Φ800 工字轮卧式收线振动问题的解决方法
2020-03-03 13:10钱维华
设备管理与维修 2020年4期
钱维华
(贵州钢绳股份有限公司,贵州遵义 563000)
0 引言
几年前,贵州钢绳股份有限公司采购的3 台LZ10/500 直进式拉丝机,其Φ800 mm 工字轮卧式收线机在生产1.0 mm 左右钢丝、收线速度800~1000 m/min 时,由于速度高出现的故障较多,主要表现为工字轮和收线机振动大。这样将造成钢丝排线质量差、速度上不去,响钢丝产量和质量。
1 原因分析
1.1 次要原因
(1)顶尖与轴连接的键、轴、顶尖容易磨损。由于加工和装配误差,收线轴与顶尖的配合主要采用间隙配合,键与轴或顶尖的连接松,顶尖磨损后与与工字轮端盖接触不良,在高速转动中产生振动。
(2)工字轮振动大。经过几年的使用,工字轮产生塑性变形,高速转动中,动、静不平衡,机身和工字轮产生振动和噪声。
(3)收线气缸漏气。从动端(有气缸端)夹紧工字轮力不够,在高速转动过程中,在工字轮重量和钢丝的重力作用下,气缸活塞收缩,顶尖与工字轮侧带锥度端盖接触不全、有间隙,造成工字轮、收线机振动。
1.2 主要原因
从动端滑动套支出悬臂过长,高速转动时产生振动。装有顶尖的从动端滑动套与机架的固定就象单悬臂梁支撑,在工字轮和钢丝的重力作用下产生弯曲,弯曲的位移即挠度(图1)。从动端滑动套的挠度f 可以由f=PL3/3EI 计算得出。其中,P 为作用集中载荷即工字轮和钢丝的重量,L 为从动端滑动套简支梁支撑点到顶尖与工字轮端盖接触处的长度,E 为钢的弹性模量,I 为截面的轴惯性矩。

图1 从动套受力分析
2 解决方法
2.1 初步解决方法
根据试验摸索,初步确定解决方案:
(1)把收线主从动轴和顶尖直孔加键连接改为同锥度孔加键[2]连接,提高顶尖和轴的定位。把顶尖材质45#钢改为Cr12,表面淬火硬度56~62 HRC,提高顶尖外锥表面硬度,减小主从动轴和顶尖磨损,从而减小工字轮和机身的振动。
(2)及时更换工字轮磨损端盖,变形严重的工字轮规定不准用于中拉收线机,保证工字轮的可靠性。
(3)及时更换气缸或气缸密封,保证气缸动作灵敏到位,保证工字轮的夹紧力、不松动。
通过以上改进但效果不佳。
2.2 主要解决方法
根据挠度的计算公式f=PL3/3EI,原从动端滑动套筒支撑长度等于250 mm。由于钢的弹性模量E 和截面的轴惯性矩I 是定量不变,钢丝和工字轮的重量P 也不改变,只有减少简支梁长度L,同时考虑装工字轮时的空间长度要求,从动端滑动套筒支撑座加长50 mm,减少滑动套筒支出长度。往工字轮方向移50 mm(图2),即简支梁L 减少50 mm 为200 mm。
根据公式f=PL3/3EI,L=250 mm=0.25 m 时,原挠度f1=PL3/3EI=P×0.253/3EI=0.015 625P/3EI≈0.016P/3EI;减少50 mm 后,L=200 mm=0.2 m 时,挠度f2=PL3/3EI=P×0.230/3EI=0.008P/3EI≈0.016P/3EI。这样,Δf=f1-f2=0.016P/3EI-0.008P/3EI=0.008P/3EI。
通过计算结果可知,当简支梁L 减少50 mm 时,从动轴顶尖与工字轮端盖接触点的挠度减1/2,即工字轮与从动端接触点的振动振幅只有原来的1/2。增长从动端滑动套的支撑套支出长度,可减少工字轮振动在高速时的振幅。
3 结束语
经过对Φ800 mm 收线机从动端滑动支撑套的改进,可以减少高速运行时工字轮的振幅,减少机故,提高工字轮的排线质量,提高单机产量。
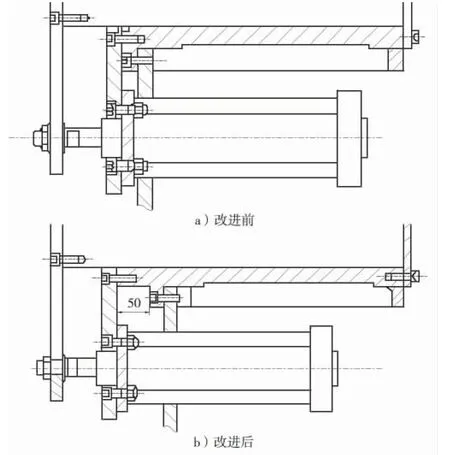
图2 简支梁改进前后
猜你喜欢
小读者(2021年6期)2021-07-22
客车技术与研究(2021年2期)2021-04-23
天津冶金(2018年2期)2018-06-14
作文周刊·小学四年级版(2018年6期)2018-03-15
汽车实用技术(2017年22期)2017-12-11
中国眼镜科技杂志(2016年14期)2016-12-08
山东工业技术(2016年15期)2016-12-01
智能建筑与智慧城市(2016年7期)2016-08-18
文理导航·科普童话(2016年4期)2016-05-31
海峡姐妹(2016年2期)2016-02-27