
提高鲜茧缫生丝抱合成绩的探讨
2014-11-17 01:23:32黄继伟于媛媛封宝山陶立全凌新龙林海涛
丝绸 2014年10期
黄继伟,于媛媛,封宝山,陶立全,凌新龙,林海涛,罗 文
(1.广西科技大学 生物与化学工程学院,广西柳州545006;2.中原工学院服装学院,郑州451191;3.国家茧丝绸产品质量监督检验中心(柳州),广西 柳州545006;4.柳州市产品质量监督检验所,广西 柳州545006;5.柳城县鹏鑫源茧丝绸有限公司,广西柳城545200)
鲜茧缫丝技术因具有生产成本低、副产品价值高等优点而受到业界的广泛关注。然而,乔铁军等[1]对鲜茧缫生丝与干茧缫生丝的抱合成绩进行了对比分析后发现,鲜茧缫生丝的平均抱合力较干茧缫生丝小,且稳定性差。生丝的抱合成绩是反映构成生丝的茧丝间相互胶着抱合的牢固程度,其好坏对丝织断头的多少有一定的影响,且抱合力稳定性差是致使丝织断头增多的主要原因[2]。因此,如何提高鲜茧缫生丝的抱合成绩是当前鲜茧缫丝技术推广过程中的重要问题之一。
通常,含胶率高的生丝,其抱合成绩也好[3-5]。然而,实验结果表明鲜茧缫生丝的含胶率大于干茧缫生丝,但其抱合力却小于干茧缫生丝[6]。这表明致使鲜茧缫生丝抱合成绩差的原因不是生丝的含胶率。另外,影响生丝抱合成绩的可能因素是形成生丝的茧丝抱合时茧丝丝胶的胶着温度、茧丝受到的挤压力等。丝胶的胶着温度高时,丝胶胶着力大,则生丝抱合成绩提高。茧丝受到的挤压力大时,茧丝在生丝中的结构紧密,则生丝抱合成绩提高。从缫丝生产的角度看[7-8],缫丝汤温度高,则生丝抱合时茧丝间丝胶的胶着温度就高,提高缫丝车速和增加丝鞘长度均可提高生丝抱合时茧丝受到的挤压力。基于此,本研究试图通过优化缫丝汤温度、丝鞘长度和缫丝车速等工艺参数,探讨提高鲜茧缫生丝的抱合成绩的措施。
1 实验
1.1 材料与仪器
鲜茧的收购与储藏:鲜茧由广西柳城县鹏鑫源茧丝绸有限公司于2013年6月在柳城县收购。鲜茧收购当天分拣、称重并分篮(装入茧量为篮筐容量的85%左右,鲜茧在篮内的形状为内凹形)存放在恒温冷库内冷藏(冷藏温度为-5~-8℃)。其中,实验缫丝用鲜茧在冷库中保存了17 d,根据实验需求的茧量,将鲜茧从冷库中取出后移送至实验室进行缫丝。工厂试缫实验所用鲜茧在冷库保存了24 d,根据实验需求的茧量,将鲜茧从冷库中取出后移送至缫丝车间进行缫丝。
实验设备与仪器:飞宇2000型自动缫丝机、飞宇118型复摇机、XJ402型试样煮茧器、XJ401型桑蚕茧自动缫丝测试仪(杭州纺织机械有限公司),HH-6数显恒温水浴锅(常州国华电器有限公司),XD5102T型电子天平、YB802N型八蓝恒温烘箱、Y871旦尼尔电子天平称、YG(B)021HL电子复丝强力机(温州大荣纺织仪器有限公司),Y731D型抱合力机(常州华纺纺织仪器有限公司),ZLB型恒温恒湿箱(广州美亦丰试验设备有限公司)。
1.2 实验方法
1.2.1 实验室缫丝
