基于图像传感器的太阳能电池片定位系统
2014-09-17 01:50吴振锋
电子工业专用设备 2014年7期
吴振锋
(1.太原理工大学,山西太原,030024;2.中国电子科技集团公司第二研究所,山西太原, 030024)
基于图像传感器的太阳能电池片定位系统
吴振锋1,2
(1.太原理工大学,山西太原,030024;2.中国电子科技集团公司第二研究所,山西太原, 030024)
在太阳能电池片串焊机中,电池片的纠偏定位是控制的关键,针对其提出了一种基于图像传感器的主栅线定位方式,以很低的成本和简单的控制算法解决了传统以电池片边缘作为定位基准的机械定位方式无法解决的露白虚焊现象。其结果符合生产工艺,达到了设计要求。
太阳能电池;视觉定位系统;图像传感器;串焊机
太阳能电池片串焊机是太阳能电池生产中用于在检测完好的太阳能电池片的正电极主栅线与另一片电池片负电极栅线之间通过互联焊带焊接成串,实现电池组的串联。
在太阳能电池片串焊机中,电池片的纠偏定位是关键技术之一。理想状态下,太阳能电池片被传送过来时主栅线与焊带宽度方向重合,这样能保证焊接后电池片焊接最牢固,避免出现虚焊露白现象,电极导电性达到最佳状态。但在实际生产中由于电池片在丝印过程中各种不可控因素导致了电极主栅线与电池片边缘的距离很难保证在理想值范围内,甚至会有电极主栅线与电池片边缘不平行现象[1]。由于这样的电池片并不影响光电转换率等重要的光电性能参数,几乎所有生产厂家会按正常产品对待而流入下道生产工序。这就给作为后工序的串焊机增加了难度,传统的以电池片边缘作为定位基准的机械定位方式经常会出现电极主栅线不能完全重合现象,即漏白现象[2]。
针对以电池片边缘作为定位基准的机械定位方式无法解决的这一难题,本文提出了一种基于图像传感器的太阳能电池片定位系统,即采用主栅线定位方式。本定位系统中x轴和y轴运动方向均由伺服系统控制,电池片搬运由x轴伺服控制机械手完成,在搬运过程中完成电池片的预定位。根据图像传感器实时检测电池片主栅线与图像传感器光轴的平行度,根据实时反馈的数值,θ角旋转平台自动调整电池片的方向,最终实现电极主栅线与焊带的完全重合,确保主栅线和焊带重合精度,提高整个电池串的优质率。
1 理论依据
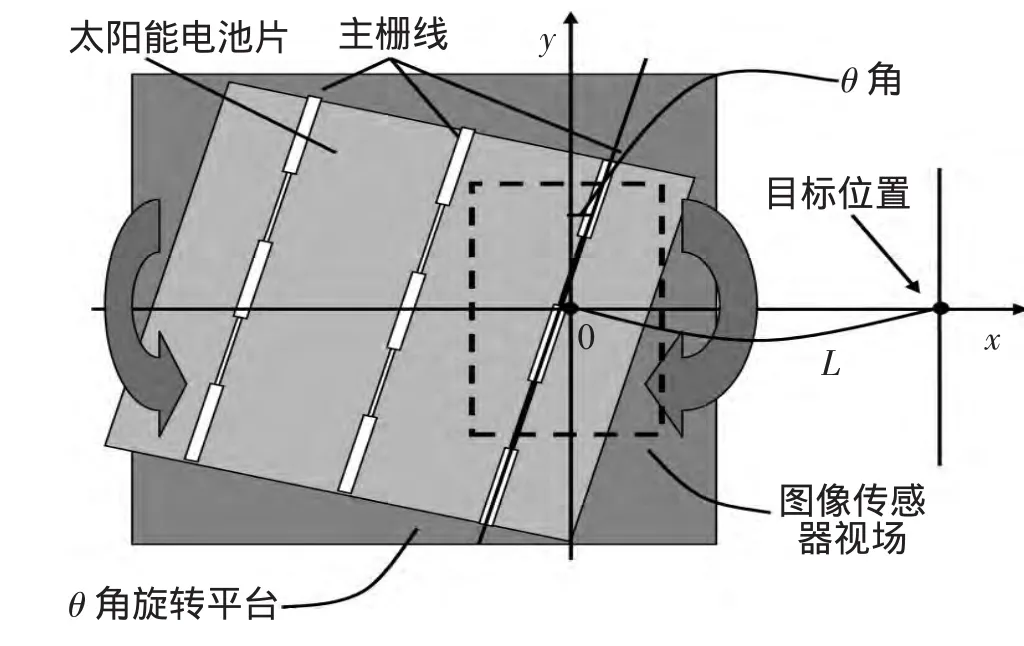
