
电力铁塔钢制件热镀锌生产优化工艺
2014-11-25 09:19:58苗立贤李斌杨同法陈立
电镀与涂饰 2014年12期
苗立贤,李斌*,杨同法,陈立
(山东华彩新材料有限公司,山东 泰安 271600)
一般情况下,电力铁塔都建设在野外。因为长期的暴露,并且长时间经受各种恶劣天气的影响,会受到长时间的腐蚀,而在受到大气腐蚀以后,其损坏程度会相当的严重,甚至达到一半以上,给国民经济建设、能源和原始资源带来不可弥补的损失。热镀锌技术的发展和应用给钢铁防腐蚀带来了生机。钢铁制件经过热镀锌之后,其使用寿命一般可以达到30年以上,这项技术在钢铁制件的防腐方面具有重要的经济意义。
由于输变电铁塔一般应用的都是角钢,如果热镀锌的效果没有达到理想的程度,同时又受到了恶劣环境的影响,没有热镀上锌的部位则会氧化,出现锈蚀;另一方面,如果是在恶劣的潮湿环境中,铁锈又产生了电化学反应,会加速钢基体的腐蚀。因此,在电力铁塔制件镀锌生产中,要按照热镀锌的技术标准生产和检验,同时应避免在工艺操作上出现一些缺失。本文结合实际生产情况,对电力铁塔制件传统热镀锌工艺进行了优化改进。
1 传统生产工艺
1.1 工艺流程
脱脂(除油)─水洗─酸洗除锈─水洗─溶剂助镀─烘干─热镀锌─水冷却─高铬钝化─水洗─烘干─检验─包装。
1.2 主要缺陷
(1)清洗水没有充分利用,存在较大的浪费。
(2)脱脂工序仍采用强碱 NaOH、Na2CO3和Na3PO4的混合水溶液,在高于80°C 的温度下进行脱脂处理,工作环境因碱挥发而气味较大;另因碱液浓度过高,制件在其中放置的时间较长,处理温度太高等因素,制件在热镀锌时容易出现镀层表面粗糙不平和漏镀。
(3)酸洗除锈剂一般采用浓度较高的盐酸,容易使电力构件出现过酸洗和氢脆现象。
(4)助镀剂使用单一高浓度的氯化铵溶液,或者是氯化锌和氯化铵的复合水溶液,但因为二者的配比不合理,容易使电力制件镀锌后出现漏镀,同时造成锌灰增多,造成锌耗增加。
(5)钢制锌锅采用手动式温度调节控制,加热温度高,造成温度波动大,使锌渣增多,锌的无效消耗大。
(6)热镀锌后镀层表面的高铬钝化废水处理困难且费用高,已经不适应环保的要求,属于淘汰之范围。
2 预处理工艺的改进
针对笔者所在公司的专业热镀锌输电线路铁塔制件、变电站管塔制件表面油污少,结构相对简单等特点,取消了脱脂和脱脂后的水洗,采用低铬钝化技术和钝化处理后无水漂洗、烘干工序。优化后的工艺如下:
复合除锈剂除锈─温水洗─复合助镀剂(除铁)─热镀锌─水冷却─低铬钝化─检验─包装。
2.1 酸洗工艺及条件
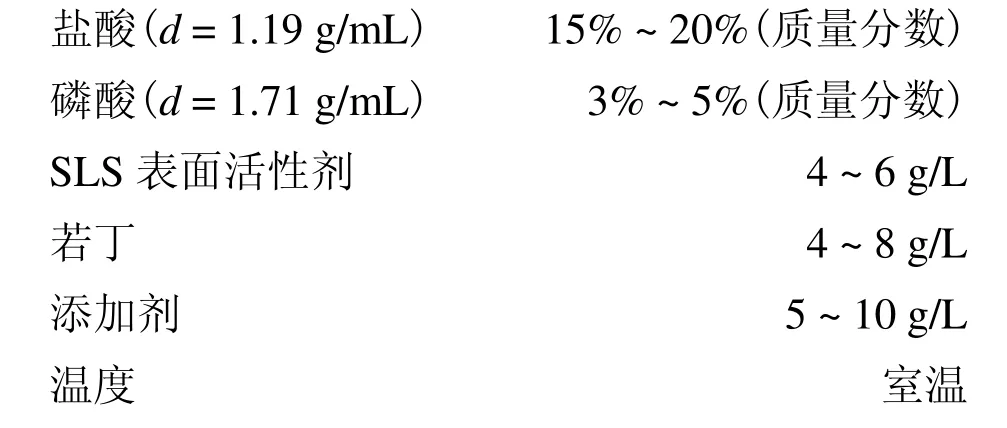
上述常温复合盐酸酸洗液配方中的盐酸是主要成分;磷酸的加入可提高酸洗速度;SLS 表面活性剂能起到润湿和渗透的复合作用,同时能抑制酸雾;添加剂是一种含羧酸的有机物,可与Fe2+、Fe3+离子起配位作用,降低盐酸酸洗液中铁离子含量,有利于减少锌液中锌铁合金(锌渣)的产生和提高钢制件表面镀锌层的延展性[1]。
酸洗时间以酸洗干净为准,一般情况下是25~35 min。
2.2 分类酸洗的方法
