每个摇臂2上均配备拉伸缸4。零件的扭曲通过一个装在拉伸缸4后面的带齿轮箱的液压马达7来实施。拉伸缸4通过万向节安装在托架9上,万向节使夹钳8钳口能向前或向后自由地旋转。夹钳升降缸5实现在拉伸过程中拉伸缸4的逐渐抬升,夹钳俯仰缸6可以使拉伸缸4实现上下俯仰,托架9上的运动副所有动作(拉伸—提升—俯仰—旋转)使工件在整个成形过程中沿三维模具表面受到切向拉伸而成形立体空间三维工件。

图3 拉弯设备结构示意
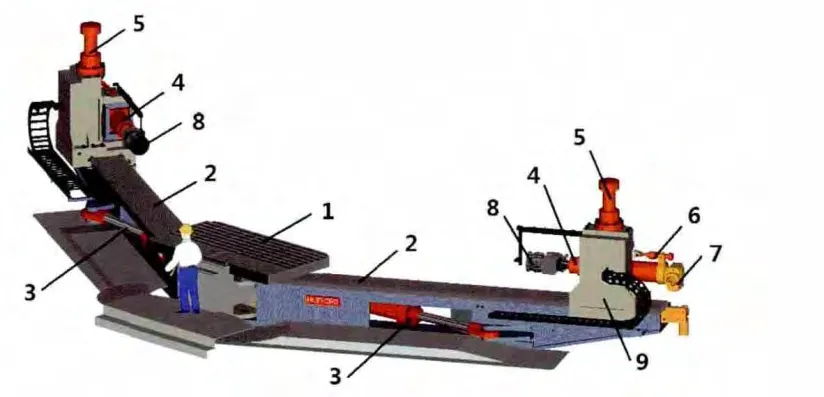
图4 三维拉弯机结构
设备结构及设备工作原理:三维拉弯关键技术主要是模具设计,三维拉弯机不会给出理想的三维拉弯程序,工艺设计人员需要根据材料的性能及弯曲成形进行系统的分析或CAE有限元分析,并通过不断的工件试制,使三维拉弯模具及三维拉弯程序达到最佳匹配,并达到工件的技术要求,需要工艺技术人员具有较高的产品研发能力。
空间三维工件在高速列车车头结构件及飞机制造业上有较多应用,产品技术含量高,模具投入成本大,研发周期长,产品的附加值较高。图5、图6为拉弯工艺成形工件的典型实例。
2.辊弯成形工艺
(1)辊弯成形工作原理 辊弯机一般分为立式辊弯机和卧式辊弯机,如图7、图8所示。立式辊弯机上料操作方便,对于长大工件则宜采用卧式,如图9所示。辊弯机各轴工艺位置均由伺服电动机精确控制,液压马达系统驱动各轴的联动,通过可编程序控制器(PLC)控制伺服电动机进行动作。在设备辊轮轴对工件进行辊弯的同时,设备上的编码器实时监测工件辊弯的弧长并将数据进行反馈系统,设备根据设定程序进行多次往复辊弯或多弧度辊弯的轨迹运动。
医院感染管理科要与护理管理人员一起制定出护理感染控制标准,如:预防医院感染的护理措施、病区的消毒制度以及预防院内感染的护理规范等,提高医护人员的预防感染意识,保障感染控制质量[2]。
(2)辊弯成形工艺特点 辊弯机一般多数用来单圆弧工件的制作,模具制作周期短,投入成本低,操作简单。对于多圆弧工件,数控辊弯机可以实现工件的多弧度弯形要求,但由于铝型材本身材料硬度的差异,加之工件多弧度每个弧段变形程度不同,反弹不均,生产时工件形状一致性不好,需要后期人工校形。辊弯工艺适合大批量单一弧度工件或小批量多弧段工件的生产。
(3)辊弯成形工艺关键技术 辊弯工艺难易程度取决于弯形材料的截面形状,辊轮模具设计是工件成形技术的关键,一般模具材料选用45调质钢或模具钢经车床车削而成,通过热处理及表面镀铬等工艺获得模具硬度和表面粗糙度要求。尤其不规则不对称的型材截面,辊轮很容易将铝型材表面划伤。也可在钢模具与铝型材间加尼龙轮,既保证了模具的强度,又不使铝型材与钢模具直接接触,避免材料表面的划伤。典型辊弯工件示例,如图10、图11所示。
(4)辊弯成形能力的计算辊弯设备是否满足辊弯工件的工艺要求,需满足以下几个条件:①辊轴长度是否满足材料的宽度尺寸。②设备辊弯最小弯弧半径是否大于工件的最小弧度。③设备压力是否大于材料辊弯成形力。

