
薄壁内圈的变形分析及措施
2014-09-26 08:44王永立纪国庆
热处理技术与装备 2014年5期
王永立,纪国庆
(北京南口斯凯孚铁路轴承有限公司,北京 102200)
薄壁内圈的变形分析及措施
王永立,纪国庆
(北京南口斯凯孚铁路轴承有限公司,北京 102200)
铁路轴承内圈小端在淬火后出现锥度,此现象与内圈的壁厚有关。对比各种不同壁厚的内圈淬火后的变化情况,对于GCr20Ni2MoA钢,当内圈内径与小端厚度之比≥15:1且内圈小端厚度≤8 mm时,相变应力将大于材料本身的屈服强度,导致小端锥度发生变形。
薄壁;内圈;变形
对于一般零件来说,热处理质量主要体现在硬度和金相组织,经化学热处理的零件还要关注有效硬化层,另外有些零件还要进行外观检查,如不允许有氧化、裂纹、锈蚀等。对于铁路用轴承套圈而言,除此以外,更强调热处理的变形问题,如何控制热处理变形,保证后续磨加工留量,使最终加工的套圈符合图纸尺寸要求,变得尤为重要。
1 内圈信息
1.1 内圈材料
我厂出口用E型铁路货车轴承内圈选用电渣重熔轴承钢GCr20Ni2MoA,属于合金渗碳钢。供应状态一般为热轧或退火状态。
1.2 内圈加工流程
热处理工序流程如图1,其中涉及热处理方面的有两个工序,分别为渗碳+一次淬火和二次淬火+回火。渗碳+一次淬火为内圈在930℃渗碳后,降温至880℃,油淬,渗碳层深在2.0 mm左右。二次淬火+回火为内圈再加热到800℃,油淬,经190℃低温回火,表面硬度在60 HRC左右。
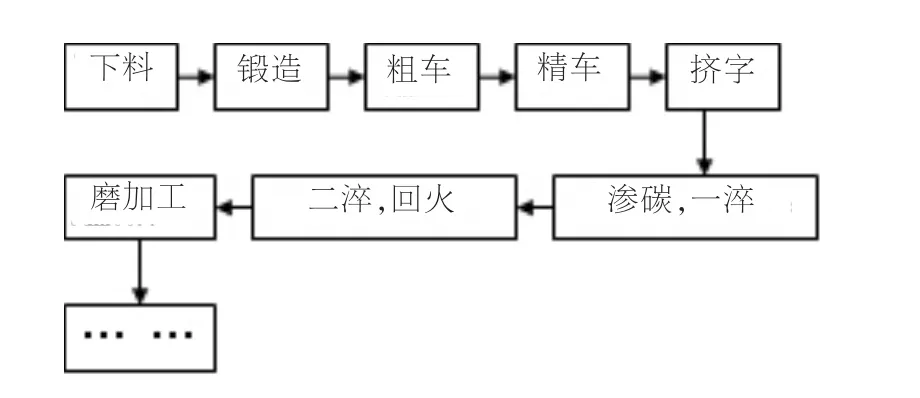
图1 内圈加工流程图Fig.1 Flow chart of inner ring process
1.3 问题描述
内圈高度与内径比例约为1:3,热处理后发现小端呈“喇叭口”状,且比大端处约大0.2 ~0.3 mm,如图2所示。在后续磨加工中内径磨至产品最终配合尺寸后,小端仍有局部未磨到,导致内圈报废。
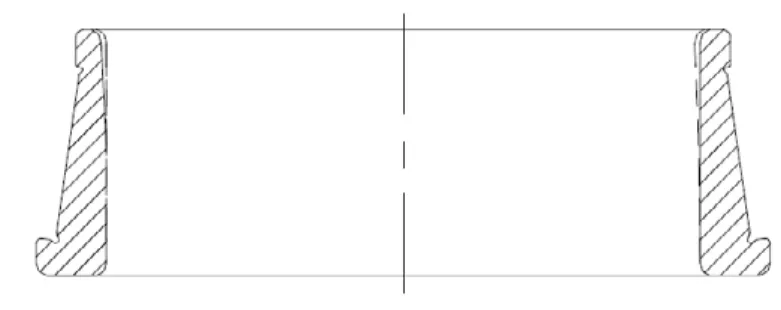
图2 内圈变形示意图Fig.2 Schematic diagram of inner ring deformation
2 讨论及分析
2.1 车加工的影响
2.1.1 装夹
因内圈有效壁厚较薄,卡紧内圈的卡力过大,使内圈在车加工时产生较大的椭圆度[1]。同时会造成车加工后尺寸散差较大,几何精度偏差较大(棱圆度、锥度等)。另外,若内圈外径滚道面和内径面偏心加工,同样会造成后续内径加工留量不均的现象。
2.1.2 残余应力
因粗车和精车之间没有去应力退火工序,车刀进给量过大产生的残余应力无法消除,对于薄壁内圈更容易增加变形的趋势[2]。
2.2 热处理的影响
2.2.1 组织转变
渗碳过程是在完全奥氏体化的状态下进行,此时的加热保温已完全释放了车加工产生的应力,一般情况下内径会变为椭圆形。同时发现在淬火后内圈小端已出现锥度,此现象与内圈的壁厚有关。经对比各种不同壁厚的内圈在淬火后的变化情况,对于GCr20Ni2MoA材料,当内圈内径与小端厚度之比≥15:1且小端厚度≤8 mm时,材料的相变应力将大于材料本身的屈服强度,导致小端产生锥度变形。
2.2.2 二次淬火回火的影响
二次淬火过程内圈大端朝下,小端朝上放置,采用模具整形,涌泉式淬火方式,目的是使内圈的变形趋势降至最小。淬火模具如图3所示,通过整形后椭圆度可以在0.15 mm以内。内圈回火后还会因组织应力的释放而进行收缩,内圈厚度越大,收缩量也越多。因此,内圈大端收缩量大于小端收缩量。

图3 淬火模具示意图Fig.3 Schematic diagram of quenching mold
3 试验验证和改进
综合考虑零件质量和经济效益,在粗车和精车工序之间增加去应力回火,不仅增加生产周期,而且需要投入低温连续网带炉,增加生产成本。因此,采用在内圈内径增加反锥形加工要求的方法,进行弥补热处理后的变形。如图4所示。
