Q345D钢埋弧焊接头组织与性能
2014-09-17 02:41包晔峰
电焊机 2014年1期
杨 克,杨 可,包晔峰
(河海大学 机电工程学院,江苏 常州 213022)
0 前言
埋弧自动焊具有生产效率高、焊接质量好等特点,被广泛运用于桥梁、船舶、锅炉制造、压力容器、输油输气管道、大型钢结构等领域的中厚板焊接。Q345D钢与Q345A、B、C相比机械性能较好,低温冲击功的试验温度低(-20℃最小27 J),有害物质S、P的含量较低,焊接性能较好。Q345D使用时多为中厚板,所制造的设备多在高压和重载荷的条件下工作,若焊缝中存在微裂纹,焊接接头强韧性较差或与母材不匹配,将导致设备的抗拉压、抗冲击性能下降,可能会造成重大安全事故。因此需要设计恰当的工艺来获得良好的焊缝成形和焊接接头性能[1-3]。
裂纹、气孔是焊缝主要的缺陷;焊接接头的强度、塑性、韧性是其重要性能指标;接头的显微组织形态也对其性能有很大影响。这些性能指标决定了设备的安全性和使用寿命。因此通过对焊接接头进行无损检测,分析试样的显微组织,对焊接接头进行拉伸、弯曲和低温冲击试验来检验Q345D钢埋弧焊的接头性能。
1 试验材料和方法
1.1 试验材料
试验母材选用15 mm的Q345D钢板,它属于低合金钢,一般在热轧状态下使用。由于轧制过程使晶粒变得细长,材料得到沉淀强化和细晶强化。Q345D钢的化学成分和力学性能如表1、表2所示。
表1 Q345D钢的化学成分
Tab.1 Chemical constitution of Q345D %
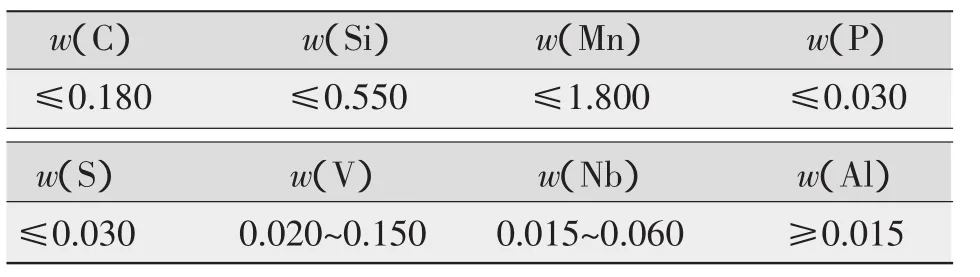
w(P)≤0.030 w(S)≤0.030 w(C)≤0.180 w(Si)≤0.550 w(Mn)≤1.800 w(V)0.020~0.150 w(Nb)0.015~0.060 w(Al)≥0.015

表2 Q345D钢的力学性能Tab.2 Mechanical property of Q345D
选用55ULT×H-14的焊剂-焊丝组合,适于低温钢的单层、多层焊接,焊丝直径为4.8 mm,电弧燃烧稳定,焊缝成形美观,脱渣容易,具有较高的低温冲击韧性。焊丝与焊剂配合所得熔敷金属的主要合金元素成分如表3所示。熔敷金属中主要合金元素为Mn、Si、B和Ti。低合金钢焊缝韧性很大程度上依赖于Si、Mn含量。Si是铁素体形成元素,Mn是扩大奥氏体区的元素,能推迟γ→α转变,增加焊缝中Mn的含量,将减少先共析铁素体的比例。Ti是很强的碳化物形成元素,形成的TiC能对基体起到明显的沉淀强化作用。B的加入能够细化晶粒,起到细晶强化的作用[1]。

表3 熔敷金属的化学成分Tab.3 Chemical Composition of Deposited Metal%
1.2 试验方法
使用MZ型自动埋弧焊机对板厚为15 mm的Q345D进行焊接,开单面V型坡口,坡口角度60°,装配间隙0~2 mm。采用单面焊接工艺,焊前仔细清理坡口两侧的油污、铁锈和水分等。焊接时需在板件两端加引弧板和引出板,以去除引弧和收尾时容易产生的弧坑等缺陷。焊接三层,分别为打底焊、中层焊、封顶焊。具体的工艺参数如表4所示。

表4 埋弧焊焊接参数Tab.4 Welding procedure parameters of submerged arc welding
2 结果与分析
2.1 焊接接头金属组织
焊缝成形良好,表面光滑,无气孔、未焊透和咬边等缺陷。使用磁粉探伤仪和超声波探伤仪对焊接接头进行无损检测,焊接接头内部未发现微观裂纹、气孔、夹渣。
在试板上截取试块制备金相试样,使用4%的硝酸酒精溶液对试样进行腐蚀。使用XJG-05型卧式金相显微镜观察焊接接头的显微组织。
2.1.1 母材显微组织
Q345母材的显微组织如图1所示,为长条状铁素体和片状珠光体,两者呈带状分布,其中也有粒状的碳化物析出,如图1b所示。由于Q345D主要是在热轧状态下使用的钢,可以看到明显的轧制方向。带状分布的铁素体和珠光体组织使得钢的机械性能呈现各向异性,导致沿带状纵向方向强度高、韧性好;而垂直于带状的横向强度低、韧性差[4]。

