
关于采煤机导向滑靴质量提升的研究
2014-10-09 11:27:24李玉标LIYubiao杨瑞锋YANGRuifeng周海峰ZHOUHaifeng李庆茹LIQingru
价值工程 2014年2期
李玉标 LI Yu-biao;杨瑞锋 YANG Rui-feng;周海峰 ZHOU Hai-feng;李庆茹 LI Qing-ru
(三一重型装备有限公司,沈阳 110027)
(Sany Heavy Equipment Co.,Ltd.,Shenyang 110027,China)
0 引言
随着经济对煤碳的需求扩大,作为煤矿生产最为重要的设备之一,采煤机的发展直接影响着煤矿的产量及效率,而其关重零部件的失效又决定着采煤机的使用效率。
根据各采煤机使用过程中故障统计及客户走访,采煤机导向滑靴故障率处在所有故障中的前列,而且进下更换滑靴费时费力,给矿方带来很大损失,客户抱怨较大。所以本文以采煤机导向滑靴为研究对象,从设计、制造等方面探究提升其质量的方法。
1 现象描述
随着各式横向布置滚筒采煤机的发展,采煤机装机功率越来越大,己高达3000kw。而采煤机设计仍然采用有缺点的传统设计方法:即类比法设计[1]。加之煤矿生产现场条件恶劣、多变导致采煤机在实际使用中经常性地出现各种关重件的破坏、失效等问题。据统计,采煤机重大质量问题中,导向滑靴的质量问题居首。而导向滑靴在井下更换装配时特别费时费力,容易引起客户抱怨及对产品品牌产生影响。
通过故障调查及统计,导向滑靴经常出现的失效形式包括:滑靴侧壁断裂,裂纹扩散以及严重磨损,滑靴断裂是最常见的非正常失效形式(故障照片如图1-3所示)。

图1
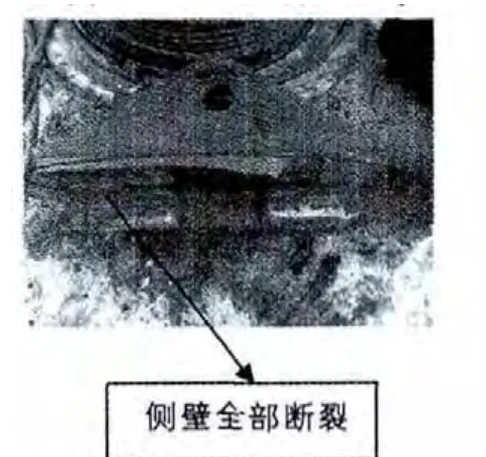
图2
2 原因分析
针对采煤机导向滑靴断裂故障,对故障现场进行调查与分析,同时对故障品及同批次在库品进行检测,调查及检测结果显示:
①刮板机销轨座的焊接或加工的制造偏差造成了采煤机销轨轮与刮板机销排的不正常啮合,在运行过程中不断冲顶导向滑靴,从而使导向滑靴频繁承受过大的载荷。
②对导向滑靴故障品进行检测,结果显示:硬度不符合要求(质检硬度约为190HBW,设计要求为280~320HBW),金相组织分析显示铸件没有按设计要求进行热处理。
③对同批次在库导向滑靴进行检测及故障现场调查,结果显示:在库滑靴组件槽口尺寸不符合图纸要求(尺寸较设计尺寸偏小2~3mm),该尺寸影响滑靴与销轨的配合间隙[2],同时磁粉检测报告显示滑靴基体均存在表面裂纹,并超出标准要求。
④导向滑靴槽口及关键部位设计圆角R被忽略,加工过程中被处理掉,这导致滑靴受力时在该部位容易产生应力集中,导致断裂。
因此调查认为:采煤机导向滑靴制造质量不良、结构性能不足及滑靴与销排的配合间隙不合理是导致滑靴断裂的主要原因。

图3
3 改进思考
根据故障调查结果,针对导向滑靴自身问题,笔者对以下几方面提出一些思考建议。
3.1 关于机械性能:导向滑靴材质为ZG35CrMnSi,原硬度要求为280-320HBW,该材料硬度达到此范围内时冲击韧性一般在20-30J之间,冲击韧性偏低,滑靴的抗冲击性能低,使用过程中容易产生裂纹。
通过综合考虑滑靴的性能要求,滑靴的硬度要求调整为240~280HBW,通过热处理工艺调整,试制结果表明材料的冲击韧性达40J以上,提升30%以上。
3.2 关于加工工艺:滑靴槽口的圆角(如图4所示)必须保留,防止应力集中,需在加工过程中加以注意。
3.3 关于耐磨板的焊接问题:
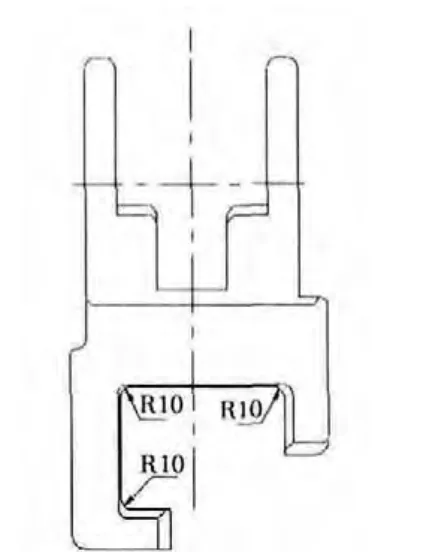
图4

图5
①焊前必须做预热处理150℃~200℃,焊后去应力。②取消图5所示位置的焊接要求(即槽口R角位置的焊接),图纸上其余位置的焊接要求保留。
如此要求可以避免在应力集中区域产生焊接裂纹源,进而提升零件质量。
4 结论
根据以上分析,对导向滑靴的设计及生产进行改进,试制导向滑靴的性能得到很大提升,通过在矿上的试验应用显示,使用寿命提高30%以上,导向滑靴的维修周期延长,提升了客户的经济效益。
[1]杨志军,项志立.采煤机导向滑靴失效的力学分析[J].机械与电子,2009(29):499-500.
[2]刘春生,王旭东.采煤机牵引导向滑靴配合间隙设计[J].煤炭机械,2005(10).
[3]中国煤炭教育协会职业教育教材编审委员会.综采采煤机使用与维修[M].北京:煤炭工业出版社,2009.
猜你喜欢
机械管理开发(2021年9期)2021-10-15 09:11:28
粉末冶金技术(2021年3期)2021-07-28 06:26:46
河南水利与南水北调(2021年4期)2021-07-05 09:09:30
福州大学学报(自然科学版)(2020年6期)2020-12-25 08:42:52
中国特种设备安全(2019年2期)2019-04-22 03:13:50
机械管理开发(2018年12期)2019-01-17 02:08:22
焊接(2016年10期)2016-02-27 13:05:29
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
焊接(2015年7期)2015-07-18 10:59:16
电机与控制应用(2015年7期)2015-03-01 03:50:05
