
一种薄壁跨板切断工艺缺陷分析及改造方案研究
2014-10-10 09:45:06姚玲峰肖世德
制造业自动化 2014年3期
罗 纲,姚玲峰,,肖世德
LUO Gang1, YAO Ling-feng1,2, XIAO Shi-de2
(1. 成都纺织高等专科学校 机械工程学院,成都 611731;2. 西南交通大学 机械工程学院,成都 610031 )
0 引言
一种薄壁大跨板结构如图1所示 ,该零件材料采用Q235,壁厚2.3mm,长度规格有三种,分别为3000mm、4500mm和6000mm,在板两端有三个异性孔。它的原始生产工艺流程如图2所示,将剪切至合适尺寸的板材送入拉伸成型的生产线上,经拉伸成型后,由电锯锯断,再由工人将切割好的跨板移至冲床,由冲床冲出异性孔,最后由人工打磨修边。

图1 薄壁大跨板结构图

图2 改造前大跨板生产流程图
1 原设备切断工艺分析
1.1 跨板受力分析
跨板采用电锯锯断,电锯安装在侧面,锯刀由侧部切入,在切割过程中跨板受力如图3所示。工件受工作台支撑力Fn,锯片切割力 Ft作用,Ft作用于锯片与工件接触的法线方向。

图3 跨板切割时受力分析

式中:Fx为 Ft在X轴上投影。
跨板侧部在切割过程中,随着锯刀的切入,跨板底部受弯曲应力为变化的,但在刀齿切入初期,刀齿距跨板底部最远,弯距最大,此时弯曲正应力最大。

式中:σFmax为跨板与锯刀接触截面的弯曲正应力;
M为跨板与锯刀接触截面上的弯矩;
W为跨板与锯刀接触截面的抗弯截面系数。
对于矩形截面:
按p=10KW ,φ=35°,n=400r/min,b=3m ,h=0.01m ,l=0.15m计算得:

远大于Q235许用弯曲正应力[σ]=158MPa,必然造成板材底部变形。
1.2 锯刀使用时间和工件表面质量关系
由于锯刀切割过程振动大,刀具相对于工件磨损较大,影响工件表面质量,同时每一个刀齿在切割时受变幅交变载荷影响,刀具容易因疲劳失效造成刀具寿命降低,这些都将造成工件断面粗糙,毛刺多。根据锯刀使用时间的统计及工件表面质量的测量列出表1,并绘制图4锯刀使用时间和工件表面质量关系图,由表及图中可见锯刀在连续使用120h后,断面的表面质量S开始急剧下降,工件表面需从新手工打磨才能符合技术要求。
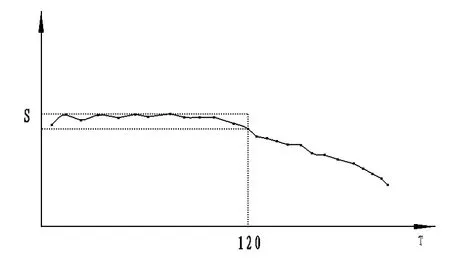
图4 锯刀使用时间和工件表面质量关系图
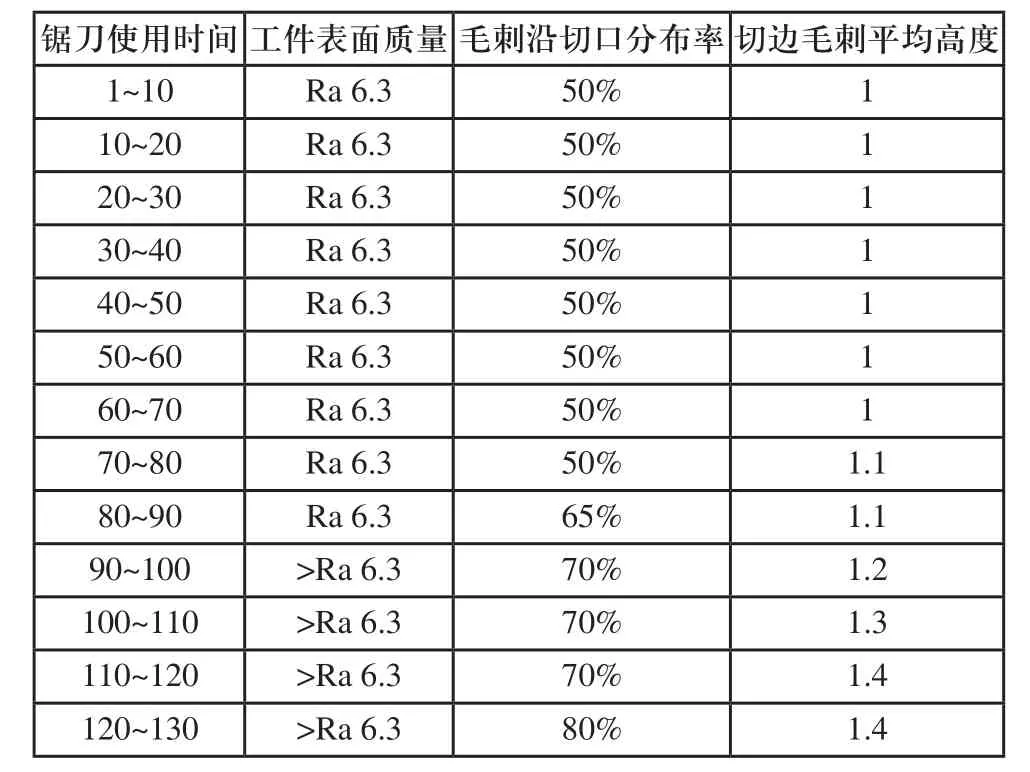
表1 锯刀使用时间和工件表面质量关系表
2 设备改造方案
经过进一步研究,发现用模具完成冲孔和剪切可以避免板材底部产生变形。在冲孔和剪切时,使用电磁离合器断开电机和传动机构,并同时对生产线制动,开始冲孔和剪切工作。冲孔和剪切工艺完成后,先松开制动装置,再接通主电机,继续送料。冲制完成后,由推料气缸将废料推出。整个方案工作过程如图5所示,该方案工作过程比较连贯,避免电机的频繁启动对电机寿命的影响,同时也避免了对设备的大改。
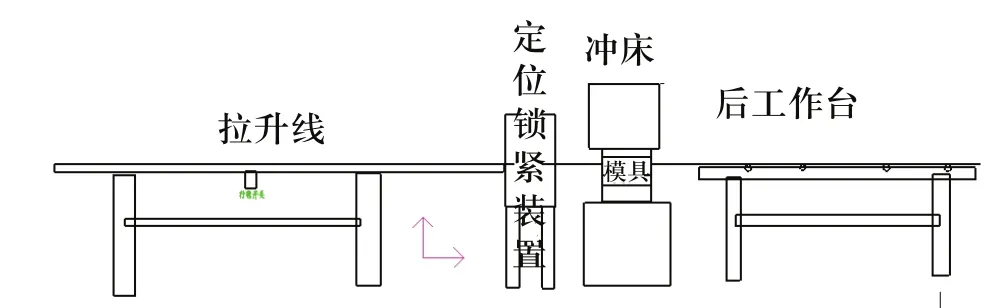
图5 改造后大跨板生产线示意图