根据实验目的分别设置缫丝汤温度、缫丝车速和丝鞘长度等三个因素的实验条件。每一实验条件下,重复实验2次,具体操作步骤如下。
1)从冷库中取出鲜茧若干移送至实验室,然后进行手工选剥茧(全部茧量选剥完成约需3 h,此时冷冻的鲜茧已完全解冻),每次实验需鲜茧400粒。2)将选剥后所得的鲜茧放置到XJ402型试样煮茧器的真空渗透桶内,进行真空渗透(真空度0.093 MPa,水温30℃),但不进行煮茧。3)将真空渗透后的鲜茧置于XJ401型桑蚕茧自动缫丝测试仪进行缫丝实验,缫丝操作参照 J JG(纤检)09—2008《桑蚕茧自动缫丝测试仪检定规程》进行,所有实验操作由同一名缫丝检验员执行。4)实验过程中,分别记录落绪次数,吊糙次数,用于计算解舒率和万米吊糙指标[9]。5)缫丝所得生丝进行抱合力和含胶率的检验。
1.2.2 工厂试缫
工厂试缫在广西柳城县鹏鑫源茧丝绸有限公司的缫丝车间进行,缫丝机型为飞宇2000型自动缫丝机。1)缫丝工艺流程:鲜茧→选茧→冷藏(冷库冷藏,冷藏温度:-5~-8℃,冷藏时间:24 d)→真空渗透(真空度0.093MPa,水温30℃)→缫丝(索绪锅温度92℃,理绪锅温度43℃)→小平衡(真空度:0.090MPa,渗透次数:2次)→复摇整理→大丝片平衡(温度25℃,相对湿度75%,放置2~4 h)→打包入库。2)缫丝过程中,由1名质检员进行缫丝解舒率、万米吊糙、缫折等指标的测定[10-14]。3)所得生丝进行抱合力、拉伸性能、清洁、洁净、含胶率等项目的检验。
1.2.3 抱合力测定
按照GB/T 1798—2008《生丝试验方法》执行,每个实验条件每次实验所得生丝分别测定抱合力20次,并分别计算平均抱合力和抱合力变异系数。
1.2.4 生丝强伸性能测定
按照GB/T 1798—2008《生丝试验方法》中附录B的单根生丝断裂强度和断裂伸长率检验方法执行。
1.2.5 生丝含胶率的测定
按照GB/T 1798—2008《生丝试验方法》中附录C的生丝含胶率的检验方法执行。
1.2.6 生丝的清洁、洁净成绩测定
按照GB/T 1798—2008《生丝试验方法》的检验方法执行。
1.2.7 相应参照标准
GB/T 1798—2008《生丝试验方法》,GB/T 19113—2003《桑蚕鲜茧分级(干壳量法)》,GB/T 15268—2008《桑蚕鲜茧》,GB/T 9995—1997《纺织材料含水率和回潮率的测定烘箱干燥法》。
2 结果与讨论
2.1 实验室缫丝实验的结果与讨论
2.1.1 改变缫丝汤温度
设定缫丝车速为140 r/min,丝鞘长度8 cm,缫丝汤温度设置及缫丝成绩如表1所示。
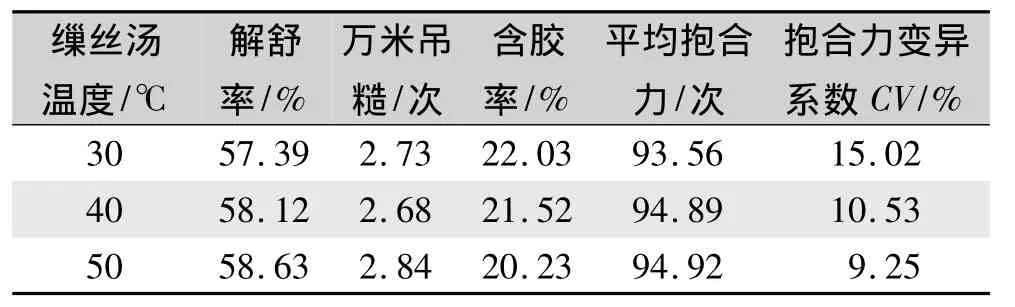
表1 改变缫丝汤温度的实验结果Tab.1 The experiment results after changing reeling water temperature