进入镀锌生产线的钢构件在酸洗之前,要区别工件的锈蚀程度。已经锈蚀严重的和一般锈蚀的要分开进行酸洗。腐蚀情况不同,酸洗的时间不同,这样可以避免在同一时间内锈蚀严重的欠酸洗,而轻微锈蚀的过酸洗。过酸洗的工件最容易发生析氢现象和在表面出现麻坑。对于严重锈蚀的工件要进行特殊的预处理(如喷砂等),处理后可以单独将其放进酸洗池中,酸洗20~40 min 后将其吊出酸池外放置10~24 h,待其产生新的铁锈后再进行酸洗,这样除锈的效果好。在盐酸浓度不高的情况下或在天气较冷的季节,为了加快酸洗速度,可以采用微型风机向酸洗池的酸液中通入空气,以便使酸液簸动,从而提高酸洗效果。
为了避免工件在酸洗的时候欠酸洗,要避免工件与工件之间重叠、紧贴,一定要使工件相互隔开,或者是用特制的辅助工具对工件进行酸洗除锈。对于钢板一类的工件,采取吊挂的方式酸洗又快又好。
2.3 复合酸洗剂除锈
使用复合盐酸酸洗剂对工件进行酸洗,可以加快酸洗的速度,同时避免过酸洗的现象以及减少酸雾的逸出,降低酸液的消耗。一般情况下1 t 复合盐酸酸洗剂可以酸洗40 t 以上的工件,较一般盐酸直接酸洗节约盐酸25%~30%。
酸洗后采用温水漂洗工件。其优点在于能较好地漂洗掉工件表面上残存的铁盐,溶解铁盐的速度快,避免工件表面上粘附的铁盐进入下道浸粘助镀工序。温水的来源为工件热镀锌后的冷却水,一般温度在60°C左右,靠两个槽子的高度差或使用离心循环水泵,使温水不断地流进酸洗后的漂洗水池中。
2.4 复合助镀剂的使用
2.4.1 助镀剂的选择
无论在国外还是国内,目前在干法热镀锌生产中,均广泛应用以氯化锌和氯化铵混合组成的助镀剂。ZnCl2·NH4Cl 是有稳定成分的化工双盐,易结晶在钢制件表面。其中ZnCl2在助镀剂中的作用是最根本的,其起到涂层作用,尽可能减少工件在酸洗之后和浸锌之前的氧化;NH4Cl 遇热易挥发和产生过多的锌灰,所以其含量不能太高,以避免工件在浸锌过程中形成过多的烟雾。另外,以ZnCl2、NH4Cl 为基础的助镀剂有很好的自(动)干(燥)效果。据报道,在欧洲氯化锌和氯化铵的混合比约为0.8。现在国内热镀锌工件通常不烘干,同时考虑使用成本,降低氯化铵含量以减少其所产生的白烟尘雾,助镀剂中总的盐含量为250~300 g/L,并逐步采用氯化钾来代替氯化铵[2]。
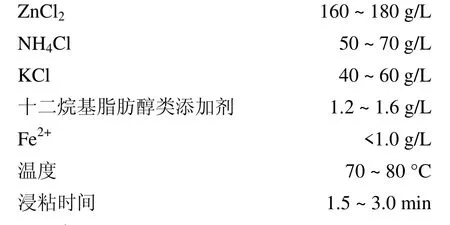
2.4.2 复合助镀剂的配方及工艺条件
2.4.3 复合助镀剂的再生
复合助镀剂采用净化再生的方法去除二价铁离子,使其含量控制在1.0 g/L 以下。再生处理时,首先缓慢加入双氧水,并不断地搅拌,使其充分反应(当pH <3 时,需要先加入一定量的氨水进行中和);然后加氨水调整pH 至4.5~5.2;再静止4~6 h,将澄清液放入助镀剂槽中;反应槽底部的沉淀物可通过压滤机分离出可用的助镀剂溶液和Fe(OH)3泥渣[3]。过滤机为增强聚丙烯压滤机框式过滤机XM/YZB 型,能连续清除助镀剂中的铁离子。滤布建议采用300 目。为了避免滤布四周泄漏助镀液,在滤布的四周采用一种密封的材料[4],可以消除滤布毛细现象,实现无泄漏过滤。
