基于Robotstudio的弧焊机器人离线编程
2014-09-21 11:57王纯祥程茁陈杨
重庆科技学院学报(自然科学版) 2014年5期
王纯祥 程茁 陈杨
(重庆科技学院冶金与材料工程学院,重庆 401331)
随着经济全球化的发展和市场竞争的加剧,我国制造业对工业机器人技术与自动化装备的需求迅速增长,其中,以工业机器人在焊接中的应用最为广泛。随着机器人控制速度和精度的提高,机器人电弧焊的应用范围日趋广泛。目前,国内应用的焊接机器人大多为示教再现的工作方式,示教再现型机器人在实际生产应用中存在的主要技术问题有:
(1)机器人的在线示教编程过程繁琐、效率低。
(2)示教的精度完全靠示教者的经验目测决定,对于复杂路径难以取得令人满意的示教效果。
(3)对于一些需要根据外部信息进行实时决策的应用无能为力。
示教再现必须停止生产才能对焊接机器人进行在线编程,这种生产与编程的矛盾将会越来越大,解决矛盾的有效方法就是采用离线编程。因此,研究和应用弧焊机器人离线编程技术是提高焊接自动化水平的必然趋势。
本文通过利用Inventor进行三维建模,结合ABB公司开发的RobotStudio v5.15离线编程和机器人仿真功能软件,探讨对复杂马鞍形焊缝零部件的机器人焊接离线编程技术,并对程序进行测试和模拟。
1 机器人离线编程创建
1.1 工件及工装夹具的三维造型
由于RobotStudio软件的三维造型功能弱,因此在三维Inventor软件中创建焊接件及工装夹具的三维装配体CAD图形如图1所示。
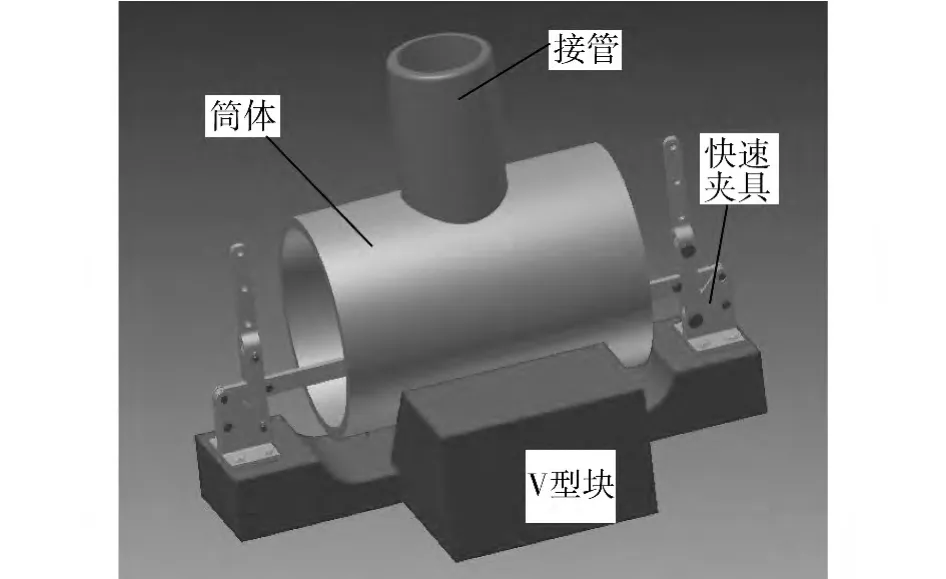
图1 工装夹具的三维装配体CAD图
1.2 创建机器人系统
为了在Robotstudio软件中进行的模拟与仿真,与实际机器人焊接达到一致,则机器人工作站系统与Robotstudio软件中的机器人系统必须一致,这也是模拟与仿真的基础,如图2所示将目前的弧焊机器人系统进行备份,再导入Robotstudio软件中进行的模拟与仿真。
1.3 创建焊接工件目标和路径
创建的机器人焊接工作站如图3所示。将被焊工件装配几何体导入已创建的RobotStudio焊接机器人工作站中,以便为RobotStudio在创建焊接作业路径曲线时提供基于精确CAD的管与管马鞍形三维空间曲线,如图4所示。
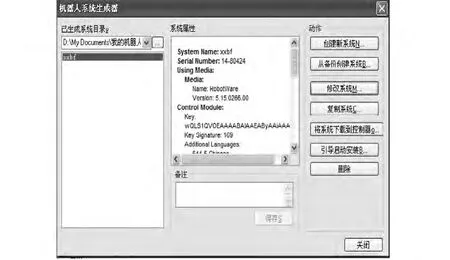
图2 系统生成器