由表1可知,随着缫丝汤温度的提高,生丝的平均抱合力有所提高,生丝抱合力变异系数CV值明显下降。分析认为,鲜茧缫丝通常依靠索理绪工序进行蚕茧煮熟,其丝胶溶失少,膨润性差且不均匀;当提高缫丝汤温度后,丝胶的膨润性得到改善,生丝含胶率随着缫丝汤温度的增加而下降,可以说明丝胶膨润性得到了改善。同时,丝胶的膨润性的改善有利于生丝抱合时丝胶胶着分布均匀,致使生丝抱合力变异系数CV值明显下降。另外,丝胶胶着时丝胶温度较高,丝胶胶着结合力强,也使生丝的平均抱合力提高。
另一方面,随着缫丝汤温度的提高,解舒率提高,但万米吊糙的次数先减少后增加。分析认为,缫丝汤温度提高,降低了解舒张力,解舒率提高,但当缫丝汤温度增加到一定程度时(本实验为50℃)也有增加绵条颣的可能,致使万米吊糙次数增加。
2.1.2 改变缫丝车速
设定缫丝汤温度40℃,丝鞘长度8 cm,缫丝车速设置及缫丝成绩如表2所示。
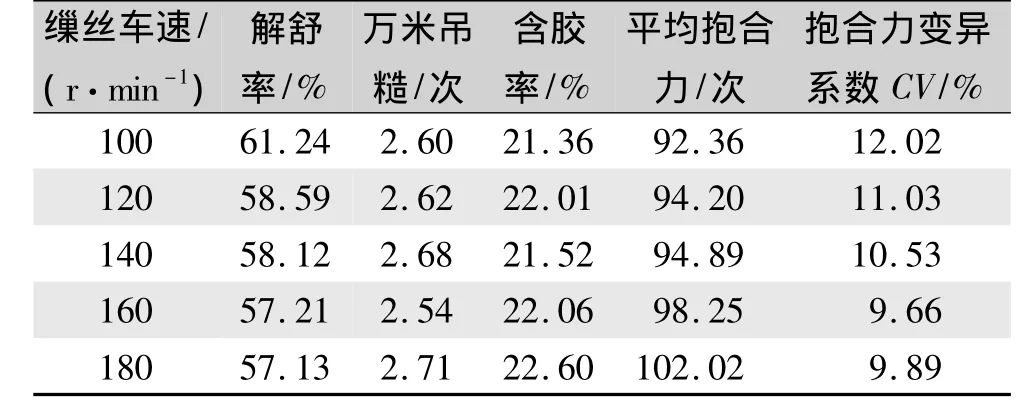
表2 改变缫丝车速的实验结果Tab.2 The experiment results after changing the reeling velocity
由表2可知,随着缫丝车速的增加,生丝平均抱合力增加,抱合力变异系数CV值下降,特别是车速达到160 r/min时,生丝平均抱合力增加明显。分析认为,缫丝车速增加,生丝抱合时茧丝间受到的挤压力增加,使得生丝抱合紧密,生丝抱合力增加。同时,随着缫丝车速的提高,解舒率下降,这是由于缫丝张力增加的缘故导致。本实验中万米吊糙和含胶率两个指标未表现出明显的规律性。另一方面,因缫丝车速的设置与蚕茧茧质(茧丝长、茧丝纤度、解舒丝厂等)有关,实际应用中,需要根据蚕茧茧质的实际情况进行合理优化。
2.1.3 改变丝鞘长度
设定缫丝车速为140 r/min,缫丝汤温度40℃,丝鞘长度的设置及缫丝成绩如表3所示。

表3 改变丝鞘长度的实验结果Tab.3 The experiment results after changing the croisure length
由表3可知,随着丝鞘长度的增加,生丝平均抱合力有所增加,抱合力变异系数CV值下降。分析认为,丝鞘长度增加,致使茧丝抱合成生丝时所经历的加捻数增多,生丝的抱合成绩提高。同时,因生丝加捻过程中,发生的丝条搓滚作用,使得丝条抱合均匀,则抱合力变异系数CV值下降。另一方面,随着丝鞘长度的增加,缫丝解舒率有所下降,这与丝鞘长度增加致使丝条上的张力增加有关。本实验中万米吊糙和含胶率两个指标未表现出明显的规律性。
2.2 工厂试缫实验的结果与讨论
基于实验室缫丝实验与分析,笔者针对上述因素的几种组合方案进行了工厂试缫实验。方案I:缫丝汤温度30℃,丝鞘长度8 cm,缫丝车速140 r/min。方案II:缫丝汤温度40℃,丝鞘长度10 cm,缫丝车速160 r/min。方案 III:缫丝汤温度40℃,丝鞘长度12 cm,缫丝车速180 r/min。实验结果如表4所示。