图1 母材显微组织Fig.1 Microstructure of base metal
2.1.2 焊缝显微组织
焊缝金属组织为铁素体+珠光体,铁素体主要是在奥氏体晶内形成的细晶铁素体和部分针状铁素体。针状铁素体的形成是由于焊缝金属在快速冷却的情况下,合金元素所形成的非金属夹杂如TiO、MnO2、MnS、SiO2等,熔点较高,在熔池中首先析出,由于熔点不同,形成以 TiO、SiO2为核心,MnO2、MnS 为表层的复合夹杂物,充当针状铁素体形核的核心[5-6]。但并不是所有的非金属夹杂都能诱发针状铁素体形核,文献[2,7]的研究指出,尺寸为0.2~0.6 μm的夹杂物更有益于诱发针状铁素体的形核,因此焊缝金属只得到了部分针状铁素体组织。Ti和B都是细化晶粒的元素,凝固过程中,弥散分布的TiC颗粒成为熔池中液态金属凝固的晶核,能够细化焊缝组织;B通过在晶界阻止先共析铁素体的形成和长大,都使焊缝得到细晶粒铁素体,进而提高焊缝的韧性。
焊缝金属显微组织如图2所示。图2a为底层焊缝的显微组织,其中珠光体的含量相对较多。这是由于打底焊时,过冷度较高,焊缝金属冷却速度较大,而低碳钢焊缝组织中珠光体的含量随着冷却速度的增加而增加[8]。另外,打底焊时母材的稀释率较高,使焊缝金属含碳量增加,也会使得珠光体含量增加,从而使焊缝得到较高的硬度。图2b为中间层焊缝组织,由于此时打底焊缝金属还保持在较高的温度,焊缝的冷却速度较低,得到的铁素体较多,且晶粒细小,所以焊缝能得到较好的韧性。但中间层焊接时的热输入对底焊缝的组织也有一定影响。二次热循环时,底焊层被加热到奥氏体化温度并保持较长时间,有分析认为,焊缝金属与非金属夹杂物不同的线膨胀系数会导致金属与夹杂物之间出现“空腔”,释放了夹杂物与奥氏体之间的应力-应变能,使得针状铁素体的形核驱动力提高,若高于块状铁素体的形核驱动力,奥氏体即转变为块状铁素体[5]。这也是导致焊缝中针状铁素体含量不多的原因。图2c为最后一层焊缝,珠光体含量略高于中间层,铁素体与珠光体分布均匀。焊接时,每一层焊缝都对上一层进行了相当于正火的热处理,焊缝能得到较均匀细小的组织。
针状铁素体大角度相互交叉的形态能有效阻止裂纹的扩展,有利于焊缝金属韧性的提高。尽管焊缝中没有得到大量的针状铁素体,但细晶铁素体的存在,也能对焊缝的韧性起到良好的促进作用。三层焊缝不同的组织形态,使焊缝在具有一定硬度和强度的同时保持良好的韧性。

图2 焊缝区显微组织Fig.2 Microstructure of welding metal
2.1.3 热影响区显微组织
在焊接热影响区中过热区主要为粗大的组织,韧性很低,焊接刚度较大的结构时,常在过热区产生脆化或裂纹。图3为试样焊接热影响区的显微组织分布。在图3a中过热区晶粒长大并不严重,这是由于母材中含有V、Nb等细化晶粒的元素,其碳化物粒子“钉扎”晶界,抑制奥氏体晶粒长大,得到较细小的铁素体和珠光体。而过热区的大小则与焊接方法、焊接线能量和母材的板厚等有关,在图3a中过热区并不宽大,说明使用埋弧焊多层焊的焊接方法和试验所选择的工艺参数焊接Q345D钢,能得到较窄的过热区,从而获得良好的焊接接头性能。相变重结晶区组织为均匀而细小的珠光体和铁素体,相当于正火组织,具有良好的塑性和韧性。不完全重结晶区内一部分组织发生了相变重结晶过程,呈现为细小的铁素体和珠光体,另一部分始终未溶入奥氏体的铁素体,仍呈带状分布[8],如图3b所示。因此,从显微组织分析来看,热影响区应较母材有更好的强韧性。
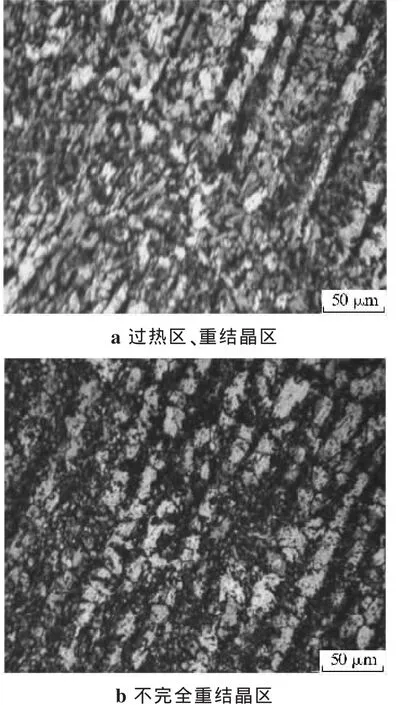
图3 热影响区显微组织Fig.3 Microstructure of HAZ
2.2 焊接接头力学性能
对试样进行拉伸试验、弯曲试验、低温冲击试验,检验焊接接头的力学性能。拉伸试验结果如表5所示。断裂于母材,抗拉强度为560 MPa,焊缝抗拉强度高于母材,能满足工作要求。

