莱竹纤维的可纺性研究及其混纺纱产品的开发
2014-10-20 07:30赵博
浙江纺织服装职业技术学院学报 2014年3期
赵 博
莱竹纤维是一种新型功能型纤维,它采用Lycoell纤维生产工艺研制生产的竹纤维素纤维,加工过程中无任何化学反应,无废水废气排除,产品不含任何对人体有害的化学残留物,产品使用后的废弃物也可以自然降解,它不仅集天然纤维良好的吸湿透气和合成纤维强力大等优良特性于一身,而且具有天然的杀菌、抗菌、抑菌、防霉、保健、抗紫外线性和舒适性等特点,这是一种绿色环保纤维。Modal纤维是一种新型绿色环保纤维,含杂质很少,长度长,细度细,整齐度好,其湿强较高,它包融天然纤维和人造纤维的长处。
为了增强企业的竞争力,开发满足市场需求的新产品,优化产品结构,提高产品档次,通过深入分析莱竹纤维的性能特点,我们开发和研制了莱竹纤维混纺纱产品,该产品综合了三种纤维的优点,能够优势互补,取长补短,产品性能良好。本研究结合生产实践,对影响混纺纱质量的因素进行了试验和分析,为提高莱竹纤维和Modal纤维及棉纤维混纺纱的质量提供了参考依据。
1 纤维性能、纱线规格及工艺流程
1.1 原料性能
莱竹纤维具有吸湿透气、容易染色、强力大和触感舒适等特点,纤维表面轴向光滑,径向圆润,具有丝绸的光泽。其性能测试结果见表1。

表1 莱竹纤维的主要物理性能
Modal纤维细度1.4dtex,长度38mm,回潮率10.4%,干伸长率14.12%,湿伸长率14.89%,干强3.29CN/dtex,湿强3.01CN/dtex,质量比电阻为lg/(g/cm2)为7.91,它柔软滑爽,吸湿性优异,纤维断面均匀,干强也比粘胶要高出100%,它是一种人造纤维素纤维。
1.2 纺纱前预处理
为了提高纤维的可纺性,原料包进入车间后要及时撤去打包铁丝,至少放置24小时,使原料包与车间温湿度取得平衡。以确保成纱具有良好的质量。
1.3 纺纱工艺流程
莱竹纤维:清花FA002D→A006B→A036B→A036C→A092→FA141→梳棉FA231A→条子①