图1 电池片在定位台位置示意图
调整并固定图像传感器使其纵向光轴与对应焊带方向平行,将此方向设为y轴,电池片定位位置到焊带焊接位置移动方向为x轴,这时光轴原点到电池片目标位置的距离L为一定值。
假如太阳能电池片到达定位台后的位置如图1所示,通过图像传感器可以读出主栅线偏离图像传感器光轴的夹角θ(主栅线相对y轴顺时针偏移时θ为正值,逆时针偏移时θ为负值,下同)。图像传感器实时将θ角度值传输到PLC控制系统进行处理,若θ>0说明主栅线向顺时针方向有偏移,定位台需要逆时针方向旋转一定角度予以纠正;反之,若θ<0说明主栅线向逆时针方向有偏移,定位台需要顺时针方向旋转一定角度予以纠正;当θ角度值小于允许值(用户设定的最大允许偏差值)时可以认为主栅线与坐标y轴平行,亦即与目标位置焊带方向平行,θ角旋转步进电机停止运转[3],如图2所示。
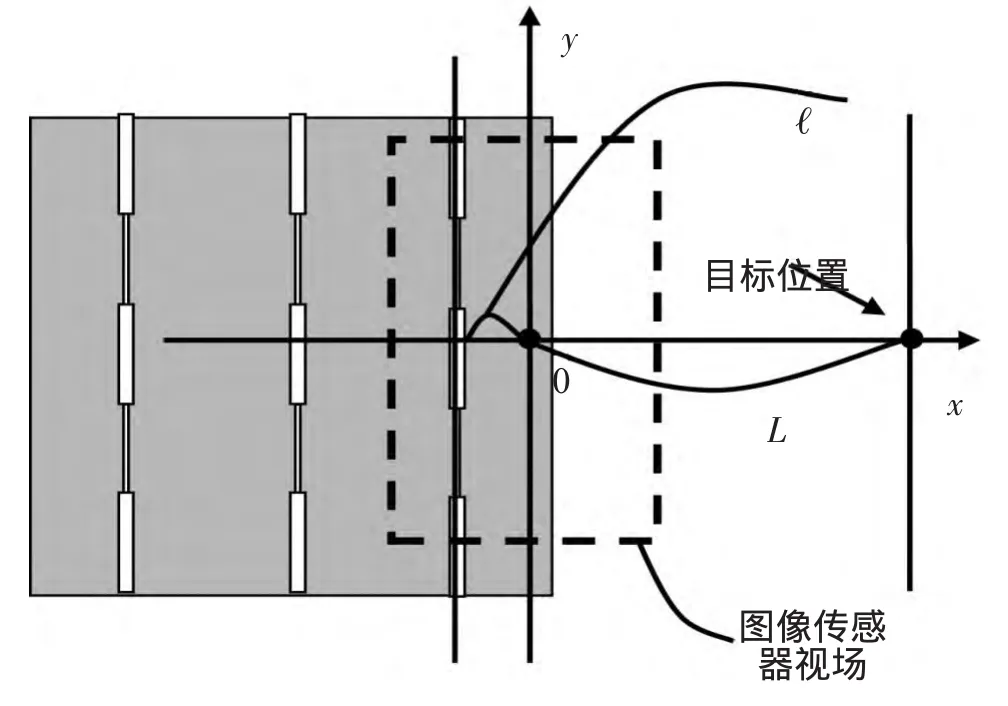
图2 电池片在定位台θ角调整后位置示意图
这时坐标原点到电池片目标位置的距离L与主栅线偏离图像传感器光轴的距离詛(主栅线在光轴右侧时詛为正值,在光轴左侧时詛为负值,下同)的差值L-詛即为电池片从定位台到目标位置需要移动的距离。
2 电池片定位系统结构设计
电池片上料采用传输带方式上料,伺服系统实现电池片x方向搬运和y方向输送,电池片首先由花篮上料传送带传送至取料位置,然后由x方向搬运系统送至θ角旋转定位台进行预定位,并由图像传感器FQ2对电极主栅线的平行度进行检测,根据检测结果θ角旋转定位台进行相应的调整。直至主栅线与焊带方向平行,即当θ的值小于允许值(θ≈ 0)时θ角旋转步进电机停止运转。之后根据坐标原点与主栅线的距离詛计算出电池片从定位位置B到目标位置需要移动的距离为L-詛。电池片在目标位置下放到y方向输送系统,电池片在y方向定位由y方向定位检测光纤传感器辅助实现,定位好的电池片下放到目标位置后,y方向输送系统开始带动电池片实现该方向的位置补偿,当y方向定位检测光纤传感器出现上升沿信号时认为定位完成。最后由热压焊接机构实现电池片与焊带的焊接。
3 控制系统设计
3.1 电池片定位控制系统设计
图像传感器采用OMRON公司的FQ2系列智能图像传感器,配备被全世界工厂通信系统广泛采用的EtherNet/IP通信功能。FQ2完成对主栅线与光轴夹角θ的测量并通过以太网络实时传送到PLC进行处理,由PLC控制系统依据特定算法完成太阳能电池片的纠偏定位,如图3所示。
