聚马来酸酐抗皱整理工艺研究
2014-11-09 01:22王海东郝凤岭
吉林化工学院学报 2014年5期
王海东,丁 斌,郝凤岭,关 昶,李 祥,刘 群
(吉林化工学院化工与生物技术学院,吉林吉林132022)
纯棉织物具有天然纤维的舒适、透气、手感柔软等优点,但也存在着易起皱,洗涤后需熨烫等不足[1].由于经N-羟甲基类抗皱整理剂处理的织物在穿着过程中会分解或释放出甲醛,危害人们的身体健康,绿色、无害、无甲醛抗皱整理剂和整理工艺的研究和发展成为必然趋势[2-3].无甲醛的整理剂有很多种,效果较好的当属多元羧酸类,如丁烷四羧酸(BTCA)、柠檬酸(CA)、马来酸酐(MA)以及其他的不饱和羧酸的共聚物等[4-6].而相比之下,聚马来酸酐抗皱整理剂的原料成本较低,分子量和分子链上的羧基数量可以调节和控制[5],具有一定的产业化发展的优势.
本文以自制的聚马来酸酐(PMA)为抗皱整理剂,对纯棉织物进行了抗皱整理,以折皱回复角和白度为测试指标,通过单因素探索试验和正交优化试验,确定最佳的抗皱整理工艺相关参数.
1 实 验
1.1 实验材料和仪器
织物材料:纯棉斜纹布(20×16/130×70)
化学药品:多元羧酸类聚马来酸酐抗皱整理剂,自制;次亚磷酸钠(SHP):AR,含量≥99.0%,天津市瑞金特化学品有限公司.
主要仪器:HH-S数显恒温水浴锅:金坛市正基有限公司;JA5002电子天平:上海精天电子仪器有限公司;MU-504型台式小轧车(轧染机):北京纺织机械器材;DHG-9108A焙烘箱:上海精密仪器仪表有限公司;WBS-Ι型白度仪:上海昕瑞仪器仪表有限公司;YG541D全自动数字式织物折皱弹性仪:温州方圆仪器有限公司.
1.2 整理工艺及配方
整理液处方:聚马来酸酐80~160 g·L-1;次亚磷酸钠30 ~50 g·L-1.
整理工艺:浸轧整理液(三浸三轧,浸渍温度50℃,每次浸渍10 min,轧液率80~90%)→预烘(80℃,10 min)→焙烘(160~200℃,4~8 min)→成品.
1.3 整理织物性能测试
(1)折皱回复角测试:参照GB/T3819—1997《纺织品织物折痕回复性的测定 回复角法》,选取正面试样经向和纬向各5个,测算取平均值,折皱回复角(WRA)为织物经向和纬向折皱回复角之和.
(2)白度测试:参照 GB/T8424.2-2001《纺织品色牢度试验相对白度的仪器评定方法》标准,用WBS-Ι白度测试仪平行测试3次,取平均值.
2 结果与讨论
2.1 单因素试验
抗皱整理工艺中主要的影响因素有整理剂浓度、催化剂浓度、焙烘温度、焙烘时间.而整理剂的浓度直接影响了与纤维上的羟基反应的酸酐数量,催化剂浓度、焙烘温度和焙烘时间则为整理剂与纤维的反应提供了必要条件,并决定了反应的程度和抗皱整理的效果,故本研究中选取了这四个因素作为研究对象.按照1.2中的整理工艺及配方进行试验,再根据1.3中所述及的方法测定折皱回复角.
2.1.1 PMA浓度对棉织物折皱回复角的影响
由图1知,整理液中不同浓度的PMA对棉织物整理后的折皱回复角的影响不同.随着PMA浓度的增加,回复角增大,当PMA浓度为120 g·L-1时,织物的回复角达到最大.之后,再继续增加PMA的浓度,回复角不再有明显的增加,而是出现了缓慢的下降,这可能有两方面的原因:一是,纤维素中裸露的羟基与PMA的反应达到了一定程度,几近完全,而又由于聚合物的引入使纤维硬挺,这一点可以从织物的手感上得以判断;二是,由于大量PMA的分子链进入纤维内部受阻,导致不能与纤维内部的羟基进一步反应,所以回复角不能再有所增大.
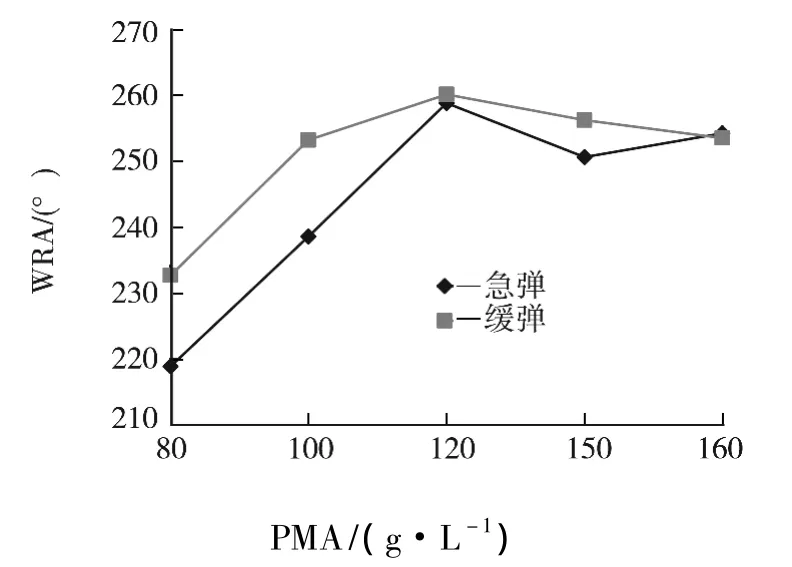
图1 PMA浓度对棉织物折皱回复角的影响
2.1.2 SHP浓度对棉织物折皱回复角的影响
SHP是整理剂与纤维大分子共价交联时的催化剂.由图2可以看出:在适当范围,增加SHP的浓度,织物的回复角增大,这是SHP加速整理剂与纤维素大分子共价交联反应的结果,SHP的浓度40 g·L-1时,回复角趋于平稳,而继续增加催化剂SHP的浓度对回复角影响不大,因此SHP的浓度控制在40 g·L-1左右为宜.

