
箱形+工字形的巨型钢柱焊接工艺研究
2014-09-20 07:23
建筑施工 2014年9期
中建八局钢结构工程公司 上海 200125
1 结构与体系
大连中心·裕景ST1塔楼是大连裕景项目的最高建筑,地下4 层、地上80 层,建筑高度383.45 m,总建筑面积17.5 万m2。主要建筑功能为高档写字楼和超五星级酒店。
建筑主体结构形式为型钢混凝土组合结构。钢结构主要分布于塔楼的外框,外框结构由巨型柱、转换桁架、斜向大支撑、框架柱与框架梁共同组成。其中,巨型柱分布于塔楼的5 个角,转换桁架每隔15 层1 道,将上面14 个楼层的荷载传递到周边巨型柱上,每2 道桁架之间设置斜向大支撑,组成结构的抗侧力体系。总用钢量约3.45 万 t。
分布于5 个角部的巨型柱(CC1~CC5)截面构造复杂,其分布位置如图1所示。其中CC1、CC2、CC5由箱形钢柱一、箱形钢柱二及其中间工字形钢柱三部分组成,最大板厚100 mm,截面形式见图2;CC3、CC4由箱形钢柱、圆管型钢柱、连接板及工字形钢柱组成,最大板厚100 mm。

图1 ST1巨型柱分布位置示意
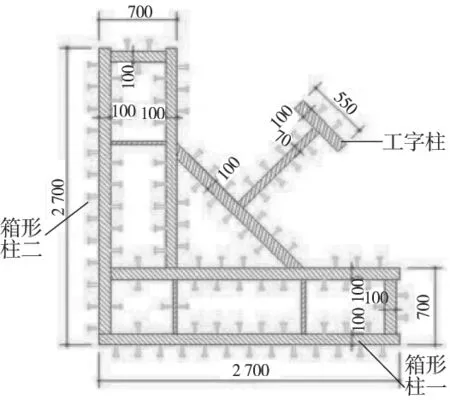
图2 巨型柱CC1、CC2、CC5截面示意
2 主要焊接工艺制定[1-5]
巨型柱CC1、CC2、CC5的构造及焊接难度均大于CC3、CC4,因此以CC1、CC2、CC5为例进行说明此复杂组合截面的焊接施工工艺。
2.1 预留焊接操作孔的设计
为保证钢柱对接后,可完成箱一与箱二交接位置内部焊缝,制作过程中在箱二上开设600 mm×600 mm的预留操作孔,如图3所示。
为保证箱形柱与工字柱内部三角形区域对接焊缝的焊接,制作过程中预留工字段(对接位置上下各300 mm),如图4所示。待内部焊缝焊接完成检查合格后再进行补装、焊接。
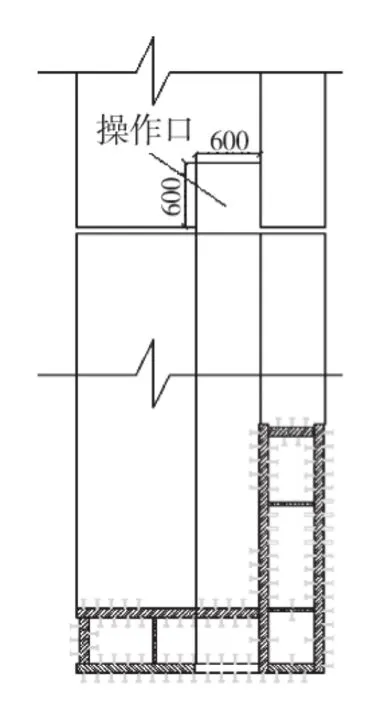
图3 预留操作孔示意
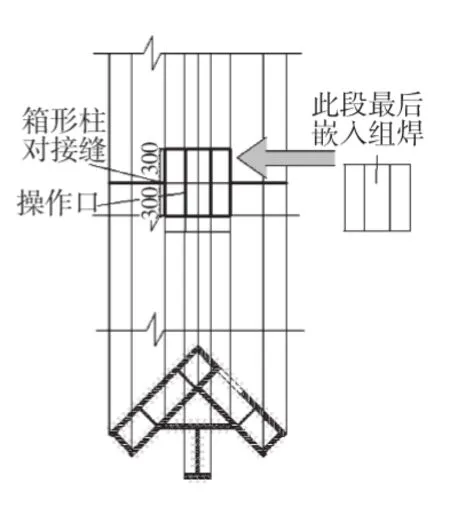
图4 工字预留段孔示意
2.2 焊接坡口的设计
由于厚板焊接量大、难度高,坡口的设计对工程进度和施工质量起着至关重要的作用。坡口形状:在加工及安装过程中严格执行深化图纸要求,焊前坡口形状检查项目为间隙、错边、焊缝原始宽度三项内容。
钢柱连接焊口横焊位置的坡口形式及尺寸要求如图5所示(t≤36 mm时b=45°,t≥36 mm时b=35°~38°)。
