
电脑智能型库仑测厚仪的发展历程
2014-11-25 09:20:00凌国伟李光
电镀与涂饰 2014年12期
凌国伟 *,李光
(1.武汉材料保护研究所,湖北 武汉 430030;2.武汉恒顺材料表面技术中心,湖北 武汉 430017)
电脑智能型库仑测厚仪在中国诞生,已经走过10年的发展历程。2002年下半年,中国第一台电脑型库仑测厚仪在浙江玉环的一家大型摩配生产企业使用。到现在,电脑型库仑测厚仪在硬件及软件上都发生了重大变化。
无论是从当前的发展还是将来的展望来看,回顾这10年的发展历程都很有必要。当今,库仑测厚仪仍然是电镀行业的主要测厚仪器,非常适合测量较薄的导电性镀层,性价比高、使用方便,因而在电镀行业、五金行业获得了广泛应用。特别是电脑型智能库仑测厚仪,它是我国具有独立知识产权,体现科技进步、自主创新的技术产品。
1 当代测厚技术的简要回顾[1]
尽管已经进入21 世纪,世界经济和科学技术大踏步地向前发展,但作为镀层厚度的测量仪器,从实用化、大众化考虑,格局没有发生大的变化。X 射线荧光技术的厚度测量仪器在国际上以德国FISHER 为代表,尽管有无损、可测量微小试样等突出特点,但昂贵的价格以及使用维护的高成本使得众多的中小企业望而却步。而且有些与镀层相关的问题(例如镀层间电位差),X 射线荧光技术无法解决。基于超声波技术的测厚仪则主要适合测量厚度较大的单一镀层,对较薄的电镀层及复合镀层一般不适用。
磁性测厚仪是将测量的磁阻转换为厚度信息,一般要求基材必须是磁性而镀层必须是非磁性,例如铁(钢)上镀锌,或者基体为非磁性而镀层为磁性,镀层和基体不能同时具有导磁性,因而不能测量铁(钢)上的镀镍层,因为镍镀层也是导磁的。尽管某些磁性测厚仪可以测量钢铁件上的镀镍层厚度,但实际测量较薄的电镀镍层时误差比较大,难以满足要求。由于目前仪器基于的原理和测头结构,20 μm 以下的镀层测量误差较大,仅适合测量几十微米以上的单镀层,无法测量复合镀层。对于当前大量的ABS 塑料件上的镀层也无法测量。
涡流测厚仪是通过高频电场在导电体表面产生涡流,利用其中的提离效应转化覆盖层的厚度信息。它可以测量导电基体上的非导电和非导磁覆盖层,例如铜或铝材上的漆膜、氧化膜等,要求基体必须为非导磁,所以不能用于钢铁材料上的覆盖层测量。如果覆盖层导电,即使基材是非磁性也无法测量。而电镀层均是导电的,所以不能用于电镀层厚度测量。由于测头的物理结构,测量较薄的非导电层也会产生较大的误差。对于当前大量的ABS 塑料件上的复合镀层也无法测量。
2 库仑测厚技术及其特点
库仑测厚仪也称作电解测厚仪,是在通电条件下通过阳极溶解过程测量被溶解镀层的厚度。在测量过程中,被测覆盖层电气连接到工作电源的阳极,并暴露在适当的电解液中,与电解液中另一电极(电气连接到工作电源的阴极,通常就是电解杯),构成电化学体系。通过检测阳极溶解电位的变化和记录电解过程中累计的电量(电流乘以时间),根据法拉第定律计算出所测量的覆盖层厚度[2]。
阳极库仑溶解测厚方法与其他测厚方法相比,有其独特的优点。国际上经常将其和金相法认可为仲裁方法,例如ISO 1461:1999 以及ASTM A630-98 中都有相关规定。