添加双氧水(H2O2)的量可按式(1)计算:

式中1m ──纯双氧水的用量(工业品的H2O2纯度有27.5%、35%、50%三种),g;1ρ ──待处理液中FeCl2含量,g/L;V──待处理液容积,L。
添加氨水的量可按式(2)计算:

式中 2m ──纯氨水的用量(工业品的NH4OH 纯度为28%~29%),g;2ρ ──待处理液中HCl 含量,g/L。
通过连续过滤,助镀剂中亚铁离子可从10~20 g/L降低到0.6 g/L 以下,此时钢制件热镀锌吨耗纯锌降低0.466%~1.007%,平均降低0.737%。如果按年产镀锌件20 000 t 计算,每年最少可节约锌147.4 t。
3 热镀锌工艺的优化
3.1 熔锌锅的设计
熔锌锅的尺寸设计应满足最大的镀锌工件尺寸要求,必须考虑到生产量和锌锅的加热方式。如果锌锅太小,那么热容量小,镀锌时维持不了所需要的温度,造成锌液波动大,直接影响到镀层质量,也加剧对锌锅的腐蚀,产生的锌渣将增多,对锌锅的使用寿命也有一定的影响。故在设计锌锅时,一定要根据产能来计算锌锅的熔锌量。根据实际经验,考虑到生产的节拍、工序间的转运等因素,锌锅的容量是产量的25~35 倍。锌锅的长度应比工件的长度多1.0~1.5 m 为宜。现在一般采用锌锅的尺寸为13.0 m(长)× 2.0 m(宽)× 2.8 m(高)。该尺寸较能照顾到相当大的范围内钢结构件的热镀锌,熔锌量大约为440 t,产量为10~13 t/h。
3.2 锌锅材质的选用
锌锅的材质对其使用寿命至关重要,最早采用08F钢作为锌锅的制作材料,现在一般采用进口WKS 板材。在现在的镀锌温度条件下,锌锅的使用寿命一般能达到8年以上。在初次熔锌之前对锌锅内壁涂覆一层1.0~1.5 mm 厚的耐锌液腐蚀的BGF 型涂料,能避免熔锌过程中锌液局部高温引起的腐蚀[5]。一定要按升温曲线图的要求进行升温,如上述锌锅的熔锌时间最少应在160~170 h。初次熔锌最好不要添加任何含有铝的合金。当生产即将开始时,可按要求添加五元或多元合金。生产之前一定要做好净化锌液、排除浮渣等准备工作。
3.3 锌液温度的控制
人们对提高锌液流动性有一个误区,认为提高锌液流动性可以减薄锌层的厚度,锌液温度越高,锌液的流动性越好。过去钢制件镀锌一直采用450~465°C,实际上是适得其反,温度越高反而镀锌层越厚。研究表明,锌液流动性和温度几乎没有关系,实际上锌液的流动性主要取决于锌液中的铁含量,即铁含量越高,锌液的流动性就越差。铁在锌液中的饱和浓度随锌液温度的升高而上升[6]。对于Q235 钢制件镀锌,优化后的工艺温度控制在435~448°C 之间,较传统工艺的锌液温度低10~15°C,同时吨镀件能源消耗降低30%~35%。可以在这样低的温度下镀锌的前提条件是向锌液中添加一种稀释性多元合金[7]。
生产前要按生产计划和区分工件材质,合理安排热镀锌工作。主要区分是Q235 钢或是Q345 钢,还要根据工件的质量、尺寸及形状调整锌液温度,一般控制在444°C 为宜,以照顾到不同长度和质量的工件。Q235 钢制件可以稍高,Q345 钢可以稍低。Q235 钢材镀锌温度与钢构件的厚度关系见表1,不同钢构件的镀锌温度参考范围见表2。

