铝合金板材电磁脉冲拉深实验与有限元模拟
2014-09-25 12:31莫健华李奋强
锻压装备与制造技术 2014年4期
李 娜,莫健华,李奋强,范 伟
(华中科技大学 材料成形及模具技术国家重点实验室,湖北 武汉 430074)
0 引言
随着制造业对轻量化要求的不断提高,低密度、高比强度的铝合金材料的应用日益增加[1,2]。但铝合金在室温下的成形性能较差。近年来迅速发展的温热成形、变压边力冲压、伺服/液压辅助成形、超塑性成形、多点及单点柔性模具成形等工艺被用于解决铝合金轻量化结构件的成形问题。但也存在所需设备结构复杂,生产效率低,生产成本高和表面质量差等缺陷。因此需要探索一种新的方法来解决这些成形难题[3]。
电磁成形是利用金属在强脉冲磁场中受力而发生塑性变形的一种高能率高速成形方法,工件主要在惯性力的作用下发生变形,具有加工能量易于精确控制、成形速度快、成形工件精度及表面质量高、模具简单及设备通用性强等优点[4]。同时,由于电磁成形能达到300m/s以上的变形速度,可以显著提高室温下材料的成形极限,改善应力分布状态,抑制起皱,控制回弹[5]。因此,在导电性好的铝合金成形中有着广阔的应用前景。
国内外对平板电磁成形的研究方面,Imbert等[6]研究了电磁辅助成形工艺(EMAS)实现小圆角零件成形的可行性。刘大海等[7]对5052铝合金板材磁脉冲辅助冲压成形变形行为及机理进行了研究,表明可显著改善筒形件底部圆角极限成形问题。这两者主要解决局部难变形区域发生拉延再变形,没有凸缘材料的流动。崔晓辉[3]对平板电磁渐进成形进行了研究,但变形都为胀形,也没有考虑凸缘材料的流动。J.H.Shang和G.S.Daehn[8]采用多步小脉冲放电成形得到了AA6111-T4铝合金盒形件,可显著提高凸缘处流动量及底部拉延程度,从而提高极限成形深度。然而已有研究都难以通过一次放电成形来实现深拉深零件的成形制造。
本文通过有限元模拟与实验研究相结合的方法,对5052铝合金平板电磁拉深成形进行研究,表明一次放电成形可以获得高于传统极限拉深高度的工件;通过改变电压和板料直径等参数,可以获得更大拉深高度。
1 实验方法与条件

图1 电磁拉深几何模型
平板电磁拉深成形的几何模型参数如图1a所示,实验及模拟所用圆形板料为半径R78mm、厚度1mm的5052铝合金板料,线圈由截面为3×10mm的紫铜玻包线密绕而成,匝数为6,匝间距为7.2mm。凹模的内径d=ø100mm,圆角半径R15mm。如图1b局部细节放大图所示,采用固定间隙式刚性压边,由1mm厚的环氧板与0.1mm厚的铜箔作为垫片,通过调整线圈与板料间铜箔的层数来调整压边间隙,本文取1层,即模具与板料间隙为0.1mm。
实验所用的线圈和模具如图2a、b所示(参数与图1一致)。实验放电电压为10.5kV,放电过程采用罗氏线圈、示波器监控及记录放电电流波形。工件成形后采用三维反求方法获得其轮廓数据,利用PX-7 PRECISION ULTRASONICTHICKNESS GAUGES厚度测量仪测量其厚度分布。

图2 实验装置
2 有限元模拟
2.1 电磁场模型
由于线圈和板料轴对称放置,平板件电磁拉深成形时电磁场具有对称性,为了提高求解效率,仅在ANSYS/Multiphysics中建立1/4有限元分析模型。根据图2a中的尺寸所建3D电磁场分析有限元模型如图3所示,包含远场、空气、板料、线圈四个部分,均采用8节点六面体单元Solid97进行映射网格划分,并在远场空气的外表面施加平行边界条件。

图3 3D电磁场分析有限元模型
忽略线圈与工件之间的互感,流经线圈的电流为:

