
激光跟踪仪在检测连铸机安装精度中的应用
2014-11-06 06:16沈祥开
冶金设备 2014年1期
沈祥开 向 阳
(中冶连铸技术工程有限责任公司项目管理部 湖北武汉 430073)
1 概述
随着冶金工艺技术及冶金设备的精度的不断提高,对冶金设备的安装精度也提出了更高的要求,尤其在连铸工艺阶段,连铸机安装的精密程度,不仅关乎到漏钢事故安全,还关系到设备的最佳运行及出坯质量。目前,连铸机的安装普遍采用传统的方式进行设备的安装精度测量—传统光学仪器标定中心线及基准点,通过吊钢线、拉卷尺、千分尺、水准仪进行安装测量。
近年来,出现了运用全站仪取代传统方式进行设备安装精度的测量,该方法测量效率高、精度高、且仪器在场地空间可灵活地架设。但此方法需要采集大量数据并进行人工分析,测量时还需专用的工装器具进行过渡,整个测量过程需多个工作日完成,虽然较传统方式有较大的改善,但在效率、精度、测量报告的可靠程度等方面仍存在多项不如人意之处,需要进一步改进完善。便携式三坐标测量机—激光跟踪仪正好在这些方面较好地解决了这些不足,但在连铸机安装专业技术领域的应用尚无报道。为了提升连铸机的安装质量,结合连铸机的安装精度要求,笔者尝试运用激光跟踪仪对连铸机的安装精度进行检测。
由θ的先验分布可知显然关于{Wt,t≥0}是鞅,关于{Bt,t≥0}。且在T有界时,依据等距[14]可知是平方可积鞅,有同理,是平方可积鞅,且由文献[15]及大数定律可得
2 典型连铸机的安装精度要求及目前检测方法的现状
2.1 典型连铸机的安装精度要求
如图1所示,为典型大方坯/异型坯的安装精度检测部位图。检测部位包括,液压振动安装标高面,扇形段各安装轴轴心。
标高精度要求≤±0.5mm;中心线精度最高要求≤±0.5 mm;水平度精度最高要求≤0.1mm/1000mm[1]。
将光靶反射球直接稳定接触连铸机被测部位即可进行检测,但连铸机安装永久基准点(“样冲”点)的检测无法用光靶反射球进行直接检测,这是因为一方面1.5英寸的反射球、甚至0.5英寸的反射球均无法准确定位到小于0.5 mm的“样冲”点上,另一方面手持反射球因人为的微量抖动更无法精准地检测到基准点。所以,如何找到精确的方法检测到这些基准点,成为激光跟踪仪测量系统发挥其优势的首要瓶颈。
2.2 目前检测方法的现状
利用一种激光跟踪仪检测基准点的工装基座,可解决有效检测永久基准点(“样冲”点)的难题,该工装基座填补了激光跟踪仪有效精确检测基准点(“样冲”点)的技术空白,目前笔者已同时申请了发明专利(专利号:201310636713.2)和实用新型专利(专利号:201320783541.7)。
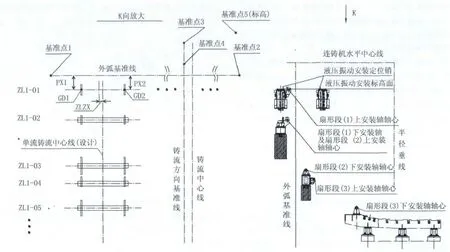
图1 典型大方坯/异型坯的安装精度检测部位
首先建立三维空间坐标系:检测外弧基准线的两基准点、铸流中心线偏移线的基准点、标高基准点,使用激光跟踪仪本身的电子水平仪建立大地水平面,并以此水平面及标高基准点建立xy平面,其中检测的外弧基准线为x轴,外弧基准线与铸流中心线的交点为坐标系原点,过坐标系原点且垂直于xy平面的轴线即为z轴,过坐标系原点且垂直于x轴的轴线即为y轴。这样建立的三维空间坐标系与设计图纸的坐标系一致,便于后续评价及数据分析。坐标系建立及实测图示如图4所示。
