汽车减振器储油缸三枪同步焊接机床设计
2014-09-17 02:41卞金玉文秀海
电焊机 2014年1期
卞金玉,文秀海
(河南机电高等专科学校,河南 新乡 453002)
0 前言
汽车减振器是用来衰减车身和车轮之间弹性元件所贮存振动能的悬架部件,其性能的优劣直接影响车辆的乘坐舒适性、操纵稳定性、动力性能和油耗指标等,因而越来越受到人们的重视[1]。
贮油缸作为汽车减振器流体介质的存储部件,其性能直接影响到汽车减振器的寿命与安全。传统汽车减振器贮油缸在加工时,使用一台焊机分时进行三条不同焊缝的焊接,容易因为焊接不平衡而出现焊接质量问题,且耗时、耗工。针对此情况,研制了三枪同步自动焊接机床,该机床采用PLC控制、触摸操作屏和变频控制技术,能对不同型号的减震器焊缝进行程序存储、参数设定以及过程监控,减少了更换不同型号产品时重新编程、重新调整焊接参数的工作,减少了人工误差,提高了工作效率。该机床不仅可以三枪同时焊接,也可单枪、双枪焊接,只需根据不同的工件选择不同的焊接程序即可,达到一机多用的功能。
1 焊接工艺要求
汽车减振器储油缸结构示意如图1所示(普利马等车型)。贮油缸为精轧管(20钢),弹簧托盘、连接总成为2.5冷轧板。其三条焊缝为:①贮油缸和弹簧托盘之间为一条三等份断续焊缝;②连接板总成一边与贮油缸为一条环形焊缝,中间有85°不焊;③连接板总成另一端与贮油缸缸底为一环形焊缝,此焊缝有85°焊缝为贮油缸与缸底两层金属,另外的焊缝为连接板总成、贮油缸、缸底三层金属,且要求焊枪焊接时自动移位/变位,焊接规范也需变换。在批量生产中,传统焊接工艺主要靠焊接机器人完成,而机器人造价高、维修费用高,且焊接质量无法完全得到保证。研制的三枪同步焊接机床不仅能完全满足减震器焊接的所有要求,且焊接质量可靠,价格便宜,设备不易损坏,维修方便。
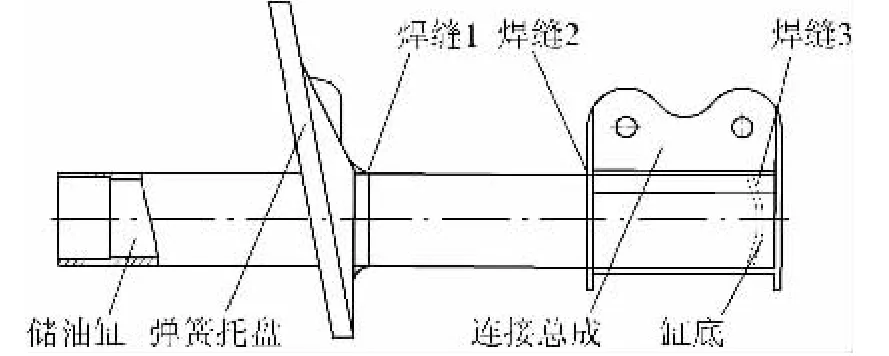
图1 汽车减振器结构示意
2 三枪同步焊接机床的整体设计
机床整体采用“包厢式”设计,除了焊接电源和操作箱外,全部封闭在箱体内。箱体上装有自动门(由汽缸驱动),自动门上装有观察窗。箱体内置自动排烟装置,可与车间内自动排气管道对接,烟尘直接由排烟管道排出。箱体内部安置床头箱、变频传动电机、焊件加紧胎具、焊枪调整架、焊枪移位机构(直线导轨)、气压传动系统等组成部件。操作面板采用触摸屏(GTO-40)作为人机对话界面进行操作和参数修改。该焊接机床配备三台DKR-500型CO2气体保护焊焊机作为其焊接电源。“包厢式”设计具有遮光、防腐、防尘等人性化功能[2]。其整体结构示意如图2所示。
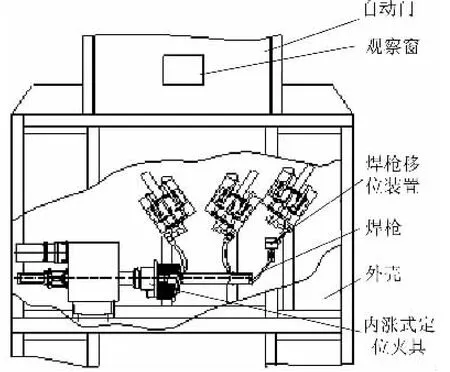
图2 设备组成及焊接示意
3 系统焊接工艺流程设计
机床以PLC作为系统的中心控制单元;以控制面板、传感器件以及自身计数功能作为命令发起单元;以气缸、传动电机以及焊接电源等作为程序执行单元。系统启动后,PLC根据已经设置好的程序对来自外围的给定信号和感应信号进行逻辑处理,然后输出命令,控制气缸运动、主轴转动以及焊机焊接,并开始由单元计数,从而控制焊接的分段(包括焊枪的位移以及焊接规范)和焊接的完成周期。
系统工作时是三条焊缝同时焊接,且包含了分段焊、移位焊和不同焊接规范的焊接,所以采取PLC高级计数功能对这些焊缝的起点和终点进行判断,采用增量型光电编码器发出的脉冲进行计数,每个焊接周期设置720个脉冲,每两个脉冲代表工件旋转1°。对于①、②两条焊缝,只需PLC按照预定的脉冲个数控制焊机的起动、停止即可。对于焊缝③,先用小电流(210 A、24 V)焊接,当焊接到移位点时,PLC控制移位汽缸动作,焊枪往外移2.5 mm(气缸的移动由光电感应传感器反馈给PLC),同时PLC控制对应焊接电源,焊机焊接规范自动调节到大电流(260 A、23 V)焊接,直至焊接结束。
