
扁丝十头收排线机的改进
2018-06-14 03:40曹金瀛
天津冶金 2018年2期
曹金瀛
(天津冶金集团天材科技发展有限公司,天津300308)
0 前言
天津冶金集团天材科技发展有限公司是国内首家生产彩电用金属材料的企业,1990年建成国内第一条小型扁丝生产线,形成批量生产能力。其后又引进日本高精度三连轧机,使产品在理化性能、尺寸公差及外观质量等方面均达到国内领先水平。公司生产的小型扁丝广泛应用于航空、航天及电子领域,产品的技术水平和附加值高。随着航空、航天及电子事业的飞速发展,本单位制造的扁丝品种、规格、产量逐年增高,对小型扁丝产品的理化性能、尺寸公差及外观质量等方面提出更高的要求,也对小型扁丝收排线的质量提出更高的要求。
公司与成品退火装置配套使用的小型扁丝SW-130/8型收排线机设备老化,收排线方式落后,收排线卷绕不能做到紧密结实,造成周转和运输过程中因松圈乱丝而达不到客户使用要求,为此公司决定对其进行更新改造升级。
1 SW-130/8收排线机工作原理和工作方式
原SW-130/8型收排线机主要用来与八头退火装置配套,实现卷绕收线。该机器收排线采用整机同步定速牵引,分头卷绕的方式进行。牵引速度能任意调定,保持不变,各收线机能单独起停,卷绕力矩任意可调,排线装置的行程和排距能按需选用。
1.1 SW-130/8收排线机工作原理
牵引传动:牵引传动由Z2-32型电动机三角带拖动二级减速器转动,减速器一端出轴由链条传至牵引轮运转。其转速(牵引速度)的大小,调节电动机的转速实现。
收线卷绕:收线轴由JDLJ71-0.05-4/8型电机通过齿轮减速器带动配置在从动轴的线盘轴转动线盘周与空心轴采用滑键链接,收线轴在空心轴内转动的同时,还可以轴向移动,实现卷绕排线;卷绕张力的大小调节力矩电机的卷绕力矩来实现。
排线:排线速度由Z2-32型电动机、减速器JZT12-4滑差器、排线变速箱来,带动排线螺杆,支架导杆、换向撞块和线盘支架往复运动实现排线换向方式由电磁离合器,换向撞块,换向开关来实现。排线行程由换向撞块和换向开关指令电磁离合器来实现。线盘排线行程的大小和对中通过换向开关的传动螺杆来调整,各线盘前的排线导轮亦可微调对中。排线排距的调节由JZT12-4型调速器和排线变速箱来实现,JZT12-4调速器起无级作用。
1.2 原SW-130/8型收排线机工作方式
原收排线机丝材走向示意图(图中粗实线表示丝材)如图1所示。
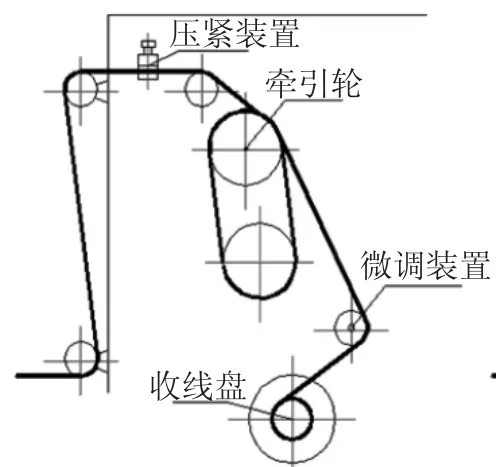
图1 原收排线机丝材走向示意图
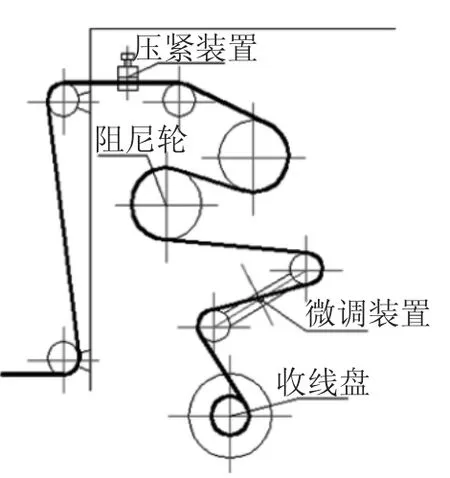
图2 新收排线机丝材走向示意图
收线路径:丝材从左侧退火装置出来经过两个小导线轮、压线装置、牵引轮、大导轮再从牵引轮绕过来经过微调装置上的小导轮,到达收线盘完成卷绕收排线。
收线张力:通过压线装置压板的压力调整,牵引轮有一个设定转速控制,收线盘有一个转速控制产生张力完成收线。
收线轴的运动:收线轴在转动的同时,还可以轴向移动实现卷绕排线。
排线运动:通过JZT12-4调速器的无极调速,通过螺杆转动带动整体排线装置使收线轴轴向移动来实现。由换向撞块和换向开关指令电磁离合器实现排线的行程和换向。
1.3 小型扁丝收排线技术参数要求