棉纤维:A002D→ A006B→A036B→A036C→ A092→ A076→梳棉 FA231A→ FA302(棉预并条机)→条卷FA331→精梳FA251→条子②
①②]→并条FA302(三道)→FA423A(粗纱机)→FA507(细纱机)→意大利萨维奥Savio-Espero型(络筒机)→成包
由于清花工序混棉不容易控制混纺比,莱竹纤维、Modal纤维和棉3种纤维应该采用不同的工艺加工,所以要选择并条混合方法,以确保混合均匀,混纺比正确。
在实际生产过程中,Modal纤维和棉采用原来的清梳工艺,而莱竹纤维则采用新工艺。
1.4 纺纱品种
品种1:莱竹纤维/Modal纤维/CJ 45/35/2014.7tex;
品种2:莱竹纤维/Modal纤维/CJ 55/30/1518.2tex;
品种3:莱竹纤维/Modal纤维/CJ 60/20/2019.7tex;
品种4:莱竹纤维/Modal/纤维CJ 50/25/2527.8tex。
2 纺部工序优化后的主要工艺参数及关键技术措施
2.1 清花工序的特点
由于莱竹纤维具有整齐度好、杂质少、静电严重,采用短流程,少抓勤抓,实行多松少打,以梳代打,适当降低各部件速度,采用梳针打手,以减少对纤维的损伤。为减少棉卷中水分和油剂,成卷后用塑料薄膜包好,并且做到先做先用。适当加大棉卷压力,以减轻棉层粘连,同时在左中右分别加入4根相同成分粗纱,以对棉层进行隔离,进一步减轻棉层粘连,最大限度地减少纤维损伤和短绒的增加,最大限度地减少清花工序中棉结的增长率,提高梳棉工序中棉结的去除率。成卷机采用电子自调匀整装置,运用振荡式棉箱,控制卷子的重量不匀率。纤维的蓬松度较高,卷子的定量应偏轻掌握,卷子的长度应偏短控制。适当放大天平罗拉与打手隔距,提高凝棉器风扇速度,提高凝棉效果,改善棉卷均匀度。抓棉机运转效率控制在90%以上。实际生产中要遵循以上工艺原则。其工艺参数见表2。
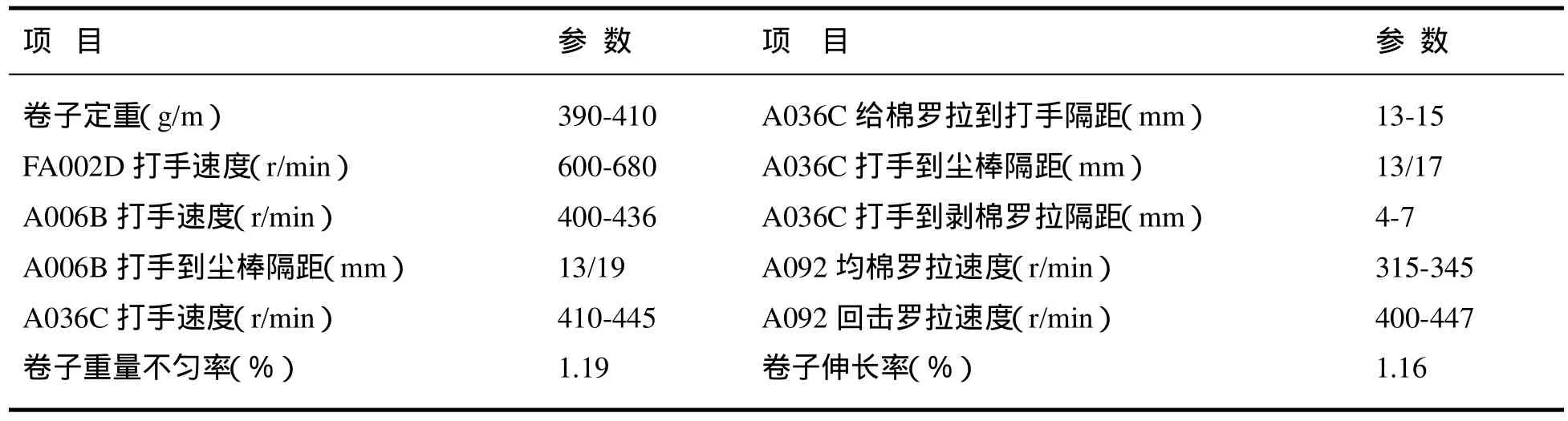
表2 清花工序主要工艺参数
优化工艺参数后,卷子正卷率由93.5%提高到100%,卷子重量不匀率控制在1.05%以下,卷子伸长率保持在1.09%左右。