从表4可知,平均生丝抱合力和抱合力变异系数最好的是方案III,但是方案III的解舒率最差,万米吊糙次数较方案I多,较方案II少,这一结果与实验室缫丝实验的结果基本吻合。另外,方案III的生丝断裂强度相对较大,断裂伸长率相对较小。分析认为,缫丝车速高、丝鞘长度长时,丝条上的张力较大所致。生丝清洁、洁净成绩、含胶率表现出明显的差异性。
综上所述,通过提高缫丝汤温度、提高缫丝车速及增加丝鞘长度的办法可以改善鲜茧缫丝的抱合力成绩。但是,在选择较高的缫丝汤温度、缫丝车速和丝鞘长度较大时,应兼顾解舒率、万米吊糙、生丝强伸力的变化情况,实际缫丝时需要注意优化。

表4 工厂试缫实验缫丝成绩Tab.4 The experiment results ofsilk reeling carried out in factory
3 结论
1)提高缫丝汤温度可以改善鲜茧缫生丝的抱合力成绩,但缫丝汤温度增高至一定值后,万米吊糙增多。因此,在通过增加缫丝汤温度来改变鲜茧缫生丝抱合成绩时,应注意选择合适的范围。本实验的结果表明,鲜茧缫丝的缫丝汤温度设置为40℃左右较为合适。2)提高缫丝车速也可以改善鲜茧缫生丝的抱合力成绩,但缫丝车速增加后,生丝的强度增加,伸长率减小,过大的缫丝车速势必影响生丝的拉伸性能,致使丝条发硬,手感变差。另一方面,缫丝车速的设置应与蚕茧茧质(茧丝厂、茧丝纤度、解舒丝长、解舒率、添绪效率)相适应。3)通过提高丝鞘长度同样可以改善鲜茧缫生丝的抱合力成绩,但是丝鞘长度增加,致使丝条上张力增加,缫丝故障增多,解舒率下降,并且也影响生丝拉伸性能。因此,鲜茧自动缫丝时,丝鞘长度设置为10~12 cm较为适宜。
[1]乔铁军,王仑,张秀琍,等.干茧丝与鲜茧丝抱合指标的差异性实验与分析[J].丝绸,2009(10):32-33.QIAO Tiejun,WANG Lun,ZHANG Xiuli,etal.The cohesive force difference experiment and analysis between drying-cocoonsilk and fresh-cocoonsilk[J].Journal of Silk,2009(10):32-33.
[2]梁进,王林细,楼锡仑.生丝抱合力检验与丝织工程关系的探讨[J].丝绸,1995(10):24-25.LIANG Jin,WANG Linxi,LOU Xilun.On the relation between rawsilk cohesion test andsilk-weaving engineering[J].Journal of Silk,1995(10):24-25.
[3]陈涛,李奕仁.关于影响生丝抱合力因素的分析[J].中国蚕业,2003,24(4):95-97.CHEN Tao,LIYiren.Analysis of influencing factors about rawsilk cohesion[J].China Sericulture,2003,24(4):95-97.