规格:厚度(0.1~0.2)×宽度(0.8~2.0)mm;收线线速度(也是退火速度):8~15 m/min;排线行程:20~90 mm;排距:即扁丝宽度 0.8×2.0 mm;收线盘规格:①Φ130×Φ60×Φ20×90 mm(外径×起始卷径×孔径×长度)②Φ100×Φ50×Φ20×700 mm;收线重量:50~1 500 g;收线盘卷绕张力:0~1 kg。
1.4 原SW-130/8型收排线机存在的问题
原收排线机属于单收单控整排方式,由机械装置和简单电气控制转速设定调节来完成收排线工作的,而不是恒线速收线;排线由普通螺杆转动带动整体排线装置实现排距的调节不能准确定位;收线张力由两个转速和压板调节不稳定。特别是减速机构繁杂不便于调整操作和设备维护与维修。
1.4.1 牵引:
由于收排线机属于成品收排线设备,小扁丝收放线通过退火装置时不能有大的张力,只能有小的阻尼放线,而且牵引速度与收线速度重合,因此不需要牵引传动装置;
1.4.2 收线路径
丝材在经过牵引轮与大导轮后有一个回绕到牵引轮的方式,使得丝材不在同一个垂直平面内影响扁丝的直度。
1.4.3 收线张力的控制
由压线装置的压板压紧调节收线张力,以及牵引装置转速设定后与收线力矩电机通过电压调节转速的变化而产生,很难达到合理的张力值,扁丝缠绕不紧实。
1.4.4 排线方式
由普通螺杆转动带动整体排线装置实现排距的调节,扁丝缠绕排列不整齐。
1.4.5 排线行程与换向的控制
排线行程由换向撞块和换向开关指令电磁离合器来实现。线盘排线行程的大小和对中通过换向开关的传动螺杆来手动控制调整,位置精度不准确。
1.4.6 收线与排线速度的控制
由收线电机和排线电机分别控制调整,速度不匹配。
2 新收排线机的收排线方法控制方式的选择
2.1 常用收排线的方法
目前收排线的方法有五种:①整收整控整排②单收整控整排,③单收单控整排,④单收单控单排,⑤双收双控双排。其中①、②、③、种都存在不同程度的技术缺陷,第④种方法较完善,第⑤种方法能基本满足使用工艺技术要求。
2.2 收排线的控制方式
五种收排线的控制方式:①整收整控整排、②单收整控整排均不能实现智能化管理,无法做到恒线速收线;③单收单控整排能够实现智能化管理且能做到恒线速控制,但排线无法自动跟踪;④单收单排单控,功能完善,控制精确,但设备制造成本高。建议采用⑤双收双控双排或单收单控双排,这样既可以基本做到智能化管理,恒线速收丝,且自动跟踪排线,同时不同规格的线,但需要两侧同时上下线才可以同时完成收线过程。
2.3 收排线方法和控制
收排线方法和控制的选择:根据小扁丝应用领域及小规格多品种附加值高,客户不断提高的技术要求和需求,以及机电一体化发展形势的研究,为了实现小扁丝质量进一步提高,我们提出了恒线速收线、自动跟踪排线、人机对话的人工智能控制,便于操作,便于维护达到收线紧实排线整齐的效果,让用户满意。为此我们选择了单收单控单排的方法,恒线速收丝,且自动跟踪排线,排线换向与行程通过设定程序,实现精确控制。
3新型SPXJ——A收排线机的开发
3.1 开发方式
合作开发共同研究:通过市场调研设备的选型没有达到满意的效果,经过协商我们与有收排线机制造经验的设备制造厂达成合作开发共同研究适于扁丝的收排线机。由我方提出实际操作方案和技术参数、控制要求,由制造方进行设备的整体与传动零部件的强度刚度计算及制作,并进行程序控制的设定,现场进行设备的小试中试达到我方要求后发货。