图6 改造后大跨板生产流程图
3 模具设计
3.1 模具结构设计
根据设备改造方案的分析,设计模具功能如下:模具能同时完成产品的冲孔和切断,第一次冲孔为单工位工作,采用始用挡料销定位,而后为双工位工作,冲孔剪裁一体,一次将前板尾孔和后板始孔冲成,并保证对称。模具结构如图7~图9所示。由于冲压件为薄壁件,且有重叠部分,在冲压时为防止工件变形,采用保型冲压(如图7所示),工件穿过保型块,冲压时弹簧被压缩,切断刀和冲孔凸模下行完成冲孔和切断;开模时,上模上行,保型块在弹簧作用下下行到两侧挡板位置,保持和送料高度平齐,拉伸装置继续送料,当达到送料长度后,行程开关控制冲床再次冲压。
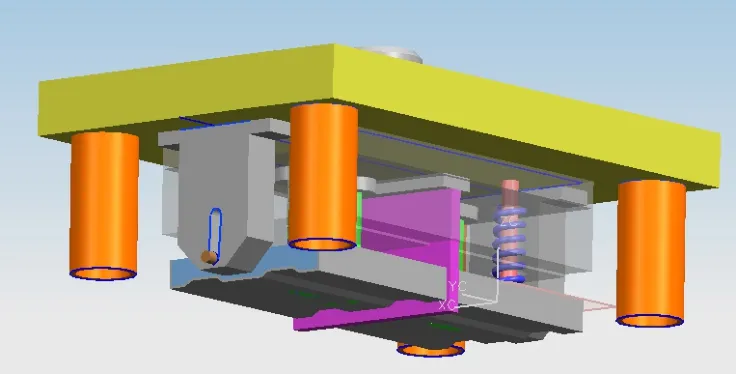
图7 冲孔和切断工艺模具上模结构图
下模(如图8所示)由两块保型凹模下方由垫块垫高,以便清除废料,废料的清除可人工完成,也可安装推料液压装置。