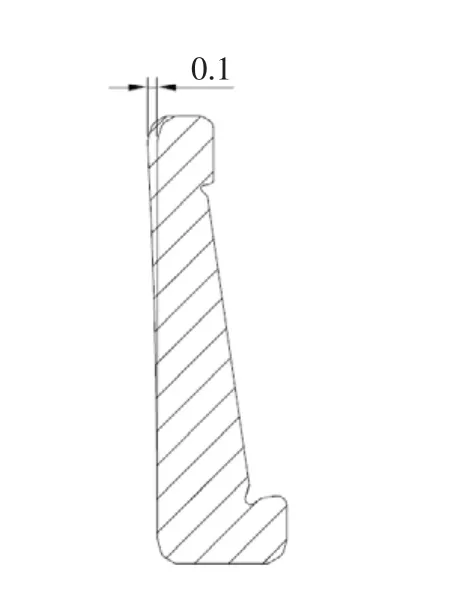
图4 车加工内圈内径反锥形示意图Fig.4 Schematic diagram of inverted cone for lathe inner diameter
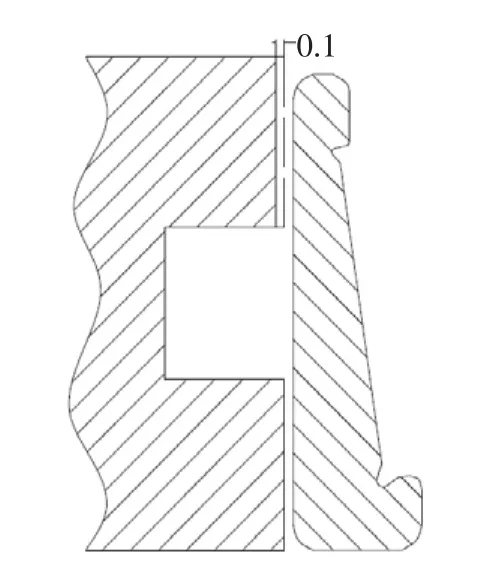
图5 淬火模具上下端尺寸差示意图Fig.5 Schematic diagram of difference size at top and bottom of quenching mold
同时淬火模具留出上下端差值0.1 mm,弥补二次淬火+回火后内圈大小端收缩量的不同。如图5所示。
4 结语
1)对于GCr20Ni2MoA材料内圈,当高度与内径比例约为1:3,且内圈内径与厚度之比大于15:1且小端厚度≤8 mm时,内圈内径小端处出现的锥度可通过车加工进行尺寸补偿,形成反锥形来消除。
2)热处理过程中淬火模具的改进可进一步消除薄壁内圈的变形。
[1]杨文生,赵玉明.预防轻系列圆锥滚子轴承套圈热处理变形的措施[J].阿尔滨轴承.2013,43(2):31-33.
[2]米谷茂.残余应力的产生和对策[M].北京:机械工业出版社,1983.
Deformation Analysis and Measure of Thin-wall Inner Ring
WANG Yong-li,JI Guo-qing
(Beijing Nankou SKF Railway Bearings Co.,Ltd.,Beijing 102200,China)
Taper appears at the small end of railway bearing inner ring after quenching,it is related to the wall thickness of inner ring.Through contrasting in the change of different thickness of inner rings after quenching,the phase transformation stress will more than the yield strength metarial for GCr20Ni2MoA steel,when the ratio of inner diameter and thickness is ≥15:1 and thickness of small end of inner ring is≤8 mm,and taper deformation occurs at the small end of inner ring.
thin-wall;inner ring;deformation
TG156
B
1673-4971(2014)05-0016-02
2014-06-17
王永立(1983-),男,本科,工程师,主要从事可控气氛热处理方面的研究及生产工作。
联系电话:13720025377;E-mail:wyl1-2001@163.com
猜你喜欢
风机技术(2022年2期)2022-05-09
大型铸锻件(2022年2期)2022-04-08
政工学刊(2021年12期)2021-12-22
兵工学报(2021年6期)2021-07-29
品牌与标准化(2021年2期)2021-07-09
大众科学·上旬(2020年4期)2020-10-21
小猕猴智力画刊(2019年12期)2019-01-08
分析化学(2017年12期)2017-12-25
公务员文萃(2014年7期)2014-09-21
汽车与新动力(2014年5期)2014-02-27