图2 SHP浓度对棉织物折皱回复角的影响
2.1.3 焙烘时间对棉织物折皱回复角的影响
由图3可知,折皱回复角随焙烘时间的延长角度呈增大的趋势,但当时间达到超过6 min时,回复角无显著变化,此外,长时间的高温焙烘,不利于纤维强度的保持,故焙烘的时间控制在6 min左右为宜.

图3 焙烘时间对棉织物折皱回复角的影响
2.1.4 焙烘温度对棉织物折皱回复角的影响
由图4可知,随着焙烘温度的升高,织物的回复角增大.这可能是高温条件下,一方面会使纤维素中已形成氢键的羟基裸露,另一方面则为PMA与羟基的反应提供了能量,增加了分子碰撞几率,进而提高了PMA与纤维素的酯化交联反应程度,使回复角增大.但是,高温势必破坏纤维的结构,使得织物的断裂强度下降.从抗皱效果来看,焙烘温度应选择为190℃.此外,也应综合考虑焙烘温度和焙烘时间的关系,焙烘温度较高时则焙烘时间较短,焙烘温度较低时则焙烘时间较长.

图4 焙烘温度对棉织物折皱回复角的影响
2.2 正交试验
2.2.1 正交试验设计
选择PMA浓度(A),SHP浓度(B),焙烘时间(C)和焙烘温度(D)4个因素,每因素3水平,即安排设计L9(34)正交试验,见表1.
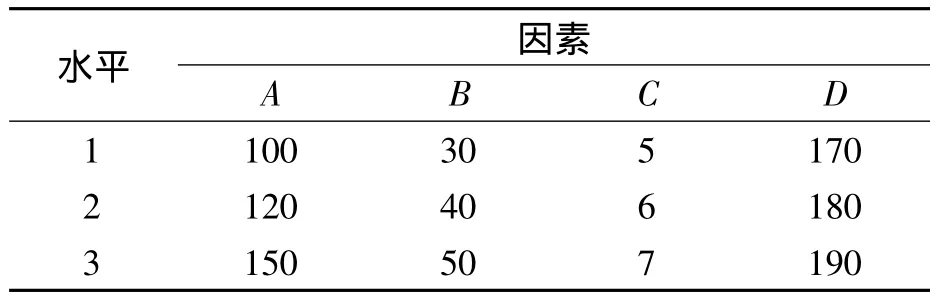
表1 正交试验因素水平表
2.2.2 正交试验分析
按表2进行正交试验,以回复角和白度为试验指标,极差分析结果见表2,试验的极差数据分析表明,4个因素对急弹、缓弹、白度的影响顺序分别为:C>B>D>A、C>B>A >D、C>D >A>B,从数据结果看,织物的白度在39.8% ~44.3%之间,与空白织物试样白度71.7%相比差距很大.从抗皱效果看,主要考虑指标为急弹和缓弹,优化整理工艺为:A2B1C3D1,即 PMA浓度120 g·L-1,SHP 浓度30 g·L-1,焙烘时间7 min,焙烘温度170℃.

表2 正交试验结果分析表
3 结 论
(1)通过单因素试验和正交试验对棉织物进行抗皱整理,确定了最佳整理工艺参数:PMA浓度120 g·L-1,SHP 浓度 30 g·L-1,焙烘时间7 min,焙烘温度170℃.
(2)用聚马来酸酐整理的棉织物白度明显下降,所以不宜应用于浅色织物.
[1] 高冬梅,宋晓秋,李宏涛.棉织物的多元羧酸抗皱整理[J].印染,2005(5):7-8.
[2] 李祥,丁斌,郝凤岭,等.双三羟甲基丙烷磷酸酯盐抗静电剂在涤纶织物上的应用研究[J].吉林化工学院学报,2012,29(11):56-58.
[3] 任春莲,张建波,王炳,等.聚马来酸和聚马来酸酐的合成及抗皱整理[J].印染,2007(16):23-26.
[4] 赵建平,王祥荣.聚马来酸对Newcell织物的抗皱整理研究[J].印染助剂,2005,22(4):5-7.
[5] 陈明珍,陆必泰.聚马来酸防皱整理剂的合成与应用[J].印染助剂,2001,18(3):12-14.
[6] 赵敏,周翔.PMA的合成及其在棉织物防皱整理中的应用[J].纺织科学研究,2005(1):16-20.
猜你喜欢
国际纺织导报(2021年12期)2021-03-30
环球时报(2020-09-11)2020-09-11
染整技术(2019年11期)2019-12-27
教育周报·教研版(2019年21期)2019-09-10
阅读与作文(英语高中版)(2019年12期)2019-09-10
浙江理工大学学报(自然科学版)(2018年4期)2018-07-11
纺织学报(2016年11期)2016-05-17
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
丝绸(2014年12期)2014-02-28
丝绸(2014年4期)2014-02-28