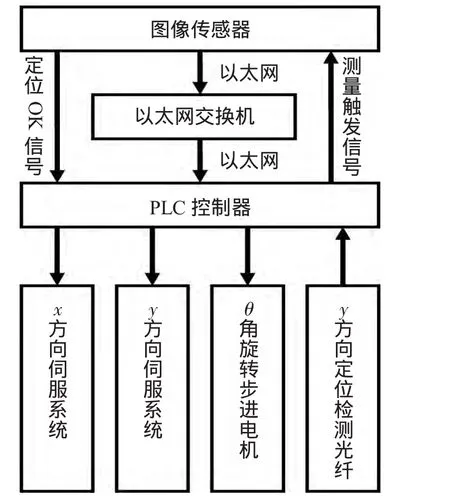
图3 电池片定位台控制系统示意图
3.2 图像传感器的选型
系统要求焊带与主栅线重合精度误差≤±0.1 mm,经综合误差分解视觉对位精度为±0.03 mm能够满足要求。本系统中视野设置应小于相邻两条主栅线的距离26 mm,在此范围内越大越好。安装空间距离允许值为25~150 mm。基于以上分析,我们选择中视野黑白型图像传感器FQ2-S40,像素选择为1280×1024像素。通过实际调试设置检测距离为100 mm,这时视场范围约为24 mm×22 mm,分辨率为0.021 mm/像素,采用EtherNet/IP高速数据传输,速率可达100 Mb/s,满足运行需求。
FQ2系列智能图像传感器拥有参考角度和参考位置坐标的测量功能,并可同时进行多项测量输出,这些测量数据可以通过以太网向外部输出,或通过运算设置进行运算。
3.3 图像传感器的调试与测量输出[4]
(1)焦距的调整。调节FQ2上的焦距调节旋钮使图像显示达到最佳状态。
(2)长度测量的校准。FQ2对长度测量的结果直接表示为像素值,即某一段测量结果是多少像素。若要输出结果为长度值,使用前需要对每一像素值对应的长度值进行设置,具体方法为:在测量平面上沿x光轴方向放置一段钢板尺,在视野范围内设置需要测量的两刻度线间距离(比如选取15 mm作为测量长度),测量编辑界面显示该段占用720像素,系统后台自动计算出这一比例关系为0.02083 mm/像素,点“保存”按钮完成设置,以后长度测量结果将按此比例关系自动换算成毫米单位输出数值。
(3)在θ角旋转定位平台上放置好电池片,使电池片的主栅线与焊带方向平行,并以此片作为图像传感器测量的注册模型。在FQ2设置界面将电池片第一条主栅线中心线设置为测量线模型,点“保存”按钮完成设置。
(4)在输出上选择“参考角度TH0”和“参考位置坐标RX”的测量功能,测量数据通过以太网传输到PLC控制器,由PLC进行定位控制。
4 电池片定位