以上的焊接流程需要有一个统一的起始点作为参考点,也就是工件的定位至关重要。采用内涨式定位铝胎具来进行定位,铝胎具上各定位点有磁铁吸合工件,踩下脚踏阀,汽缸驱动内涨式夹具夹紧工件,此设计定位可靠,保证了焊缝各段焊缝焊接的精确性。
系统的焊接工艺流程如图3所示。
4 焊接机床控制系统设计[3]
4.1 电路控制系统
该机床的电路控制系统主要包括可编程控制器PLC(FX1N-60MT)、人机对话触摸屏(GTO-40),信息采样电路(E6B2-CWZ6C旋转编码器),光电感应传感器(EE-670),气动执行机构(焊枪行进、工件夹紧、自动门开关等装置)、焊接电源(DKR-500型电焊机)、工件传动系统(变频器FR-540E、变频电机)等系统组成。电气控制原理框图如图4所示。
4.2 气动控制系统
该专机大量采用气动硬件实现自动化动作,焊接工件的夹紧与放开、安全门的开与闭、焊枪的进与退等功能都是由气阀来带动完成。气动系统的应用既提高了设备的工作效率,又可使各部件的运动更加精确、及时。在控制过程中,PLC根据外部采集到的信号或内部设置的时间来控制气阀,从而控制各个气缸带动零部件动作。焊接机床的气动工作原理如图5所示。
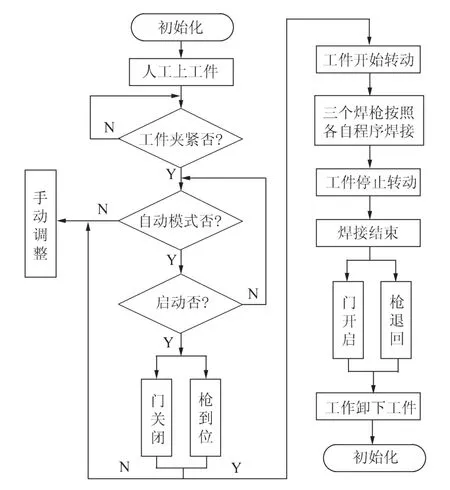
图3 系统焊接工艺流程
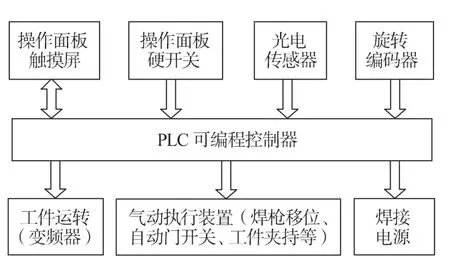
图4 电气控制原理框图
5 触摸屏组态设计
系统采用触摸屏作为人机对话界面,既可以完全替代传统的控制面板和键盘操作,又弥补了PLC人机对话较为单一的缺陷,简化了PLC的控制程序,同时还可以动态监控系统的工作状态。触摸屏显示窗口主要分为:主监控窗口(焊接速度、焊接电流、焊接电压、焊接时间等)、系统手动调试窗口、工件型号选择窗口等。正常焊接时,触摸屏以主监控显示为主,在需要查询和设置系统工作参数时,通过窗口上“画面选择切换”按钮进入相应的画面进行查询或设置。触摸屏(GTO-40)通过数据线RS-232与PLC进行通信,方便工艺参数的现场设置和修改[4]。触摸屏主监控窗口和产品选择窗口如图6所示。
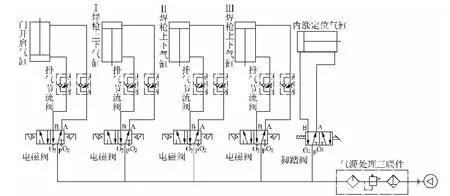
图5 系统气动工作原理
6 结论
三枪同步焊接机床的设计与单枪以及双枪焊接专机相比,其优越性表现为:a.极大的提高了焊接效率和焊接质量,节约了生产成本;b.变频器和变频电机的使用使传动系统更加稳定和可控,焊缝边缘更加整齐;c.运用旋转编码器计数,使得焊接更加精确,收弧、引弧准确到位;d.触摸屏的运用使程序的现场修改和设置更加方便简单,能够适用于多种产品的焊接,做到了一机多用。该设备经过多家企业使用表明:整套设备运行稳定,焊接质量可靠,自动化水平高,操作简单,是理想的减震器焊接设备,应用前景良好。
:
[1]王少纯,戴达军,韩秀芹,等.汽车减振器半自动装配线设计[J].汽车工艺与材料,2003(7):17-20.

图6 触摸屏主监控窗口和产品选择窗口
[2]沈惠塘.焊接技术与高招[M].北京:机械工业出版社,2004.
[3]张万忠.可编程控制器应用技术[M].北京:化学工业出版社,2005.
[4]廖常初.西门子人机界面[M].北京:机械工业出版社,2006.
猜你喜欢
现代农机(2022年3期)2022-07-11
军民两用技术与产品(2021年1期)2021-07-28
铁道通信信号(2020年6期)2020-09-21
组合机床与自动化加工技术(2019年11期)2019-11-27
电子制作(2016年1期)2016-11-07
焊接(2016年6期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年9期)2015-07-18
制造技术与机床(2015年8期)2015-04-24