其他不能作为仲裁方法的测厚方法,无论依据何种物理、化学原理,都是一种间接测量方法。需要将待测量覆层的厚度信息依据物理、化学原理转换成质量、电压、电流信号等,而实际的测量装置远不能达到理论的测量状态,转换的过程中往往存在非线性和一些难以控制的因素,使得分辨率和精度受到很大限制,特别是当存在多个转换过程时,其测量误差更大。
传统的金相方法是一种基本测厚方法,其自身存在的主要问题是制样相当繁琐,特别是当覆盖层比较薄时以及是复合镀层时,若材料较软,制样更困难,因此其测量效率很低。而相对快速的专业制样设备价格也比较昂贵。金相法除了作为定标和验证时使用外,在经常性的测试工作中已经被其他测厚方法所取代。
3 电脑智能型库仑测厚技术
如今的智能电脑测厚系统已经突破了传统库仑测厚仪的概念,成为一种镀层性能测试设备。不仅能够测量镀层厚度,而且能分辨不同成分的镀层,评价镀层的均匀性,进而判定镀液的状况、添加剂的性能等等。所有这些是通过记录测量过程中镀层的电位变化以及曲线形状得到的。因此可以说,与电脑连接并配有专用软件的库仑智能测量系统是利用库仑原理测厚技术的一次革命。
3.1 电脑型库仑测厚仪与传统库仑测厚仪的差别
所谓的传统型库仑测厚仪是指按照国际和国标研制的一系列采用阳极溶解库仑法测量导电性覆盖层厚度的仪器。其原理为:用适当的电解液阳极溶解精确限定面积的覆盖层。电解池电压的急剧变化表明覆盖层实质上的完全溶解。通过所消耗的电量计算出覆盖层的厚度[3-4]。
传统的库仑测厚技术主要注重测量过程的起始和结束点(时刻),而电脑型库仑测厚仪除此之外,还记录了全部测量过程信息。电脑型库仑测厚仪与传统库仑测厚仪在仪器原理上并没有差别。如果仅仅测量比较符合理论特性的覆盖层厚度,即覆盖层与基体材料(下一层)在阳极溶解过程中电位呈现出急剧变化(例如>2 000 mV),传统的库仑测厚仪可以得到准确的厚度结果。但实际情况往往是,镀层的阳极溶解电压受到环境温度、电解池清洁程度等因素的影响而变化较大。冬季测量时阳极溶解电位较高,而夏季测量时电位较低。因而传统的库仑测厚仪经常碰到的问题是:冬季开测即停;夏季不能自动停机;春秋季测量一般正常。另外,在接近镀层分界时测量的阳极溶解电位有时是渐变的,因为分界面镀层通常不会顷刻全部溶解,而是逐渐溶解,底材逐渐露出,阳极溶解电位以混合电位的形式呈现一定的变化规律,库仑测厚原理中所希望的电压急剧变化对多数镀层而言都不存在。随着科学技术的发展,新材料、新镀种不断出现,特别是一些合金镀层的应用,造成镀层间或镀层与基体在同一电解液中的电压变化很小,甚至镀层间与基体间可能存在复合结构区、过渡区,这些情况都是传统库仑测厚技术和其他无损测厚技术无法应对的。目前在工业应用中,大部分实验室都难以保证冬夏的恒温条件。环境温度变化导致阳极溶解电位变化,造成在冬季较低气温下无法测量某些镀层,或测量厚度值偏低,甚至开测即停,而在夏天气温较高时测量的厚度值偏大,有时镀层测量时甚至不能自动停机。当然,通过其他方法进行自动补偿可以解决上述部分问题,但是不能从根本上解决所有问题,而且会带来操作上的复杂性。因此,对于镀层间电位差较小,镀层与基体间测量电位较低,以及具有类似过渡层结构的镀层,传统的库仑测厚仪基本无法测量。问题的关键在于,传统的库仑测厚仪主要基于镀层被阳极溶解结束后电解池的电压会发生较大变化,而且是上升的变化,只关注测量起点和测量终点,对测量过程只是监视,不记录,更谈不上分析,缺乏技术功能的扩展。