3.2 开发内容
收线路径、收线张力机构及收排线方式的要求见图2。(图2新收排线机丝材走向示意图中的粗实线表示丝材)。
收线路径:要求丝材在一个垂直平面内,保证扁丝的直度。丝材从左侧退火装置出来经过两个小导线轮、压线装置、大导轮、阻尼轮再经过微调装置上的两个小导轮,到达收线盘完成卷绕收排线。
收线张力机构:将S轮传动应用到张力机构以增加收线张力。由压线装置;一个大导轮与阻尼轮形成S轮,阻尼轮的轴上加设阻尼装置;在微调装置处通过一个连杆连接两个小导轮形成一个S轮;缠绕在收线盘上形成收线张力机构。
收线轴的运动:收线轴在转动收线的同时,由排线轴带动收线轴轴向移动实现卷绕排线。
排线轴的传动方式:采用滚珠丝杠滚珠丝杠螺母传动以提高排线轴运动精度。
收排线方式:采用单收单排单控,即每个收排线装置单独收线单独排线单独控制操作,以适合小批量多规格生产方式。
收排线头数:为了提高生产能力和生产效率由原来的八头增加到十头收排线机。
收排线电机数量:十个收线电机十个排线电机。
3.3 新SPXJ收排线机基本技术参数要求
规格:厚度(0.1~0.3)×宽度(0.8~3.0)mm;收线线速度(也是退火速度):3~20 m/min;
排线行程:20~120 mm;排距:即扁丝宽度0.8×3.0 mm;收线盘规格:(外径×起始卷径×孔径×长度)①Φ130×Φ60×Φ20×90 mm;②Φ100×Φ50×Φ20×70 mm。收线重量:50~2 000 g;收线盘卷绕张力:0~2 kg。
3.4 收排线机控制系统的硬件设计要求
3.4.1 控制方案的总体要求
机器的操作由工艺操作人员通过触摸屏输入收线度速、扁丝规格、排线行程等工艺参数,打开收线机单头控制开关,机器即进入工作程序,系统将按照设置的指令进行恒线速收线,排线自动跟踪达到收线紧实,排线整齐。整机控制水平高,工作稳定可靠,故障报警,维修方便。
3.4.2 十头收排线机系统控制要求
(1)每个头在操作方便的地方分别设置开、停按钮;
(2)每个头在方便操作的地方分别设置行程起始点调零按钮以保证行程准确;
(3)每个头设置手动微调装置以保证收线盘单侧对零的起始点准确;
(4)每个头设置行程保护接近开关避免事故发生。
3.5 控制方案的选择
通过对变频电机变频调速控制与步进电机控制、伺服电机控制的分析及制造方的建议根据收排线转速低的特点,步进电机具有以下优点,选择了步进电机数字控制。
3.5.1 通常不需要反馈就能对位移或速度进行精确控制,因而即可以采用闭环控制还可以采用开环控制;
3.5.2 输出的转角或位移精度高,误差不会积累具有良好的位置精度和运动的重复性;
3.5.3 控制系统结构简单,与数字设备兼容,外形尺寸小,价格便宜;
3.5.4 优秀的起停和反转响应;
3.5.5 仅仅将负载直接连接到电机的转轴上也可以极低速的同步旋转。
3.6 系统主要硬件的选择
3.6.1 触摸屏:台达DOP-A57GSTV;
3.6.2 可编程控制器:台达DVP-14SS;
3.6.3 收线步进电机:86BYG250B 电流 4A/相步距角 0.9°/1.8°;