图8 冲孔和切断工艺模具上模结构图
模具工作过程如图9所示。
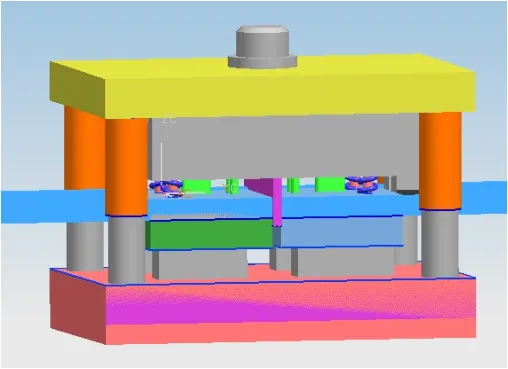
图9 冲孔和切断工艺模具工作过程图
3.2 模具冲压力计算
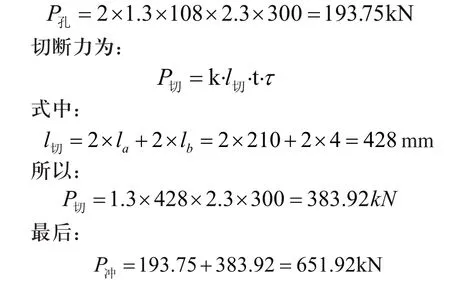
3.2.1 模具的冲裁力

式中:P孔为冲孔冲裁力;
P切为切断力。
而冲孔冲裁力为:

式中: k为系数1.3;
n为孔数量;

t为材料厚度2.3mm;
τ为材料抗剪强度:300MPa。
将数值带入公式:
3.2.2 模具的卸料力计算

式中,k卸为卸料力系数。
3.2.3 模具的顶件力计算

式中,k顶为顶件力系数。
3.2.4 用弹性卸料和上出料方式的总冲压力

3.3 模具压力中心确定
由图10可知,冲孔切断成对称布局,故压力中心为切断中心。
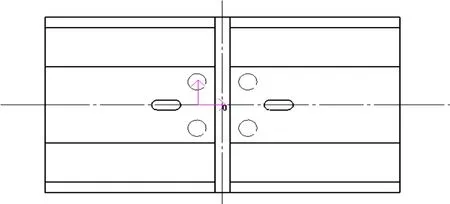
图10 压力中心
3.4 压力机选择
压力机选用时需满足:

式中P公为压力机公称压力。
即:

可选用J23-90型压力机,其公称压力为900kN。
4 大跨板前后工艺对比

表2 前后工艺对比
5 结束语
改造后采用模具替代锯刀完成切断工艺,避免了用锯刀切断薄壁跨板时造成的跨板板材切断面底部变形,提高了工件断面质量。
使用改造后工艺可以一次完成产品的冲孔和切断,在加工过程中只需要两个人进行成品的收集便可完成,机器调试好后,机器即沿工件导轨连续生产,这样减少了二次加工造成的人力浪费,节约了成本。
采用模具冲切直接成型,防止多次搬运工件造成的工件表面划伤,保证了工件的良好外观。
[1]郑佳贤.冲压工艺与模具设计实用技术[M].北京:机械工业出版社,2005.
[2]贾玉申,陈松林,蔡维忠,等.冲压模具设计手册[M].北京:中国铁道出版社,1996.
[3]彭建声.冷冲压技术问答:上册[M].北京:机械工业出版社,1995.
[4]周大隽.冲模结构设计要领与范例[M].北京:机械工业出版社,2005.
[5]肖祥芷,王孝培.中国模具设计大典:第3卷[M].南昌:江西科学技术出版社,2003.
[6]张宏飞,伍宇红,聂和林.高压大电机转子冲片通风孔斜刃式冲模设计[J].锻压技术,2010,35(2):106-108.
[7]冲模设计手册编写组.冲模设计手册[M].北京:机械工业出版社,1995.
[8]模具实用技术丛书编委会.冲模设计应用实例[M].北京:机械工业出版社,1999.
[9]袁根华.冲裁模中导柱导套设计问题的探讨[J].锻压技术,2009,34(5):1036-107.
[10]李慧敏.冲压单元组合模具在汽车生产中的应用[J].锻压技术,2009,34(2):94-97.
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:10
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:06
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2017年6期)2018-01-19 02:41:00
山东工业技术(2016年15期)2016-12-01 05:30:44
新技术新工艺(2016年6期)2016-09-08 02:22:51
锻压装备与制造技术(2015年2期)2015-06-26 09:00:21
机电信息(2014年18期)2014-10-15 09:14:30