图3 机器人工作站

图4 焊接轨迹
通过自动配置生成的焊接路径,大多数不是理想的焊接姿态。需要通过检查目标方位,调整焊枪TCP的姿态(图5),以便机器人的焊枪TCP点到达整个空间焊缝和电弧产生的热量沿焊缝均匀分布,保证焊缝的成型符合要求。
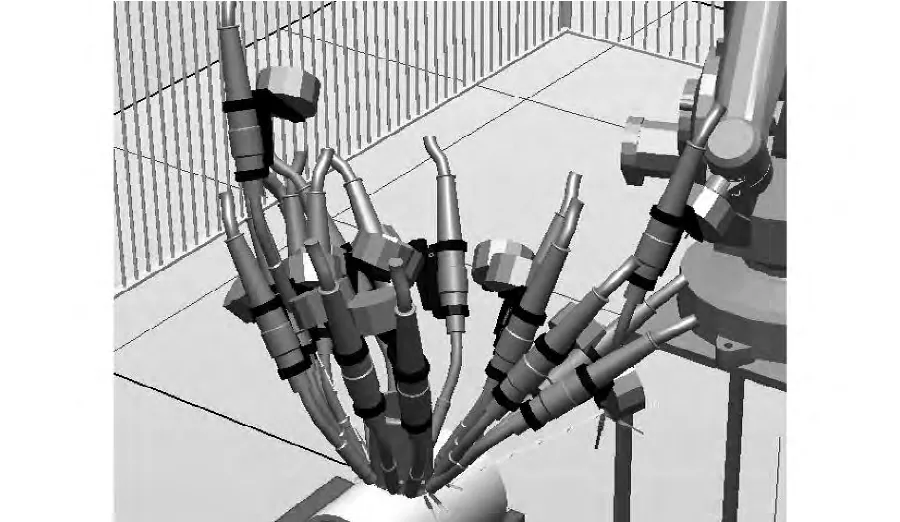
图5 焊枪姿态优化
1.4 机器人焊接路径程序生成
将建立好的工作站同步到虚拟控制器中,会产生所构建的焊接路径程序,如下所示。然后,在“RAPID”选项中进行程序的添加和删减。

注:v200表示机器人运动速度数据;z10表示机器人运动转弯速度。
2 离线编程程序指导马鞍工件焊接
将在弧焊机器人工作站中生成的程序导入到机器人系统中进行马鞍焊缝焊接,焊接效果见图6和图7。离线编程指导实际工件焊接,焊缝成形质量良好,成形均匀。
3 示教编程及焊接
示教编程焊接焊枪路径流程见图8。示教编写马鞍焊缝程序具体做法如下:
①整个马鞍焊缝焊接路径分为2段,即P2-P6和P8-P13;
②P2至P13为实际焊缝轨迹;
③Phome为初始位置,即焊枪未工作时的安全放置处;
④P1、P7为焊接位置控制点,位于焊接开始点上方;
⑤P2为第一段焊接开始点,P8为第二段焊接开始点,用于调节焊丝伸出长度(10~15mm)
⑥P13为焊接结束点;P14为提枪位置点,然后,返回到初始位置,焊枪离开工件,便于检查。

图6 离线编程焊接效果1

图7 离线编程焊接效果2

图8 焊枪路径流程
根据马鞍型模型中每一点焊枪的位置,示教每一个焊接点,并且利用示教器进行焊接程序编辑,示教焊接程序如下:

利用上述程序进行示教焊接,其效果见图9。

图9 示教编程焊接效果
4 结论
(1)Robotstudio软件可识别各种CAD格式数据,结合Inventor的三维造型功能,使得机器人离线编程中空间复杂曲线轨迹的获得变得更加方便和准确。
(2)Robotstudio软件的路径优化功能使路径检查和修正时间大大缩短,降低了修正难度。
(3)将创建的焊缝路径程序通过虚拟控制器,装载到车间生产机器人上实施焊接作业,实现了焊接自动化的CADCAM生产,保证了焊接的质量。
(4)模拟仿真生成的焊接程序指导实际工件焊接,焊缝成形质量良好,成形均匀;示教编程焊接,过程繁琐,焊缝成型不好,存在很多孔穴、咬边等现象。
[1]唐新华.焊接机器人的现状及发展趋势(一)[J].电焊机,2006,36(3):1-5.
[2]戴文进,刘静.机器人离线编程系统[J].世界科技研究与发展,2003,25(2):69-72.
[3]陈焕明.焊接工装设计[M].北京:航空工业出版社,2006:237-239.
[4]周浩森.焊接结构生产及装备[M].北京:机械工业出版社,2007:91-97.
[5]田劲松.机器人弧焊任务级离线编程技术的研究[D].哈尔滨:哈尔滨工业大学,2001.
[6]王克鸿,刘永,徐越兰,等.弧焊机器人离线编程系统[J].焊接学报,2001,22(4):84-86.
猜你喜欢
现代农机(2022年3期)2022-07-11
防爆电机(2021年4期)2021-07-28
铁道通信信号(2020年6期)2020-09-21
组合机床与自动化加工技术(2019年11期)2019-11-27
铁道通信信号(2019年3期)2019-04-25
中成药(2018年2期)2018-05-09
焊接(2016年7期)2016-02-27
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年8期)2015-07-18