首先,图像传感器读出被测主栅线偏离图像传感器光轴的参考角度TH0为θ,并实时将θ值传输到PLC控制系统进行处理,系统根据θ值对电池片旋转定位,若θ>0,定位台需要逆时针方向旋转一定角度予以纠正;反之,若θ<0,定位台需要顺时针方向旋转一定角度予以纠正;当θ角度值小于允许值(θ≈ 0)时θ角旋转步进电机停止运转。
其次,θ角定位完成后PLC控制系统根据光轴与主栅线的距离詛计算出电池片从定位位置B到目标位置C点的距离为L-詛,并以此数值将电池片传送到焊接位置。
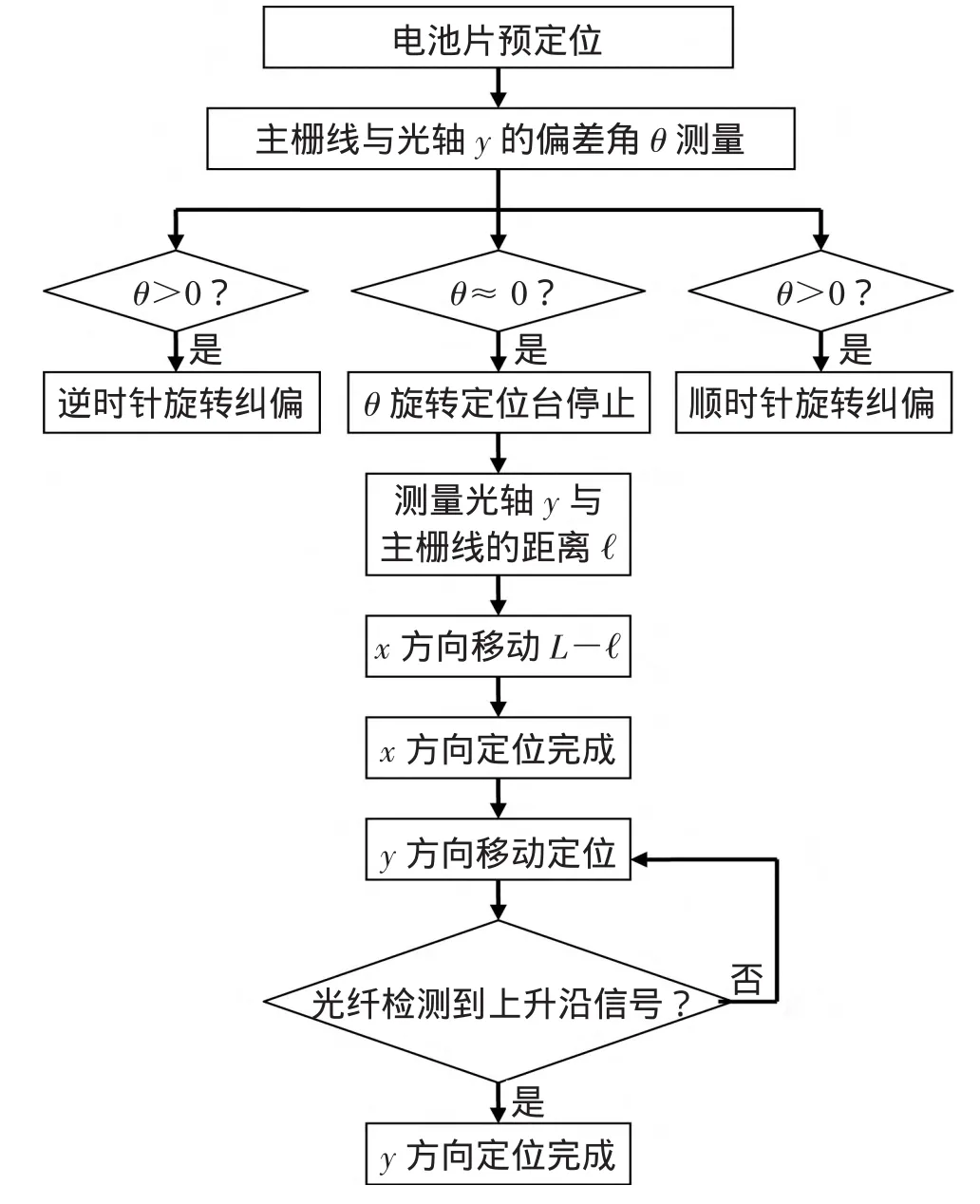
图4 电池片定位台控制流程图
最后,电池片在y方向定位由y方向定位检测光纤传感器辅助实现,定位好的电池片下放到目标位置C点后,电池片y方向输送系统开始带动电池片实现y方向的位置补偿,当y方向定位检测光纤传感器出现上升沿信号时认为定位完成。
电池片定位台控制流程如图4所示。
5 结 论
本文提出的基于图像传感器的主栅线定位方式,不仅以简单的控制算法解决了传统以电池片边缘作为定位基准的机械定位方式无法解决的露白现象,而且相对目前市场普遍使用的基于机器视觉系统的算法来说成本要低得多,并且使用、设置更为简单易懂,更加方便最终用户使用。
本文中设计的定位方式结构紧凑、易于维护、成本低、并且具有一定的移植性。该系统在太阳能电池片串焊机中运行稳定可靠,达到了设计要求,满足了生产工艺需求,得到了很好的应用。
:
[1]杨青,裴仁清.精密对位系统中共平面UVW工作平台的研究[J].机械制造,2007,4(7):39-41.
[2]魏海滨,朱跃红.太阳能硅片丝印机视觉定位系统[J].电子工艺技术,2012,33(2):
[3]Li Junlan,zhang Dawei,wang Yizhong,eta1.Microvision positioning systems for IC packing[J].Optics and Precision Engineering,2010,18(4):965-972(in China).
[4]OMRON.Smart Camera FQ2-S4 User's Manual[Z].Cat.No.Z330-E1-01,2012-12.
Positioning System for Solar Cells Based On Image Sensor
WU Zhenfeng1,2