激光跟踪仪能在-10℃至+40℃的温度范围内工作,测量直径可达320m,测量精度为7.5μm+3μm/m,即在直径为30m的测量范围内,测量精度在0.055mm以内。激光跟踪仪从技术指标上完全可以满足需求。
3 激光跟踪仪的检测原理及方法和精度
3.1 检测原理
灾害的发生是由致灾因子的危险性、孕灾环境的敏感性和承灾体的易损性决定的[9]。其中,致灾因子和孕灾环境的存在是客观的、自然的,而承灾体不同,人为因素会起到一定的作用。具体到雷电灾害,致灾因子是雷电本身,孕灾环境是地形、地貌及土壤等,承灾体是人员和物体。
光靶反射球按外径尺寸来分,有0.5英寸、0.75英寸、1.5英寸及3.5英寸等几种,其中直径1.5英寸的空心球应用最为广泛[4],1.5英寸反射球如图3所示。

图2 Leica AT401激光跟踪仪

图31.5英寸光靶反射球
3.2 检测方法
他们即将结婚。我们还听说艾米丽小姐去过首饰店,订购了一套银质男人盥洗用具,每件上面刻着‘荷·伯’。两天之后人家又告诉我们她买了全套男人服装,包括睡衣在内,因此我们说:“他们已经结婚了。”[1]281-282
传统检测方法:以主轴线上之中心线点使用悬挂垂球线加千分尺或钢板尺进行检测,此方法会产生诸多误差,如架线板投点、标注、架线板震动、挂线偏差、垂点偏差、量计误差等等,要想达到高精度的安装标准难度很大[2]。
3.3 检测精度
在粒子群算法中,由粒子的速度更新式(18)可知,惯性权重ω决定了粒子对当前速度的继承程度。如果惯性权重ω取值较小,则对当前速度继承程度较小,粒子的局部搜索能力强,但是容易陷入局部最优;若惯性权重取值较大,则对当前速度继承程度较大,粒子的全局搜索能力强,但是不利于算法局部的寻优能力。所以对于惯性权重ω的最佳的选取是前期取较大值,保证粒子有较强的全局搜索能力,后期为了能够利于粒子的精细搜索,惯性权重ω取较小值。为此,改进惯性权重ω为自适应惯性权重,如式(20)所示:
4 运用激光跟踪仪实际检测连铸机的安装精度
4.1 检测方案
全站仪极坐标检测方法:此方法可以在任意一个可观测到测点的位置对测点直接进行实测,利用极径和极角(距离、坐标方位角)计算出测点的坐标值,以实测值和设计值进行对照,即可计算出偏差值进行改正或确认[2]。采用全站仪建立极坐标系统快速、操作简便,克服了经纬仪系统由于场地狭小而设站困难和交会图形条件差的缺陷,且测量精度均匀[2]。但此方法在效率上仍存在不足。
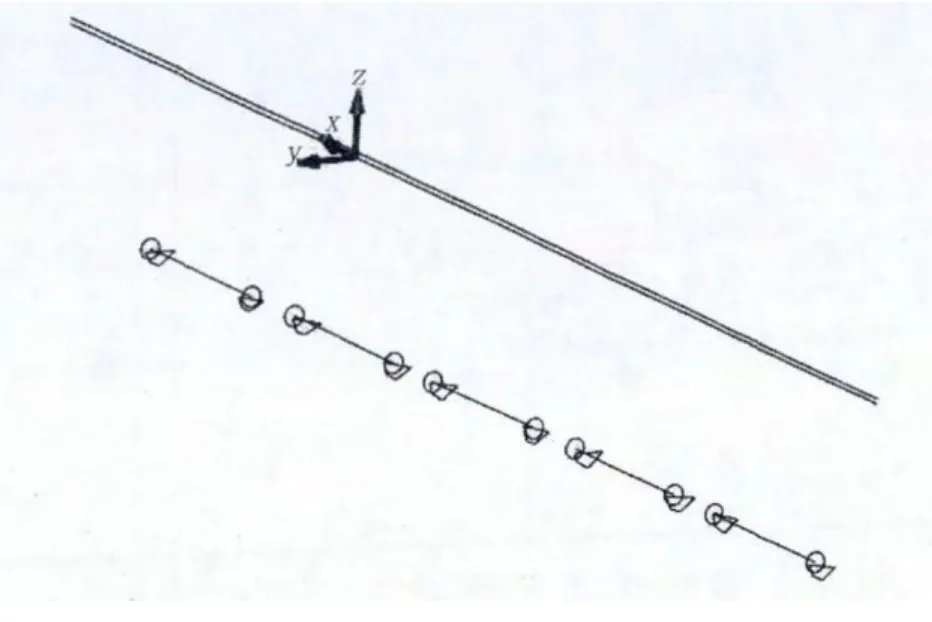
图4 坐标系建立及实测图示
然后根据检测部位特性,灵活运用不同规格的光靶反射球进行检测;必要时,因激光跟踪仪的光路遮挡,可通过转站实现全方位精密检测。
激光跟踪仪通过内制激光干涉器、红外激光发射器、光靶反射球来测量长度,通过光栅编码器测量水平和俯仰角度,实现三维大体积现场测量。跟踪仪本身具有一个机身坐标系,同时,还可以很方便地用多种方法来确定设立坐标系,或根据零件和工装夹具的定位孔或基准来设立测量坐标系。实现零件及工装夹具的各个定位平面,定位销,定位孔等的空间定位。通过软件进行数据的实时监控和位置调整,针对于测量过程中的一些特征的测量,配置附件辅助实现测量[3]。Leica AT401激光跟踪仪如图2所示。