图5 地铁车顶顶盖弯梁

图6 高速列车风挡连接框

图7 立式辊弯机

图8 卧式辊弯机

图9 辊弯机工作原理

图10 物流导轨单弧度辊弯工件

图11 高铁边梁多弧段辊弯工件
辊弯成形力计算是图样工艺评审过程中,验证辊弯设备辊弯能力的理论依据。辊弯工件的成形力计算:
P辊=48FEJ/L3
式中P辊——型材弯弧的作用力(N);
F——挠度,即材料变形的弦高(cm);
E——弹性模量(105N/cm2);
J——惯性矩(cm4);
L——材料辊轮拖放支点跨距(cm)。
3.压弯成形工艺
(1)压弯成形工作原理 压弯成形是利用液压压力机对材料施加压力,通过压弯模具对材料产生弯矩,使材料发生弯曲形成一定的角度和曲率(见图12)。
(2)压弯成形工艺特点及关键技术 铝合金型材折弯件L形及S形均可以采用压弯工艺,由于型材断面及形状各异,各种压弯件压弯模具反弹量设计不一而同,需要经过不断的压弯工艺试验摸索反弹量并经几次修模得到合理的模具压弯形面。压弯工艺几个关键技术要点:①压弯模具的设计要充分考虑材料的变形趋势和反弹量。②由于铝合金型材具有型腔空心结构,合理的填料选用是压弯成形的关键。③对于断面形状不对称型材,压弯时要充分考虑防止侧弯的有效措施。
4.绕弯成形工艺
(1)绕弯成形工作原理 绕弯工艺分两种工作模式:①模式1:如图13所示,外辊轮4绕内辊轮8做回转运动,并且在内外辊轮的径向辊压力作用下,材料被碾压成形,称为“行星轮式”。②模式2:如图14所示,材料1被U形夹3固定在弯模2上,弯模2做圆周运动并带动材料1在压紧模5及导向模4作用下完成弯弧。
两种模式的区别在于:模式1材料纵向不动,而模式2材料在纵向随弯模运动,模式2在进行薄壁型材的弯弧中可以加入芯块,防止材料截面变形。绕弯成形在型材的弯弧工艺中被广泛应用,两种绕弯模式的有机结合可以进行复杂多弧度工件的实现,如图15中所示S形工件的绕弯。
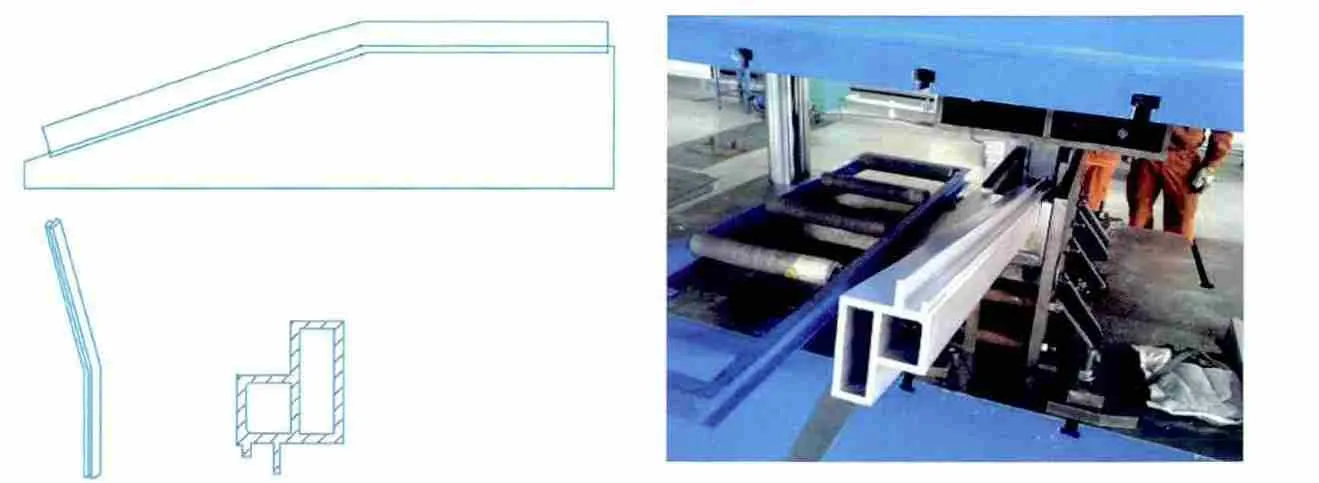
图12 轨道车辆司机室角立柱压弯工件示意

图13 “行星轮式”绕弯成形工作原理

图14 “自缠绕式”绕弯成形工作原理
5.结语
以上介绍的四种弯弧工艺是目前铝合金型材弯弧最常用的方法,在实际工艺开发中,具体采用哪种工艺需要根据弯弧工件的设计和理论计算进行全面分析,还需结合各种类似的工件进行经验比对,在模具或工装的设计前期将弯弧件预计会出现的问题进行罗列,结合各工艺方法进行分析,在进行工装设计时有相应的措施来应对弯形中出现的问题。型材弯弧是一项综合的技术,各种弯弧原理需要吃透,且工艺设计人员在工作中需长期不断地总结经验,不断积累,才能针对各种各样的弯弧工件采取有效合理的弯弧生产方案。

图15 S形工件绕弯实例
猜你喜欢
机电元件(2022年1期)2022-03-08
上海建材(2021年5期)2021-02-12
军事文摘·科学少年(2020年3期)2020-03-26
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
决策探索(2019年19期)2019-10-21
中国建筑金属结构(2019年4期)2019-05-15
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
山东工业技术(2016年15期)2016-12-01