2.3 焊接方法及焊接材料的选择
结合工程特点及各种焊接方法的焊接质量、焊接速度、操作方便程度、全位置焊接性能、抗风能力、焊接成本诸因素,选择半自动实芯焊丝二氧化碳气体保护焊(GMAW)为主要焊接方法,焊条电弧焊(SMAW)、药芯焊丝二氧化碳气体保护焊(GFCAW-G)为辅助焊接方法的组合。

图5 钢柱连接横焊位置坡口示意
根据工程钢材性能,按照低强匹配的原则进行焊接材料的选择,具体如下:
(a)实芯二氧化碳气体保护焊用E R 5 0-6(Φ1.2 mm),主要用于焊缝的中间填充焊;
(b)焊条电弧焊用E5015(Φ4 mm),主要用于窄间隙焊缝的打底焊;
(c)药芯二氧化碳气体保护焊用E 5 0 1 T-1(Φ1.2 mm),主要用于焊缝的盖面焊。
2.4 焊接顺序
箱形+工字形组合巨型柱的现场焊缝,应该先焊接箱形柱的对接焊缝及操作孔焊缝,再焊接工字形钢柱对接焊缝。
箱形柱的对接焊缝及操作孔焊缝的焊接顺序如图6、图7所示。
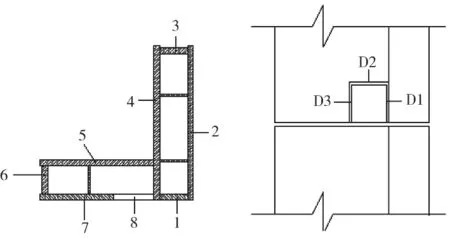
图6 箱形钢柱对接焊缝分布
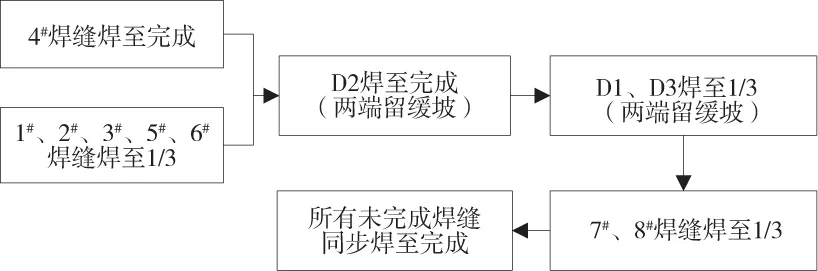
图7 钢柱对接焊缝焊接顺序
预留工字段现场焊缝的焊接分布如图8所示。
预留工字段对接焊缝有上下2 个工字形焊口。施焊时,应先焊完上边的一个工字形焊口(另一个焊口点焊固定或用卡具固定),再焊下边的工字形焊口。在焊接第一个焊口时,后焊焊口的点固焊缝如果发生开裂,这是焊接应力释放的结果,是正常现象。此时应停止第一条焊缝的焊接,用卡具调整好后焊焊缝的错边量之后,再进行正常焊接。

图8 预留工字段焊缝分布
工字形钢柱对接有3条焊缝。图中的3#、4#为同一条焊缝的一部分,应安排两人施焊。为了减少焊接应力,焊接工字形焊口时应首先焊接1#焊缝,然后焊接2#焊缝,最后3#和4#焊缝由两人同时焊接完成。
封口处工字形钢两侧的立焊缝最后同步焊接。
3 焊接过程控制
3.1 焊前准备
(a)施工前进行焊接工艺评定、编制焊接工艺卡等相关技术准备工作,确保施焊人员对操作工艺熟练掌握。
(b)焊前对施焊焊工进行现场附加考试,并进行专门技术交底。
(c)焊前搭设防护棚,并对棚内风速及温度进行实测,确保风速小于1 m/s,棚内环境温度不低于5 °C,湿度不得大于90%。