表5 拉伸试验结果Tab.5 The result of tensile test
对试样进行弯曲试验(弯曲180°),弯曲试样的弯曲部位外表面(受拉面)未发现裂纹和裂缝,焊接接头具有良好的塑性和韧性。
对焊接接头进行冲击试验,试验温度为-20℃,横向开V型坡口,坡口深度2 mm,进行三次试验取平均值,试验结果如表6所示。母材冲击吸收功为34.7 J,焊接过程中,近缝区母材在焊接热循环的作用下,得到相当于正火的热处理,组织细化,韧性提高。热影响区由于组织不均匀,导致其力学性能也不均匀,冲击吸收功为42.3 J。焊缝得到针状铁素体、细晶粒铁素体和珠光体的组织,故其具有良好的强度和韧性,焊缝冲击吸收功达到107.6 J。焊缝和热影响区冲击吸收功均高于母材,满足工作要求。
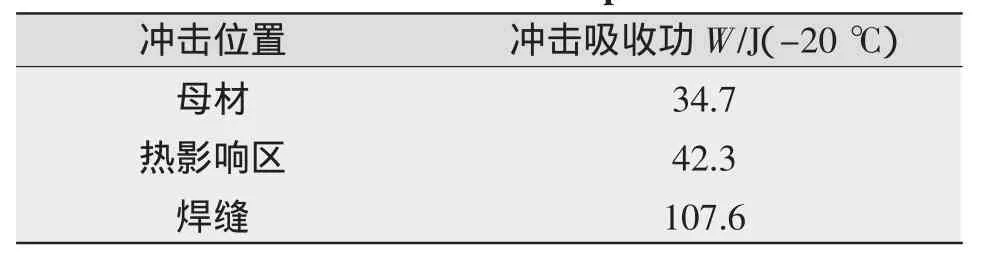
表6 冲击试验结果Tab.6 The result of impact test
3 结论
(1)采用合适的工艺参数,对Q345D钢施焊三层,焊缝成形良好,表面光滑,无气孔、咬边、未焊透等缺陷。经过磁粉探伤和超声波探伤检测,焊接接头内未发现微裂纹和气孔。
(2)焊缝显微组织主要为铁素体+珠光体,其中铁素体主要为细晶粒铁素体和针状铁素体。底焊层珠光体含量较高,封顶层次之,中间层含量相对较少,焊缝能得到良好的强度和韧性。焊接热影响区特别是粗晶区较窄,其力学性能不均匀性得到改善。
(3)焊缝抗拉强度高于母材,180°弯曲试验未发现裂纹和裂缝,-20℃冲击试验,母材冲击吸收功为 34.7 J,热影响区为 42.3 J,焊缝为107.6 J,均能满足使用要求。
:
[1]李亚江.焊接冶金学—材料焊接性[M].北京:机械工业出版社,2006..
[2]闫 霞,屈金山,韩志伟,等.高温下16Mn钢双丝自动埋弧焊接头性能分析[J].电焊机,2010,40(1):86-89.
[3]国旭明,钱百年,王玉.夹杂物对微合金钢熔敷金属针状铁素体形核的影响[J].焊接学报,2007,28(12):5-8.
[4]Fox A G,Brothers D G..The role of titanium in the nonmetallic inclusions which nucleate acicular ferrite in the submerged arc weld fusion zones of navy HY-100 steel[J].Scripta Metallurgica Materialia,1995,32(7):1061-1066.
[5]黄安国,余圣甫,谢明立,等.低合金钢焊缝的针状铁素体微观组织[J].焊接学报,2008,29(3):45-48.
[6]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1999.
[7]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2006.
[8]Tomonori YAMADA,Hidenori TERASAKI,Yu-ichi KOMIZO.Relation between Inclusion Surface and Acicular Ferrite in Low Carbon Low Alloy Steel Weld[J].ISIJ International,2009,49(7):1059-1062.
猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年3期)2022-07-19
航空制造技术(2022年5期)2022-07-15
石油化工技术与经济(2021年6期)2022-01-18
失效分析与预防(2021年6期)2021-02-15
化工管理(2021年25期)2021-01-08
环球市场(2020年24期)2020-11-26
上海金属(2020年4期)2020-08-25
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21