3.6.4 排线步进电机:北京四通混合式步进电机56BYG250D电流2.4A步距角1.8°;
3.6.5 收线步进电机驱动器:北京四通:两相步进电机细分驱动器:SH-20806N;
3.6.6 排线步进电机驱动器:北京四通SH-20403;
3.6.7 整流模块:北京四通SC-03。
3.7 触摸屏设置的主要指令
3.7.1 收线轴恒线速度:根据扁丝退火工艺设定恒线速度;
3.7.2 扁丝厚度+厚度调整:为保证恒线速度收丝,需要根据扁丝公称厚度设定厚度尺寸精度0.01mm同时设定线厚调整精度为0.001mm;
3.7.3 扁丝厚度+厚度调整:为保证扁丝尽量接触到收线盘两个内端面,在收线盘宽度上达到均匀整齐排列间隙均布,需要根据扁丝公称宽度设定宽度尺寸精度0.01mm同时设定线宽调整精度为0.001mm;
3.7.4 排线行程:根据收线盘实际宽度设定排线行程以保证排线对收线的自动跟踪精度;
3.7.5 显示故障报警及故障复位功能:为方便设备维修需要显示故障内容,故障解除后按复位键继续工作。
3.8 软件编程设计的要求
3.8.1 收线线速度恒定:收线线速度随收线卷径的增大保持不变而转速降低;
3.8.2 排线速度自动跟踪:排线速度与收线速度同步启动,随着收线转速的降低卷径的增大而变化,达到排线缠绕整齐均匀排列的效果;
3.8.3 指令随时调整功能:(1)线厚指令输入由操作人员测量后一般不会改变。(2)但是扁丝宽度指令的设定可能与排线行程实际宽度产生误差,不能达到扁丝尽量接触收线盘两侧的效果,这就需要通过重新设定“线宽调整”数值来实现。(3)行程设定的数值也有可能与实际尺寸不符,需要重新设定数值来实现。(4)因此每一层扁丝两侧换向的起始点也就是重新设定数值启动的起始点。
4 开发效果
本研究所开发的SPXJ—A型收排线机采用S轮增大了收线张力,通过滚珠丝杠滚珠螺母传动提供排线精度,通过采用恒线速收线提高了扁丝的机械性能和理化指标,通过把步进电机数字控制技术应用到扁丝收排线机实现人机对话智能控制。三个多月的使用结果表明,该收排线机显著提高了扁丝卷绕排线质量,达到了收线紧实排线整齐均匀的效果,提高客户的满意度、生产效率。
5 结束语
SPXJ—A型收排线机采用了S轮、滚珠丝杠滚珠螺母传动、恒线速收线、人机对话智能控制等技术,三个多月的使用结果表明,该收排线机可以显著提高扁丝卷绕排线质量,收线紧实,排线整齐均匀,可以满足用户需求。
[1]张立勋,黄筱调,王亮.机电一体化系统设计[M].北京:高等教育出版社,2007.11
[2]李向东.电气控制与PLC[M].北京:机械工业出版社,2002,09.
猜你喜欢
阅读(中年级)(2020年12期)2020-04-06
中国科技教育(2019年9期)2019-11-12
考试周刊(2018年95期)2018-11-14
作文周刊·小学四年级版(2018年6期)2018-03-15
山东工业技术(2018年5期)2018-03-10
课堂内外(小学版)(2018年11期)2018-02-22
少儿科学周刊·少年版(2017年3期)2017-06-29
科技创新与应用(2016年34期)2016-12-23
文苑·感悟(2016年7期)2016-07-11
新高考·高一物理(2016年3期)2016-05-18