3.2 电脑型库仑测厚仪的技术特点
电脑型库仑测厚仪不仅记录测量过程的起点和终点,而且记录测量的全过程。它既能更好地完成传统库仑测厚仪的全部功能,又在功能上有较大扩充,完全可以准确测量镀层间电位差较小和镀层与基体间测量电位较低的镀层的厚度。在具有过渡层的情况下,它可以通过数据处理得到纯镀层和过渡层的各分层厚度。即使因外界条件造成电位变化,通过记录的全过程数据都能很好解决。
由于是记录测量的全过程,实际也就是记录镀层材料的溶出曲线,因此从中可以得到很多有关镀层材料的信息。比如从电位的变化可以评价镀层的耐腐蚀性、镀层均匀性以及判断其他合金层或不同结构层的存在和位置。而这些信息恰恰是其他测厚技术(如X 射线荧光)所不能得到的。库仑测厚技术的主要缺点在于其破坏性。但正是这种阳极溶解的破坏,又可从中得到镀层内部结构信息。而这些又是其他技术得不到的。因此电脑型库仑测厚仪从传统的库仑测厚技术的缺点中发掘出优点。对于溶解结束电位下降的曲线,传统的库仑测厚仪是无法直接测量的。而电脑型库仑测厚仪完全解决了这一问题。特别是用于测量多层镍的STEP 方法[5],电脑型库仑测厚仪完全取代了X−Y 函数记录仪,不仅使用方便,而且可靠性和性价比高,测量数据的保存、调用、再分析等也非常方便。
采用计算机控制系统,其主要优点有:测量精度高,测量数据以图形显示,一目了然;可以实时动态显示电位变化曲线,便于观察是否有合金层或其他中间层;特别是可以详细分析多层镍等类似镀层的电位差值及厚度;能分辨不同成分的镀层,评价镀层的均匀性,进而判定镀液的状况、添加剂的性能等等;监视测量是否准确,详细分析测量数据,选择打印测量曲线和标准格式报告等功能。测量数据便于长期保存,并能方便输入到其他软件中进行处理;操作简便,无需再记忆测量代码等[6]。
3.3 电脑型库仑测厚仪的主要发展阶段
库仑测厚仪在我国研制生产可追溯到上世纪60年代。尽管仪器的基本测量原理没有变化,但是随着科技进步,特别是电子技术的发展,仪器也在不断更新。或许是因为仪器的基本原理貌似简单,研发者少有从其深入提高和扩展上下功夫,制造者也只是将功夫花在改变仪器外形上。例如国内某研究单位的专业仪器研发科室的本科毕业的电子、计算机人员,纷纷跳槽到其他单位或地区从事其他工作,很少人坚持库仑测厚仪的研发工作。
直到本世纪初,我国的加工制造业对产品质量检测要求的提高,希望获得检测种类多、快速、准确、方便、容易维护、价格又比较低廉的镀层厚度检测仪器。面对一些新镀层,包括新材料、合金镀层、复合镀层,传统的库仑测厚仪已经远不能满足要求。一些新材料镀层的测量转变电位很低,传统的测量方法很难分辨。合金电镀的镀层结构常有不均匀,特别是在工件表面形核时,其结构和化学成分往往与普通镀层不同,有些镀层在分界面也会形成合金层,都无法采用传统的库仑测厚仪测量。