表1 Q235 钢材的热镀锌温度与其厚度的关系Table 1 Relationship between galvanizing temperatures for Q235 steel parts and thicknesses

表2 不同钢构件热镀锌的参考温度Table 2 Galvanizing temperatures for different steel structural parts
3.4 浸锌时间的控制
在一定的温度条件下,同样的材质,浸锌时间的长短直接影响着镀锌层的厚薄。镀锌温度主要是根据钢制件的材质、厚度、总体长度、质量决定下来后,热镀锌钢制件在保证镀层技术要求的前提下,通常尽量地减薄镀层厚度,此时就要尽量缩短钢制件的浸锌时间。国家标准GB/T 2694–2010《输电线路铁塔制造技术条件》中对镀锌层厚度的要求是:对于厚度≥5 mm的镀件,镀层最小厚度为70 μm,最小平均厚度86 μm,最小平均附着量为610 g/m2;对于厚度<5 mm 的镀件,镀层最小厚度为55 μm,最小平均厚度65 μm,最小平均附着量为460 g/m2。该标准中未对镀锌层厚度的上限进行规定,但对于企业来说,锌层厚度越接近下限为最好,越能节约锌。根据实际经验,一般的制件厚度在6 mm 的情况下,每缩短1 min,镀层将减薄 15~20 μm。Q235 钢制件厚度与浸锌时间的关系见表3(浸锌温度为440~450°C)。

表3 Q235 钢制件厚度与浸锌时间的关系Table 3 Relationship between the thicknesses of Q235 steel parts and galvanizing time
3.5 钢制件起吊速度与镀层厚度的关系
钢制件起吊速度与镀层厚度的关系亦十分密切,起吊速度越快,镀锌层越厚。一般情况下,要求钢制件在烘干的条件下不溅锌,进入的速度越快越好,以减少钢制件的浸锌时间。但是,在浸锌完毕后,制件离开锌液面的速度要控制在1.8~2.5 m/min[8]。由于浸锌的温度要求与钢铁当中的硅量匹配,所以,对浸锌的时间也存在一定的要求。镀层的厚度和浸锌的时间成正比,而浸锌的时间要与工件厚度进行一定的匹配。如果工件较厚,其浸锌的时间必须延长,反之,则要缩短浸锌时间。如果镀层较厚,必须对锌液成分进行调整,并且要控制好浸锌的温度,才能将镀层减薄。引出速度较快时,镀层会变厚。在一般情况下,引出速度必须要与锌液下流的速度相近才正确,而锌液下流的速度与锌液的含铁量以及温度有一定关系,具有一定的不确定性,需要根据实际情况总结出温度、速度与镀层厚度的关系。
3.6 镀锌操作
镀锌操作要围绕镀层质量,以降低锌耗为原则。镀件进入锌液前,用刮灰板先将液面的氧化层清除。刮灰板浸入锌液的深度以2 cm 为宜,过深容易使锌液随锌灰一起被刮走,并有扣锌的可能性,增加锌锭的消耗。钢制件进入锌液时应平稳、缓慢,尽量保持倾斜或垂直位置,钢制件上表面浸入锌液的深度以200~300 mm 时比较合适,并应适当进行上下窜动,以尽快排出锌灰。