(d)焊前对坡口尺寸及组对间隙等进行实测并记录,如间隙超过规范允许范围,必须对坡口间隙进行处理后方可施焊。
(e)施焊前认真清理坡口附近的水、锈、油污等杂物。
3.2 焊前预热
施焊前用电加热板对焊缝两侧2 倍板厚范围进行加热,加热温度140 °C以上。对于加热温度达不到要求的区域,用火焰加热进行补偿。
3.3 焊接过程措施
(a)超长焊缝层间温度控制十分困难,焊接时分段焊接的长度控制在1 m 左右(不超过2 m),并需随时对焊缝进行测温监控,层间温度控制在150°C左右;发现层温过低时,立即采用火焰加热的方式进行加热补偿,待达到温度后再进行焊接。
(b)焊接过程中,下道焊缝焊接前采用清渣小锤对前一道焊缝焊接过程中产生的药渣进行清除,防止焊接完成后出现焊缝夹渣的现象。
(c)每层焊接结束后,用自制焊接小锤均匀敲打焊缝,以达到消除焊缝焊接应力的作用。
(d)同一条焊缝要求一次性焊接完成,如不能一次焊接完成,停止施焊时按要求做好后热保温,再次施焊前,按预热要求重新进行预热处理。
3.4 焊后措施
(a)焊接完成后,立即将加热板覆盖焊缝并通电,对距焊缝中心线50 mm位置进行温度测量,温度达到250°C左右时,停止通电。外覆保温棉,使焊缝自然冷却至常温。
(b)焊接完成后,首先清理表面的熔渣及两侧飞溅物,待焊缝冷却到环境温度后进行焊缝检验,以焊接完成24 h后检查结果作为验收依据。
(c)发现缺陷进行返修时,应对照缺陷位置,采用砂轮机或碳弧气刨将缺陷除掉。若采用碳弧气刨处理时,气刨完毕后须用砂轮机打磨刨口至刨口平滑后,方可进行补焊。
4 适用范围
适用于大型复杂截面的钢结构柱和其他类似构造复杂的桁架等结构的焊接,通用性较好。特别适用于多截面组合后存在大量隐蔽焊缝,现场焊接操作复杂构件的焊接施工;解决了多焊缝汇交,合理制定焊接顺序减少焊接应力。
猜你喜欢
客车技术与研究(2021年2期)2021-04-23
设备管理与维修(2020年4期)2020-03-03
新商务周刊(2019年10期)2019-12-21
商品与质量(2019年38期)2019-04-18
石家庄铁路职业技术学院学报(2018年2期)2018-07-12
水利规划与设计(2018年1期)2018-01-31
汽车实用技术(2017年22期)2017-12-11
汽车实用技术(2016年1期)2016-12-24
文理导航·科普童话(2016年4期)2016-05-31
中国化肥信息(2016年38期)2016-05-17