贵金属电镀层往往都很薄,以微英寸为单位计量(1 μm ≈ 39.37 μ″),采用传统的库仑测厚仪也很难准确测量。因而有些人认为库仑测厚仪根本无法适应现代生产的镀层厚度检测要求,只能使用进口的X 射线荧光测厚仪。实际情况却是,有太多的企业需要检测镀层厚度(监控生产或者验货),不仅要求准确、快速、简便,而且要求使用成本低,维护方便。国内的众多企业,特别是小企业,其实验室的条件较差,根本不能满足进口高档仪器的工作条件。高档的进口仪器不仅购买费用高,而且使用、维护费用高,如要求全天候恒温、恒湿,而X 光管组件因老化更换的费用达到几万元。为保证仪器正常使用,要求长期专人操作,这一点在许多小企业都难以保障。另外,由于对耐蚀性要求提高,许多产品都要求外表镀多层镍以及镍封、微孔铬(或微裂纹铬)。对此,不仅要求测量各分镀层的厚度,而且要求测量镀层间的电位差,作为评价镀层实际耐蚀性的基本指标。即使镀层厚度达标,但电位差不达标,产品的耐蚀性仍不能满足实际需要。通过库仑测厚仪能得到镀层电位差数据,而其他类型的测厚仪均无法完成,因为测量镀层电位差的标准就是依据库仑测厚仪原理来制定的。
随着市场需求和技术发展,本世纪初也有人开始考虑提高传统库仑测厚仪的技术,例如仪器采用液晶显示屏,可显示镀层汉字名称等其他测量信息。但是其技术目标显然有如下几点错误:(1)没有瞄准技术进步的实质问题;(2)提高了仪器的制造成本,但仪器的性能基本没有提升。随着计算机技术的快速发展,将传统的库仑测厚仪与现代计算机技术结合才是正确的技术路线,10年来的发展也完全证明了这一点。原因是:(1)现代计算机强大的软硬件功能使得开发出高性能库仑测厚仪软件相对容易;(2)计算机大屏幕显示使得电脑型库仑测厚仪具有良好的操作界面和体验;(3)在大幅度提高仪器性能的前提下,其研发制造费用较低,具有最好的性价比。如今,电脑智能测厚仪已大面积普及就是最好的证明。
10年来的技术发展可以分为几个阶段:
(1)2002−2004年,属于初级阶段,电脑智能测厚仪从发明到稳定,国内第一个电脑型库仑测厚仪专利诞生。电脑型库仑测厚仪一开始投入市场就立即呈现出独特的优势,并从硬件到软件逐步完善和稳定,生产企业也从最初的一家发展到多家。
(2)2005−2010年,是发展阶段。随着软件发展,以及硬件进一步完善、稳定,不仅满足常规测厚的功能,而且能适应一些扩展功能,如线材测量、手动设置、支持不同孔径测量头等。软件功能也不断完善和开始扩展,例如自动选择通讯端口,线材测量,任意选择大小测量头,无需标准片的仪器自检等功能。这6年内随着技术的发展,生产厂家不断增多。
(3)2011 至今,硬件功能综合化发展,软件则向智能化方向发展。已经有厂家成功地将可进行镀层孔隙率测量的硬件功能包含到电脑型库仑测厚仪硬件当中,相关增强软件正在完善。经过前一阶段的发展,仪器暴露出的一些技术问题亟待提高[7]。例如,由于外界因素引起的测量时截止电位的变化,不仅使测量不准确,而且上一层镀层的残余会影响下一层的测量,或是上一镀层的过度测量会导致下一镀层测量不准确;某些镀层测量结束时测量电位下降而不是通常的上升,因而需要人工停止测量;镀层因为界面合金层的存在导致无法准确测量等。