式中:V0——放电电压,kV;
C——电容器的电容,μF;
L——成形系统的电感,μH;
ω——角频率,rad/s;
ξ——衰减系数。

图4 放电电流曲线
放电过程中,由罗氏线圈配合示波器测得的放电电流波形如图4所示。由图可知,放电电流周期Tc=205.5μs,峰值电流Imax=63178A。已知系统放电参数 V0=10.5kV、C=213.5μF。从而可算出:L=58.97μH,ξ=0.2006,ω=30575.11rad/s。由于电流的第一个半波之后,板料感应产生的电磁力对成形的作用很小[9],本文只施加第一个半波进行模拟分析,忽略后续电流对成形结果的影响。
2.2 结构场模型
在结构场分析中,板料的网格从电磁场分析中继承,单元设置为Solid185。电磁拉深过程,存在板料与模具的接触及流动,因此设置合适的接触模型及摩擦系数。将压边圈和模具设置为刚性目标面,用targe170单元来建模,对应的板料上下表面设置为柔体接触面,用conta174单元来建模,由此生成两个接触对,并设置摩擦系数为0.1。空气、远场、线圈的单元均设置成Null。以随时间变化的节点电磁力作为结构分析载荷。建立的数值模型如图5所示。
板料为退火状态的5052铝合金,通过拉伸实验得到其真实应力-应变曲线如图6所示,其弹性模量为69GPa,泊松比为0.33,屈服强度为90MPa,抗拉强度为199MPa。与传统成形方法相比,电磁成形速度快,为了准确预测材料变形行为,材料模型需要考虑应变率效应对成形的影响,本文采用Cowper-Symonds材料模型,其表达式为[10]:

图5 3D结构场分析有限元模型

图6 5052铝合金真实应力-塑性应变曲线

式中:σ——动态流动应力;
σy——准静态流动应力(图6);
ε˙——塑性应变率(s-1);
P,m——材料常数。
对于铝材,通常取 P=6500s-1,m=0.25。
2.3 模拟方法路线图
本文基于有限元分析平台ANSYS,忽略温度效应,建立并应用电磁-结构场顺序耦合法,对3D平板电磁拉深成形进行有限元数值模拟。该方法考虑工件变形对电磁场的影响,通过网格随移对空气网格进行更新[11]。分析流程如图7所示。

图7 基于顺序耦合法的平板电磁拉深成形模拟路线图
3 结果分析
3.1 板料变形电磁场分析
图8为电流和作用在板料上的总电磁力随加载时间变化曲线。电磁力曲线与电流曲线变化趋势一致,但更早达到峰值并衰减。说明顺序耦合法得到的电磁力既随电流变化,又受线圈与板料之间距离随时间变化的影响。

图8 电流和总电磁力随时间变化曲线
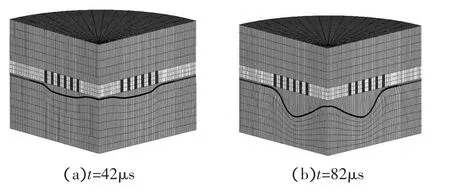
图9 板料与空气网格变形图
图9 为电磁场物理环境中所得的不同时刻板料与空气网格变形图,可以看出空气网格变形规则,单元没出现过大扭曲。以上分析可以证明,采用空气网格随移的顺序耦合法能很好地实现电磁场—结构场的顺序耦合分析。
3.2 板料变形结构场分析
图10为变形前板料中心(r=0mm)节点、线圈1/2半径(r=41.5mm)处节点以及凹模圆角半径(r=59.5mm)处节点的变形速度随时间变化曲线。由于平面螺旋线圈的电磁力分布特点(线圈中心部位电磁力最小,1/2半径处电磁力最大),在变形初期,线圈1/2半径处的板料最先变形,而板料中心变形滞后,因惯性反向运动。59μs时线圈1/2半径处板料达到最大变形速度397m/s并开始减速,而板料中心在周围材料的带动下,变形速度开始急剧增大,在196μs达到最大值730m/s,主要在惯性作用下完成变形。300μs后板料变形停止,由于微弱的回弹振动,速度有较小的正负交替波动。整个变形过程中,凹模圆角半径处板料都处于较低且平稳的轴向变形速度。

图10 板料上不同位置变形速度随时间变化曲线
图11 为板料上不同位置的塑性应变随时间变化曲线。从图11a可以看到,板料中心径向应变ε1和周向应变ε2与时间关系曲线几乎重合,说明中心节点受到双向等拉应变和轴向压应变,相当于胀形。由图11b可知,线圈1/2半径处板料的周向应变ε2在162μs后,由拉应变变为压应变,类似于拉深筒壁部分的受力状态。由图11c可知,距板料中心更远的圆角半径处的板料,除塑性变形初有很小的周向拉应变,50μs后都为周向压应变。分析可得,板料电磁拉深成形为拉深-胀形特点相结合的成形工艺。若要提高拉深极限,需合理控制板料中心区的胀形,避免破裂。