[4]钱镇海.生丝抱合成绩的影响因素分析及其对策[J].国外丝绸,2004(2):1-4.QIAN Zhenhai.Influencing factor analysis and countermeasure about the cohesive force ofsilk[J].Silk Textile Technology Overseas,2004(2):1-4.
[5]刘永德,马纪爱,姬秀娟.对泰安生丝抱合次数的检验和分析[J].丝绸,2002(12):14-16.LIU Yongde,MA Jiai,JIXiujuan.Experiment and analysis on the cohesive force of Tai'ansilk[J].Journal of Silk,2002(12):14-16.
[6]黄继伟,洪基武,林海涛,等.鲜茧缫生丝与干茧缫生丝的性能对比[J].丝绸,2013,50(11):28-32.HUANG Jiwei,HONG Jiwu,LIN Haitao,etal.Contrast on properties of the fresh cocoonsilk and the dried cocoonsilk[J].Journal of Silk,2013,50(11):28-32.
[7]龚求娣.浅谈工艺条件对生丝抱合和强力的影响[J].丝绸,2006(9):27-30.GONG Qiudi.Shallow talk about the influence of process conditions on rawsilk cohesion and breakingstrength[J].Journal of Silk,2006(9):27-30.
[8]章开泰.制丝工艺过程中提高生丝抱合成绩之我见[J].丝绸,1996(2):40-42.ZHANG Kaitai.How to improve rawsilk cohesion insilk reeling[J].Journal of Silk,1996(2):40-42.
[9]苏州丝绸工学院,浙江丝绸工学院.制丝学[M].第2版.北京:中国纺织出版社,1993:6.Suzhou Silk Institute of Technology,Zhejiang Silk Institute of Technology.Silk Making Science[M].2nd ed.Beijing:China Textile & Apparel Press,1993:6.
[10]徐作耀,孙锦华.飞宇系列自动缫丝机缫丝工艺检查和测定(1)[J].丝绸,2009(8):52-54.XU Zuoyao,SUN Jinhua.Silk reeling process inspection and determination of feiyu automatic filaturemachineseries(1)[J].Journal of Silk,2009(8):52-54.
[11]徐作耀,孙锦华.飞宇系列自动缫丝机缫丝工艺检查和测定(2)[J].丝绸,2009(9):55-56.XU Zuoyao,SUN Jinhua.Silk reeling process inspection and determination of feiyu automatic filaturemachineseries(2)[J].Journal of Silk,2009(9):55-56.
[12]徐作耀,孙锦华.飞宇系列自动缫丝机缫丝工艺检查和测定(3)[J].丝绸,2009(10):53-55.XU Zuoyao,SUN Jinhua.Silk reeling process inspection and determination of feiyu automatic filature machineseries(3)[J].Journal of Silk,2009(10):53-55.
[13]徐作耀,孙锦华.飞宇系列自动缫丝机缫丝工艺检查和测定(4)[J].丝绸,2009(11):52-54.XU Zuoyao,SUN Jinhua.Silk reeling process inspection and determination of feiyu automatic filature machineseries(4)[J].Journal of Silk,2009(11):52-54.
[14]张善才,彭玉昌,杨兴华.自动缫丝生产中解舒率实测方法的研究[J].丝绸,2000(2):10-19.ZHANG Shancai, PENG Yuchang, YANG Xinghua.Researches on insitu test of unwinding ratio in automaticsilk reeling[J].Journal of Silk,2000(2):10-19.
猜你喜欢
四川蚕业(2020年4期)2020-02-10 06:14:42
丝绸(2017年7期)2017-07-31 17:10:14
蚕桑通报(2016年4期)2016-07-18 11:38:35
儿童故事画报(2016年6期)2016-07-14 03:50:09
蚕桑通报(2015年1期)2015-12-23 10:14:31
丝绸(2015年3期)2015-05-09 02:15:15
蚕桑通报(2014年2期)2014-03-25 12:14:53
丝绸(2014年7期)2014-02-28 14:55:26
丝绸(2014年4期)2014-02-28 14:55:02
农家顾问(2007年8期)2007-10-18 10:02:58