虽然这些问题从一定程度上可以采用设置多测量挡位,人工观察仪器显示的测量电位变化,以及根据测量曲线人工判定测量阶段来解决,但这增加了人为的操作误差。特别是对于质量要求特别严格的企业,要求实现仪器统一的处理方法。实际工作中,中小企业经常需要采取灵活的工作方式,例如针对常见的单一镀层或复合镀层采取单机测量操作,暂不连接电脑。要保证测量结果准确,也要求仪器具有智能化以应对上述的复杂情况,因为测量中出现的异常状况是随机的。目前来看,软件的智能化在一些品牌的仪器上已经取得成功,能保证各种测量状态下准确的自动测量。
这里需要提及几个问题。目前电脑型库仑测厚仪大体有两种具体形式。一种是既可单机独立使用又可连接电脑操作使用的两用机型,另一种是要么只能单机使用,要么只能连接电脑操作的机型。两用机型的优点显而易见,不仅使用方便、灵活,而且在日常工作中很容易分辨故障问题。后者的维护容易出现麻烦,甚至要将配套电脑主机整体返厂维修。两用型仪器的技术标准高,要求厂家具有独立自主的研发能力。只能单一使用的仪器要么是老式仪器,要么是委托第三方开发仪器的软件和硬件,厂家缺少独立的技术能力。另外需要提醒的是:库仑测厚仪是一种计量器具,需要具备省市质量技术监督局颁发的4 个计量证书,才能保证测量结果被普遍认可,以及遵守国家计量法规。
3.410 年来电脑型库仑测厚仪取得的进步
(1)智能判定镀铬、镍、铜、锌层的测量终点,自动识别和排除环境温度和其他因素对测量的影响,保证测量准确且无残留。
(2)当铜上镀锡存在铜锡合金层时,实现了智能判定测量终点,保证镀锡层测量干净以及测量准确。
(3)无底铜多层镍(如摩托车货架)测量终点自动停机,无需人工干预。
(4)有底铜多层镍(如塑胶标牌电镀)测量智能停机,不溶解底铜,保证测量准确。很多情况下,当半光亮镍溶解结束到达底铜时,阳极溶解电位缓慢上升。若采用根据电位来判定测量终点的传统方法,会导致底铜被溶解掉或是底铜残留很多,测量结果误差较大。
(5)多层镍数据智能分析,方便、快捷、准确。
(6)专业的化学镀镍测量技术,为工艺提供重要的参考信息。
(7)可用于某些特殊镀层测量,例如钯、锌镍合金、真空镀铝、马口铁(镀锡)、可伐合金上镀镍磷合金、铸铁上的镀铜层等等。
(8)超薄金、超薄银层测量,且可选μm 或“迈”(即μ″)为测量单位。
(9)智能化线材测量,可用于直径(或边长)0.05~3.00 mm 线材的测量。
(10)仪器具有自检功能,无需标准片,极大方便了用户。
(11)独立或连接电脑两用,方便不同情况下使用,也极大便于操作者迅速判定仪器故障和仪器维修。
(12)仪器不断智能化,可自检仪器通讯端口是否正常,对常见问题给出准确的提示。
4 测量举例
4.1 超薄镀层的测量
采用库仑微电流技术,可实现超薄金(0.002 5 μm范围)的厚度测量,而其他测厚技术测量0.1 μm 镀金层时已经会产生较大的误差。
【范例1】 薄金 0.31 μ″(0.007 9 μm),如图1 所示。
【范例2】镀锌及钝化膜厚度连续测量,如图2 所示。

图1 某薄镀金层厚度的测量Figure 1 Measurement of a thin gold coating thickness