图11 板料上不同位置塑性应变随时间变化曲线
由图11d可知,凹模圆角半径处板料最先发生塑性变形。当作用于板料上的电磁力达到最大值时,板料中心和线圈1/2半径处板料才开始塑性变形,即塑性变形滞后于电磁力冲击波的传递。
图12为板料上不同位置等效塑性应变率随时间变化曲线。线圈1/2半径和凹模圆角半径处的板料,等效塑性应变率较低,主要波动出现在200μs前,特别是放电结束前。板料中心因变形初期的反向运动,在67μs出现第一个峰值7160s-1。由于惯性作用下的高变形速度,在200μs出现最大等效塑性应变率 39927.5s-1。
3.3 实验与模拟成形结果
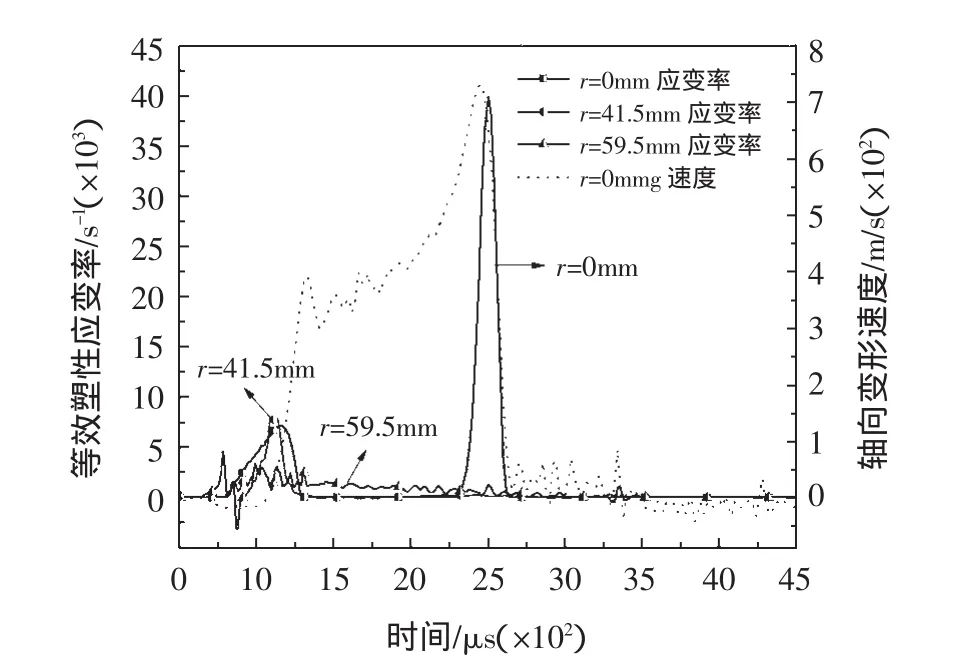
图12 板料上不同位置等效塑性应变率随时间变化曲线
图13 是实验结果与数值预测结果的轮廓,非常吻合,验证了该模拟方法的可靠性。图14和图15分别为板料变形轮廓和厚度分布的模拟预测结果与实验结果对比。由于实验中凹模圆角处实际摩擦略大于仿真中设置的条件,板料径向流动量和成形高度都略小于模拟值,相应地厚度分布结果则略高于模拟值。但偏差不大,且分布趋势一致。此外,通过板料的厚度分布,可以有效预测板料在变形过程中何处最先出现破裂。由图15可以看到,靠近板料中心部分厚度减薄最严重,因此板料最容易在这个区域发生破裂。
由于线圈结构的原因,本文电磁拉深得到的成形件为抛物线型,相对高度h/d=0.623,属于深抛物线形件拉深。而相对高度达到0.62的深抛物线形零件应用传统工艺至少需要两道工序才能完成[12],可见电磁成形可以提高材料的极限拉深高度,一次成形深拉深件具有可行性。
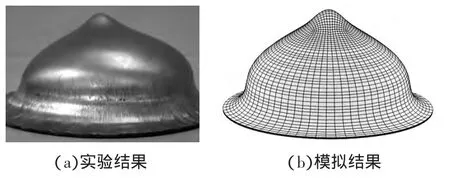
图13 实验结果与数值预测的外形轮廓