2.2 梳棉工序的特点
莱竹纤维的梳棉工序要解决成条困难和堵斜管等不良现象,上下压辊间隔距偏大控制,增加对棉层的剥取力,确保棉层顺利转移;在梳棉机前加装导条器,确保顺利成条;提高通道光滑度,减少堵塞断条;适当抬高给面板高度,放大给棉板与刺辊之间的隔距,为防止纤维损伤,减少短绒,降低棉结产生的几率;提高锡林与刺辊之间的线速度比,缩小道夫与锡林之间的隔距,有利于纤维顺利转移;适当加大盖板与锡林之间的隔距,采用较密的盖板针布,提高纤维的梳理度和伸直平行度,减少棉结;由于纤维的摩擦系数小,棉网中的纤维抱合力小,在保证棉网不松坠的前提下,适当减小棉网的张力,以提高生条的质量。其优化后的工艺参数见表3。

表3 梳棉工序主要工艺参数
采取以上新工艺和技术措施后,纺出的生条萨氏条干由14.74%降为14.38%,乌斯特 Uster条干由4.21%降为3.96%,棉结由3.0粒/g降为1.5-2.0粒/g,生条质量较好。
2.3 并条工序的特点
莱竹/Modal纤维/棉纤维混纺纱的并条工序采用3道并条,合理调整3道并条的并合数和牵伸分配,采取头并6根并合,二并和三并采用8根。头并总牵伸倍数小于并合数,加大后区牵伸倍数,伸直前弯钩纤维,减少棉结的产生;二并总牵伸倍数略大于并合数,减小后区牵伸倍数;三并总牵伸倍数大于并合数,减少后区牵伸倍数,加大前区牵伸倍数,以消除棉条中后弯钩纤维,提高纤维的伸直平行度,提高条干水平。另外,控制好前罗拉的出条速度,减少高架与后罗拉的张力和前罗拉至压辊之间的张力。喇叭口要偏小掌握,增加条子和纤维之间的抱合力,避免粗纱机机后引条时,意外牵伸加大。做好自停的控制工作,保持胶辊的良好状态;保持绒板的运转良好,减少压力棒的短绒积聚,作好纱疵控制工作。其工艺见表4。
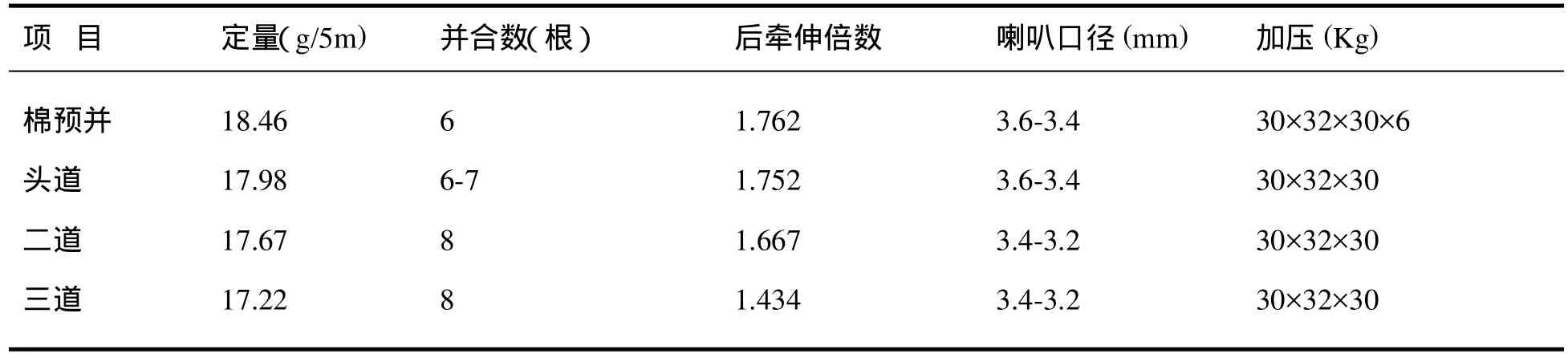
表4 并条工序的工艺参数
采用以上优化的工艺参数及有效的工艺措施,纺出的熟条萨氏条干保持在13.42%左右,乌斯特Uster条干由3.69%降为3.49%,条子重量不匀率由1.20%降为1.18%。
2.4 粗纱工序的特点