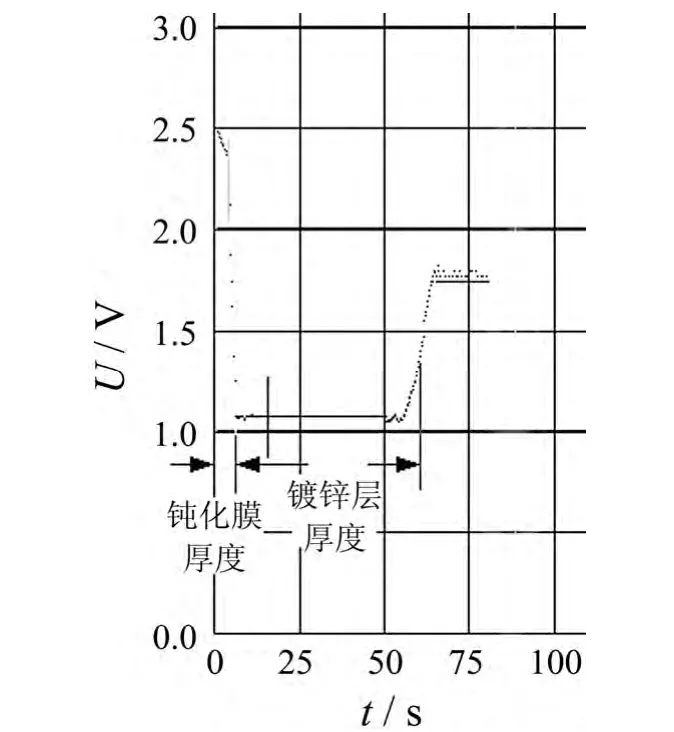
图2 镀锌及钝化膜厚度连续测量Figure 2 Continuous measurement of the thicknesses of zinc coating and the passivation film on it
4.2 镍磷合金镀层
根据测量曲线形状可判断含磷量范围,选择正确的测量档位进行准确测量,如图3 所示。
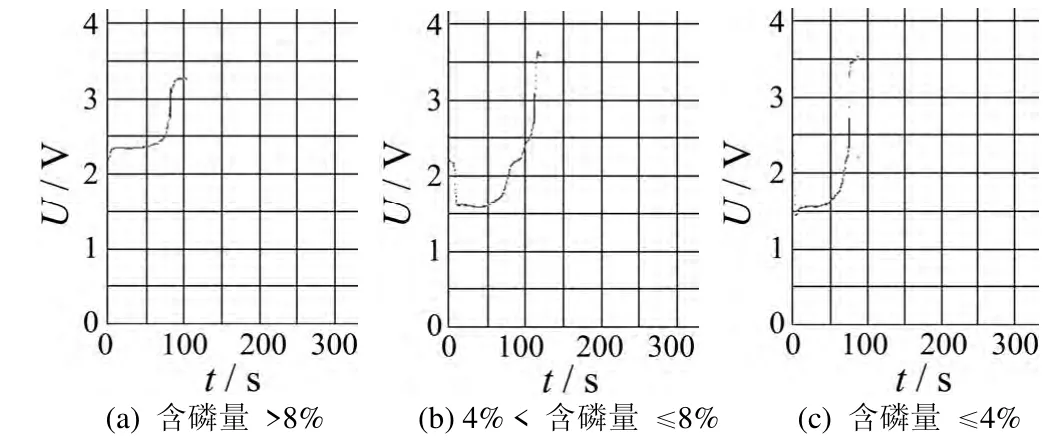
图3 不同含磷量的镍磷合金镀层厚度的典型测量曲线Figure 3 Typical measurement curves for Ni–P alloy coatings with different phosphorous contents
4.3 三层镍
库仑法测量多层镍时可以同时得到厚度和电位差值,如图4 所示。
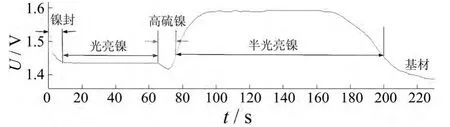
图4 三层镍的典型测量曲线Figure 4 Typical measurement curve for three-layer nickel coating system
4.4 含有合金镀层测量
马口铁厚度测量如图5 所示。

图5 典型的马口铁测量曲线Figure 5 Typical measurement curve for tinplate
马口铁就是电镀锡板,但与一般电镀件的主要区别在于,电镀之后要进行一道“软熔”工序,其目的是为了在纯锡和铁基材之间生成锡铁合金层,以增强镀层的耐腐蚀性。镀层的测量目标不仅要得到纯锡层厚度,而且要得到锡铁合金层厚度。
除了金相法和库仑法,目前无法用其他方法测量马口铁。图5 中清楚显示了纯锡及合金锡的分层结构与厚度。
4.5 制作标准曲线
用户可根据测量电位曲线观察镀层是否均匀,进而评价镀液或添加剂情况。
可根据具体情况制作各种标准镀层试样,然后测量厚度,将结果作为标准曲线保存。日后将测量结果与标准曲线对比,及时发现问题。通常可根据曲线形状、电位变化等分辨不同成分的镀层、镀液和添加剂的状况。
5 库仑测厚技术的发展展望
电脑型库仑测厚仪是传统库仑测厚技术的一次革命,在传统技术与现代计算机科学技术结合的基础上,有机地融入当前各学科最新的成果。库仑测厚技术将发展成为一门综合的镀层及材料分析技术。技术的发展永无止境,近期的技术发展可在下述两方面努力。
5.1 综合测试仪器
电脑型智能库仑测厚仪很容易将其他测量技术融入其中。例如引入改进的电图法测量镀层孔隙率,可比“蓝点法”更便捷地得到结果。以往测量镀层孔隙率的方法实际操作比较麻烦,且记录、分析、长期保存测量结果是很困难的事。增加一些装置和改进软件,仪器便比较容易成为一台恒电位仪或恒电流仪,能用于电化学参数的综合测量,例如可以测量电镀液的电导率、pH、阴极电流效率、分散能力、覆盖能力、整平能力、极化曲线、塔菲尔曲线等等。
5.2 电化学材料分析设备