(1.Taiyuan University of Technology,Taiyuan 030024,China;2.The Second Research Institute of CETC,Taiyuan 030024,China)
Abstract:The corrective positioning technology in the solar cell strings welder is one of the key control technologies.This paper presents a corrective positioning method on the main gate line based on image sensor,It has resolved the unstable weld phenomenon which universal existing in mechanical positioning dependent on edges with a low cost and simple control algorithms.It has met the needs of the production process and the initial design aims come true.
Keywords:Solar cells;Visual alignment system;Image Sensor;String welder
TM914.4
A
1004-4507(2014)07-0009-04
2014-04-28
吴振锋(1979-),男,工程师,太原理工大学工程硕士,主要从事电子专用设备电气自动化控制方面的研发工作。
猜你喜欢
科学大众(2022年23期)2023-01-30
计算机应用(2022年2期)2022-03-01
中国交通信息化(2022年12期)2022-02-11
计算机应用(2021年4期)2021-04-20
计算机应用(2021年1期)2021-01-21
摄影之友(2020年12期)2020-12-23
小哥白尼(趣味科学)(2018年4期)2018-06-21
少儿科学周刊·儿童版(2015年7期)2015-11-24
太阳能(2015年12期)2015-04-12
小天使·一年级语数英综合(2015年2期)2015-01-14