莱竹/Modal纤维/棉纤维混纺纱的粗纱工序为减少意外牵伸,避免条干恶化,要采用重加压和小张力的原则。采用小张力卷绕,防止意外牵伸,保证卷绕后粗纱均匀度稳定。粗纱强调减少意外牵伸,选择较小的总牵伸倍数,后区牵伸倍数要偏小掌握,采用重加压,能加强对牵伸过程中纤维的有效控制;为防止意外伸长,采用小张力卷绕,保证了卷绕后粗纱的均匀度。粗纱掌握好张力控制均匀,使用假捻器,粗纱锭速不可太快,控制在600r/min左右,粗纱捻系数要偏大掌握,减少粗纱意外牵伸,避免在细纱导纱架退饶时应张力牵伸过大,导致条干恶化。其工艺参数见表5。
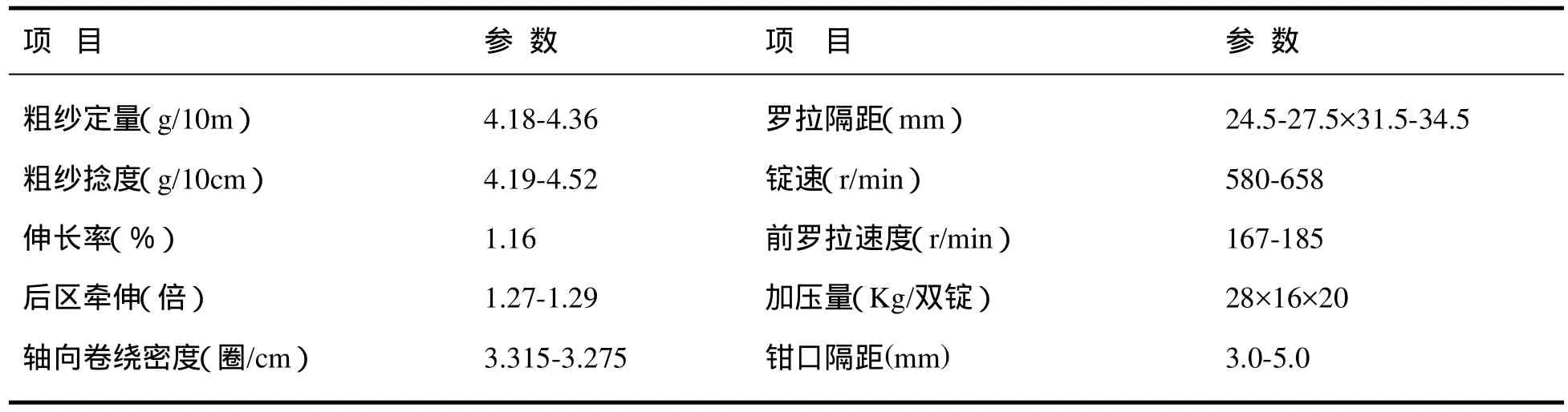
表5 粗纱主要工艺参数
采用优化的工艺参数,纺出的粗纱萨氏条干由17.12%降为16.50%左右,乌斯特Uster条干由4.36%降为4.22%,伸长率由1.22%降为1.13%。
2.5 细纱工序的特点
莱竹/Modal纤维/棉纤维混纺纱的细纱工序断头主要发生在前罗拉以下部位,由于纤维长,致使笛管堵塞,造成大范围断头。为了解决这个问题,后区牵伸倍数适当放小,使须条纤维之间抱合紧密,减少扩散,使细纱条干得以改善,降低细节个数。选用合适的锭带型号,加强锭带张力的控制,减少捻度不匀率。细纱工序相对湿度维持在62%-68%之间,保证细纱工序处于放湿状态。
在细纱不出硬头的前提下,粗纱捻系数偏大掌握,控制好粗纱伸长率,减少意外伸长和弹性损伤,以利于改善成纱条干;采用大罗拉隔距和小后区牵伸的工艺,有利于控制浮游纤维,提高条干水平和成纱品质。使用新型纺纱专件,如压力棒上销、压力棒钳口隔距快、新型胶辊、陶瓷导纱钩、花纹胶圈和镀氟钢领钢丝圈等,这对于稳定提高成纱质量十分重要。其工艺参数见表6。
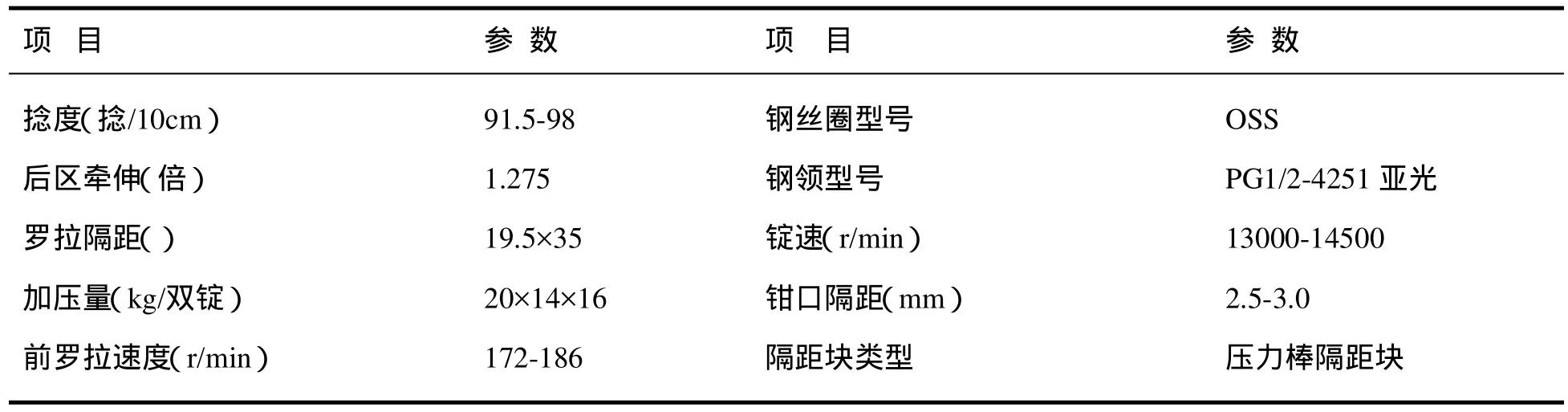
表6 细纱工艺参数
采用以上有效的技术措施,4个品种混纺纱的2mm毛羽平均由161.29根/10cm降为156.14根/10cm,3mm毛羽平均由70.33根/10cm降为65.04根/10cm。
3 成纱质量情况