由于电脑型智能库仑测厚仪可以测量镀层的溶出曲线,因而能够任意设定电流、电位阈值、电化学当量系数等参数,有目的地对材料进行分析。材料的成分和结构不同,其电化学溶出电位就不同。镀层的溶出曲线包含了大量的材料相关信息。多种材料信息复合在一起,需要采用其他信息处理方法来解析。例如采用目前流行的Matlab 软件中的小波分析,对采集信号进行滤波、分解,或利用Matlab 软件中的化学、物理、数学等工具箱中相应的工具对数据进行分析,实行反卷积等,从而得到与镀层性能有关的大量信息。
6 结语
科技为先导,市场是动力。随着科学技术的发展和市场的不断需求,库仑测厚技术也在不断进步。尽管市场不断提出新的需求,但要满足市场需求必须解决技术创新面临的诸多问题。特别是在传统技术的改造上,必须以科技为先导,不断尝试技术上的突破。
综上所述,库仑方法不仅在厚度测量方面是目前电镀行业性价比最好的仪器,而且在镀层性能测试、评价方面也是一种重要的方法。随着科学技术的进步,库仑技术还有很大的发展空间。
[1]全国金属与非金属覆盖层标准化技术委员会.覆盖层标准应用手册(下)[M].北京:中国标准出版社,1999.
[2]ISO 2177:2003 Metallic coatings—Measurement of coating thickness—Coulometric method by anodic dissolution [S].
[3]GB/T 4955–1997 金属覆盖层 覆盖层厚度测量 阳极溶解库仑法[S].
[4]ASTM B504-90(2002)Standard Test Method for Measurement of Thickness of Metallic Coatings by the Coulometric Method [S].
[5]ASTM B764-94 Standard Test Method for Simultaneous Thickness and Electrochemical Potential Determination of Individual Layers in Multilayer Nickel Deposit (STEP Test)[S].
[6]凌国伟.电脑型库仑测厚仪问答[J].材料保护,2005,38 (9):76-77.
[7]凌国伟,李光.库仑测厚仪使用中的一些问题和误区[J].电镀与涂饰,2014,33 (5):212-213.
猜你喜欢
铁道建筑技术(2021年3期)2021-07-21 08:29:54
地震研究(2021年1期)2021-04-13 01:04:46
舰船科学技术(2021年12期)2021-03-29 01:28:40
震灾防御技术(2019年3期)2019-06-02 08:25:14
电子测试(2018年18期)2018-11-14 02:31:08
商品与质量(2018年50期)2018-04-15 08:32:24
中国港湾建设(2017年11期)2017-12-19 12:27:09
中国地震(2015年1期)2015-11-08 11:11:18
化工管理(2015年9期)2015-03-23 11:39:44
计算物理(2014年1期)2014-03-11 17:01:03