4.2 检测数据
在专业安装单位的初次精密安装后,运用激光跟踪仪进行检测,数据显示大部分实测值与设计要求值的超差基本上均小于1mm,其部分测量数据见表1。经过分析,这些数据的超差范围正好反映了安装单位所使用的传统测量器具(钢卷尺、吊线坠、普通水准仪)的分辨率和精度误差。

表1 典型大方坯/异型坯安装精度测量值
4.3 检测效率
在液压振动安装标高面及定位销的实际检测过程中,架设一次仪器,即可将永久基准点、安装标高面及定位销检测完毕。在熟练程度下,对于五流连铸机总耗时3小时内,就能完成检测、评价、出具报告的全部工作。在扇形段各安装轴轴心的实际检测过程中,架设两次仪器,即可检测完毕。在熟练程度下,对于五流连铸机能在1个工作日内完成检测、评价、出具报告的全部工作。
而采用较为先进的检测方法—全站仪极坐标法采用极坐标法须用2天的时间才能完成3台连铸机四流的测量任务,并且在检测过程中设计加工了专用辅助工装[2],通过使用专用辅助工装才能顺利完成检测工作。相比较,运用激光跟踪仪进行检测不论在检测时间上,还是在检测便捷程度上,都使效率得到了显著提升。
孤独,是精神的困境,是曹文轩着力书写的一种成长感受。每个人的成长都是孤独的,他人的陪伴总是暂时的,孤独才是生命的常态,面对生活的磨难,面对成长的挫折,面对一切难以言说的复杂感受,成长中的少年必须自己去面对,自己去体悟,自己去选择。他人的帮助只能起到鼓励和引导的作用,整个过程却只能由少年独自去完成。当杜小康想家,想得哇哇大哭时,父亲只能用大手安抚儿子的头,给他一个继续读书的承诺。他们根本不可能回避孤独。“这样反而好了。时间一久,再面对天空中的一片浮云,再面对这浩浩荡荡的芦苇,再面对这一缕炊烟,就不会再忽然地恐慌起来。”就这样慢慢适应孤独,直到最后慢慢享受孤独。
5 结论
综上对比及分析可以看出,不论从检测精度还是从检测效率上,激光跟踪仪结合专业的测量工装进行测量完全可满足连铸机安装精度检测的需求。激光跟踪仪检测精度高、检测速度快,应用激光跟踪仪进行连铸机的安装精度检测是今后高技术、高质量冶金领域的发展趋势。
[1]冶金工业部第十一、十三、十七冶金建设公司.YB9244-1992冶金机械设备安装工程质量检验评定标准炼钢设备.中华人民共和国行业标准.北京:冶金工业出版社,1993.
[2]降晓军,吴广成.全站仪极坐标法在连铸机安装中的运用[J].科技情报开发与经济,2007(30).
[3]李芳红,马文莉.空间测量激光跟踪仪在炼钢工艺检测中的应用[J].现代制造技术与装备,2007(5).
[4]于成浩,柯明,赵振堂.提高激光跟踪仪测量精度的措施[J].测绘科学,2007(2).
猜你喜欢
科学技术创新(2022年11期)2022-04-20
华中建筑(2022年4期)2022-04-14
电脑报(2021年24期)2021-10-15
电脑报(2021年25期)2021-08-27
电脑报(2021年21期)2021-08-19
电脑报(2021年22期)2021-07-25
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
山东工业技术(2017年24期)2017-12-29