图14 板料变形轮廓
3.4 电压和板料直径对成形的影响
为了获得更高的直壁筒形件,观察不同参数对成形的影响,将板料直径D调整为150mm,电压U分别采用10.5kV和11kV,得到板料外形轮廓如图16所示。由图17可见,板料径向流动量由14.3mm分别提高到20.8mm和24.5mm,成形高度分别提高到64.3mm和67.8mm,后者凸缘几乎已全部被拉入凹模。图18为不同工艺参数下的应变在FLD图上分布,当U=10.5kV、D=150mm时比优化前破裂的可能性减小,而当U=11kV、D=150mm时有个别应变落在动态成形极限应变曲线上,破裂可能性增大,但仍未出现裂纹。以上结果是因为其他参数不变时,减小板料直径便减小了凸缘处的流动阻力,相应地减小了成形过程中径向拉应力,使成形高度提高,破裂可能性减小;增大电压能增大拉深力,提高径向流动量和成形高度,但过大会导致板料减薄严重,更易破裂。三组结果都有应变分布在准静态成形极限应变曲线以上,再次说明了电磁拉深的高速率动态变形过程能显著改善5052铝合金的塑性。
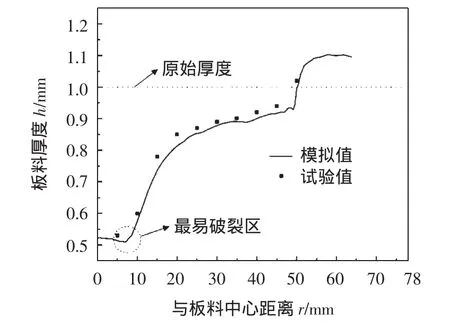
图15 板料厚度分布

图16 不同参数下数值预测的外形轮廓
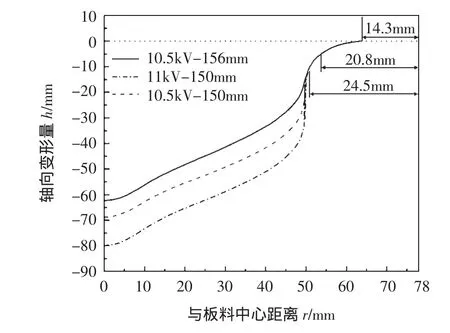
图17 不同参数下板料变形轮廓

图18 不同参数下的应变在FLD图上分布
4 结论
(1)本文采用顺序耦合法分析5052铝合金平板电磁拉深成形过程,考虑了工件变形对电磁场的影响,对空气网格进行随移更新,使其随板料同步变形而不发生畸变,大大提高了电磁场—结构场之间迭代耦合分析的计算精度。
(2)板料电磁拉深成形是一种拉深—胀形特点相结合的成形工艺。板料中心的塑性应变率可达到39927.5s-1。板料中心附近区为最易破裂区。
(3)电磁成形中,采用使成形件凸缘部分材料可流动的方法,能够实现一次放电成形拉深件。通过优化工艺参数,可进一步提高拉深极限,获得更大拉深高度。
[1]吕书林,黄尚宇,刘 鹏.电磁成形线圈的结构及应用[J].锻压技术,2008,33(4):74-78.
[2]陈文峰,黄尚宇,孟正华,等.电磁成形技术在铝合金成形中的应用前景[J].锻压装备与制造技术,2003,38(3):41-43.
[3]崔晓辉.电磁脉冲成形多物理场耦合数值模拟及实验研究[D].武汉:华中科技大学,2013.
[4]陈玉珍,李春峰,董国庆.平板件电磁成形磁场力研究[J].锻压装备与制造技术,2008,43(1):92-95.
[5]Seth M,Vohnout V J,Daehn G S.Formability of steel sheet in high velocity impact[J].Journal of Materials Processing Technology,2005.168(3):390-400.
[6]Imbert J,Worswick M.Electromagnetic reduction of a pre-formed radius on AA5754 sheet[J].Journal of Materials Processing Technology.2011,211:896-908.
[7]刘大海.5052铝合金板料磁脉冲辅助冲压成形变形行为及机理研究[D].哈尔滨:哈尔滨工业大学,2010.
[8]Shang J H,Daehn G S.Electromagnetically assisted sheet metal stamping[J].Journal of Materials Processing Technology.2011,211:868-874.
[9]Oliveira D A,Worswick M J,Finn M,Newman D Electromagnetic forming of aluminum alloy sheet:Free-form and cavity fill experiments and model[J].Journal of Materials Processing Technology,170(1-2):350-362.
[10]Mamalis A G,Manolakos D E,Kladas A G.Electromagnetic forming tools and processing Conditions:Numerical simulation [J].Mater.Manuf.Process,2006,21:411-423.
[11]Cui X H,Mo J H.3D modeling and deformation analysis for electromagnetic sheet forming Process[J].Trans.Nonferrous Met.Soc.China,2012,22:164-169.
[12]胡兆国.冷冲压工艺及模具设计[M].北京:北京理工大学出版社,2009.
猜你喜欢
重庆理工大学学报(自然科学)(2022年9期)2022-10-26
机械研究与应用(2022年1期)2022-03-14
防爆电机(2021年5期)2021-11-04
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19