钢制件从锌锅引出时,应尽量保持倾斜或垂直位置,以使多余的锌液顺流脱落,并及时振动,以去除多余的锌。从钢制件的引出角度上看,应尽量垂直引出。即使受条件限制,引出的角度也应大于45°。行车的吊钩与锌面的距离应与锌锅的长度相等,这样才能保证工件表面光滑。
3.7 锌锅中锌锭及合金的补充
热镀锌所用的锌锭为GB/T 470–2008《锌锭》中规定的Zn99.995 牌号。生产过程中要保持锌液面的高度一定。锌液面的不稳定,一般情况是锌液面偏低,通常是操作工为了赶产量,不愿意及时补充锌锭,这样做十分有害,不但增加吨工件的锌耗,而且增加热量和燃料的消耗。由于镀锌过程中锌的消耗,每天可根据镀锌件的实际消耗量来添加锌锭和补充锌基合金。添加锌基合金的原则应该是,按补加多少锌锭的质量来添加锌基合金。添加后锌液中微量铝(Al)为0.025%~0.030%、锡(Sn)为0.003%~0.006%、铋(Bi)为0.015%~0.02%。向锌液内加入锌锭、稀土锌基合金(或锌铝合金)时,均需干燥至表面无水后方可用吊篮筐盛装,然后浸在锌液面下30~40 cm 处熔化。多元合金的添加方法仍然遵循少加勤加的原则,以减少锌液中合金元素的损耗。
4 镀锌后钢构件的冷却与钝化处理
4.1 水冷却
钢制件热镀锌后,要及时进行冷却处理,主要是避免铁与锌继续反应而出现明显的色差。一般的铁塔制件热镀锌通常都是用水进行快速冷却,所以可以降低色差。对于特别薄的低碳钢制件,由于是在超低温条件下镀锌,可以不必下水冷却,利用空气便可以将其冷却。冷却水应保持流动,水质清澈,pH 应在6~8之间,水温须保持在60°C 以下。冷却时必须整个塔材浸入水中。原则上是先出锌液面的部分先入水冷却,并注意防止钢构件的变形;对于多边形管塔一类的制件,冷却时要注意钢管塔里面的水喷出而烫伤人体。冬季寒冷天气开始生产时,要预先将冷却水加热至25°C再对制件进行冷却。
4.2 无水漂洗低铬钝化处理
钝化处理主要是为了提高表面亮度及抗白锈能力。以往一直是采用由六价铬(CrO3)、硫酸(H2SO4)和硝酸(HNO3)组成的三酸钝化工艺,钝化后需要清水漂洗,对钝化漂洗水处理较困难,此钝化工艺属于淘汰范围。
低铬钝化无水漂洗工艺是目前比较先进、实用的一种工艺,钝化效果可靠。其钝化液是由4~6 g/L 氯化铬、0.6~1.0 g/L 铬酐、0.2 g/L 硫酸(98%)、2.0~10.0 g/L 酸性硅溶胶混合的水溶液。钝化时pH 为1.8~2.5,温度为常温,时间为5~10 s。为促进钝化处理,钝化时工件在钝化液中应窜动一次,以防止相互接触处钝化不良。
钝化检验依据钝化膜呈亮黄色为正常,用手指擦拭不掉为检验标准。该配方工艺在钝化后不需要水漂洗,主要是增强钝化的效果。
4.3 镀锌后的处理
4.3.1 卸料
必须在吊架支撑后进行,严禁无支撑卸料;应清除镀件表面的残渣与滴瘤。
4.3.2 检验、修复