生产过程中要控制好以上工艺的关键点,通过技术攻关和优化工艺参数,使纺纱生产过程得以顺利进行,莱竹纤维混纺纱的质量有了一定程度的提高,满足了客户的要求。产品质量见表7。
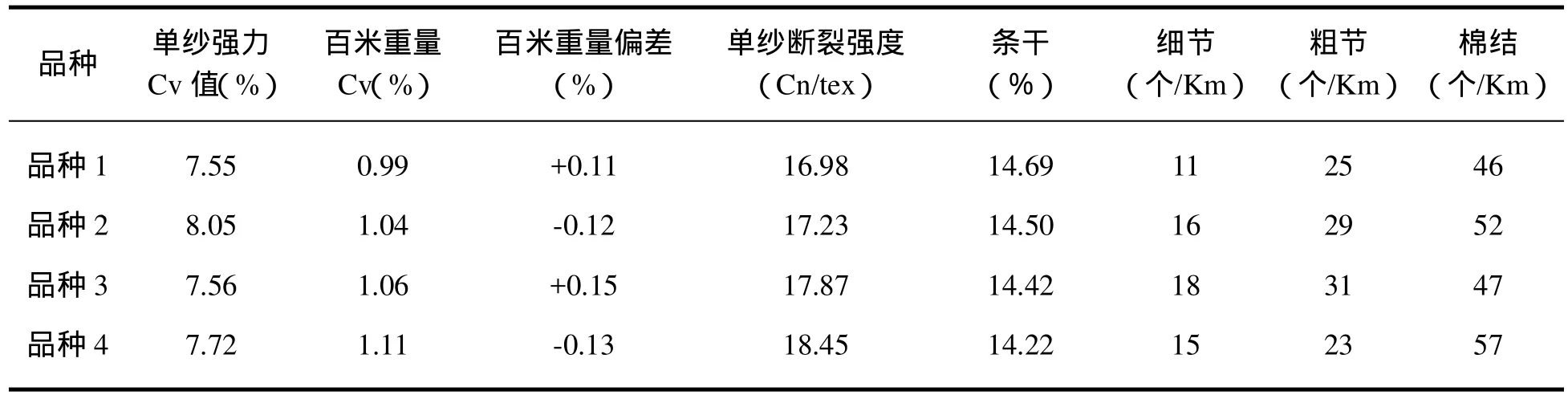
表7 成纱质量
4 结语
莱竹纤维和Modal纤维具有细度细、长度长、整齐度好和杂质较少等特点,生产过程中要避免因过度打击等因素而造成纤维损伤,严格控制车间的温湿度,确保生产能够正常进行;同时要合理选择各工序的工艺参数,正确使用新型纺纱器材专件和优选使用周期,以保证产品内在质量和外观质量稳定。莱竹纤维是一种新型功能型绿色环保纤维,开发的新产品不仅能突出新纤维柔软和舒适的特性,而且能满足消费者对服饰抗菌、抑菌、防霉、保健、环保、功能性、抗紫外线性和舒适性等性能的需求,其系列产品的开发会不断提高企业的经济效益。
[1]朱张林.莱竹纤维纺织品的开发研究[J].上海纺织科技,2011,39(2):13-15.
[2]夏龙全.Lycoell竹浆纤维纱线的研制[J].上海纺织科技,2010,38(2):31-32.
[3]陈理.18.3tex 60/40 竹炭涤/棉混纺纱的纺纱工艺研究[J].上海纺织科技,2011,39(7):27-30.
[4]谢春萍.纺纱工程[M].北京:中国纺织出版社,2012.
[5]陆再生.棉纺工艺原理[M].北京:中国纺织出版社;1994.
[6]于修业.纺纱原理[M].北京:中国纺织出版社,1994.
猜你喜欢
服装学报(2022年6期)2023-01-15
棉纺织技术(2021年6期)2021-12-22
丝绸(2021年8期)2021-09-06
棉纺织技术(2021年1期)2021-01-15
纺织科技进展(2020年11期)2020-11-30
棉纺织技术(2020年2期)2020-02-14
棉纺织技术(2019年12期)2019-12-30
现代纺织技术(2015年1期)2015-06-15
现代纺织技术(2015年6期)2015-02-28
科技与创新(2014年8期)2014-07-17