外观应具有实用性,光滑,不应有毛刺、滴瘤、多余结块和锌灰,不得有漏镀等缺陷。修复的总漏镀面积不应超过每个镀件总表面积的0.5%,每个修复漏镀面不应超过10 cm2。若漏镀面积较大,应进行返镀。修复的方法可以采用热喷涂锌或涂富锌涂层进行修补,修复层的厚度应比镀锌层要求的最小厚度大30 μm以上。
4.3.3 包装
包装应牢固,采用有弹性的包装物包装,保证在运输过程中包捆不松动,避免构件之间、构件与包装物之间相互磨擦而损坏镀锌层。钢管管体的凸出部分,如法兰、节点板等,需用包装物包装。
5 结语
采用本文给出的复合酸洗、复合助镀剂工艺和热镀生产流程,能够满足电力铁塔钢制件热镀锌的技术要求。在钢制件热浸镀锌中,需要在锌液中添加含有微量铝(0.025%~0.030%)、锡(0.003%~0.006%)和铋(0.015%~0.020%)的多元素合金才能实现在435~448°C 的低温下镀锌,镀层色泽一致。需要指出的是,多元合金的添加方法仍然遵循少加勤加的原则,可以减少锌液中合金元素的损耗。采用无水漂洗低铬钝化工艺,可以实现无废水排放的要求。钝化剂中含有2.0~10.0 g/L 的酸性硅溶胶,可以提高钝化效果。实际生产证明,本工艺具有明显的节能降耗作用,具有可操作性和推广价值。
[1]苗立贤,张慧君,刘海,等.复合盐酸酸洗液在钢丝热镀锌生产中的应用[J].电镀与涂饰,2006,25 (7):8-9.
[2]苗立贤,杜安,李世杰.钢材热镀锌技术问答[M].北京:化学工业出版社,2013.
[3]李新华,李国喜,吴勇,等.钢铁制件热浸镀与渗镀[M].北京:化学工业出版社,2009.
[4]江苏苏东化工机械有限公司.消除滤布毛细现象的压滤机滤布:CN,2541026 [P].2003–03–26.
[5]苗立贤,张新国,刘焕成,等.BGF 型耐锌蚀涂料的研制与应用[J].新技术新工艺,1996 (1):38-39.
[6]袁思胜,李九岭,汪晓林.带钢热镀锌超薄镀层研究[C]// 第九届中国热浸镀技术交流会论文集.成都:中国腐蚀与防护学会热浸镀专业委员会,2011:299-303.
[7]山东华彩新材料有限公司.一种稀释熔融锌液的合金及熔炼方法:CN,103695712 [P].2014–04–02.
[8]刘颖,苗立贤.钢铁制件热浸镀锌的锌耗分析与控制[J].电镀与涂饰,2007,26 (10):36-39.
猜你喜欢
冶金设备(2020年2期)2020-12-28 00:15:34
模具制造(2019年7期)2019-09-25 07:29:56
山东冶金(2018年6期)2019-01-28 08:14:40
制造技术与机床(2018年12期)2018-12-23 02:41:16
中国核电(2017年2期)2017-08-11 08:01:04
制造技术与机床(2017年12期)2017-02-02 07:04:38
现代工业经济和信息化(2016年5期)2016-05-17 05:35:59
焊接(2015年3期)2015-07-18 11:03:25
焊接(2015年2期)2015-07-18 11:02:38
中国塑料(2014年8期)2014-10-17 03:05:16
