焊线机超声波闭环控制
2014-09-17 01:50崔存华朱绍德贺云波
电子工业专用设备 2014年7期
崔存华,王 惟,朱绍德,贺云波,王 勇
(大族光电设备有限公司,广东深圳 518057)
焊线机超声波闭环控制
崔存华,王 惟,朱绍德,贺云波,王 勇
(大族光电设备有限公司,广东深圳 518057)
超声波是焊线机焊接过程中的重要参与元素,超声波控制效果决定着焊接的品质和速度。在分析超声换能器频率特性和电流响应的基础上,给出了频率自动跟踪和电流受控输出的闭环控制方案,提高了超声波效率,缩短了响应时间,增强了超声波输出的稳定性。实验结果表明,此方法实现了受控的上升时间和较小的超调
超声波;闭环控制;焊线;半导体封装
随着半导体行业的发展,半导体器件价格不断走低,合金线、铜线封装应用增多,同时,对封装设备的单位产能要求越来越高。这些变化对焊线机超声换能器的控制提出了更高的要求,即在尽量短的时间内实现高品质的焊接。
焊线是半导体封装中的关键环节,焊线技术直接关系到焊线品质。所谓焊线技术,是用金线通过热超声波焊接将晶片电极与支架管脚连接(见图1所示)。焊线的过程为:首先将金线的首端经过负高压电子打火形成球形,并且对焊接的金属表面先进行预热处理,接着金线在时间和压力的共同作用下,在金属焊接表面产生塑性变形,使两种介质达到可靠的接触,并通过超声波摩擦振动,两种金属原子之间在亲和力的作用下形成金属键,实现了金线引线的焊接。焊线用于实现不同介质的表面焊接,是一种物理变化过程。热超声波焊接包括4大要素:超声波、温度、压力和时间。具有成熟的超声波驱动技术是焊接质量、焊接速度的决定性因素之一。
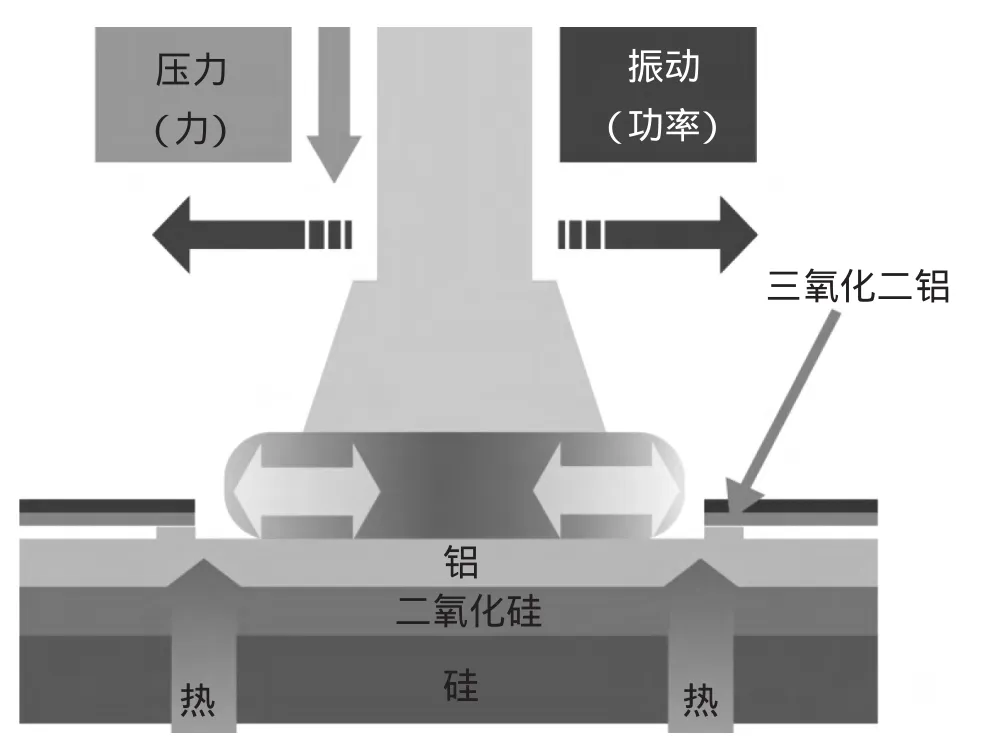
图1 焊线原理图
超声换能器起振部件由压电陶瓷组成,由于压电陶瓷将电信号转换为机械振动需要一定的响应时间,在换能器的起振过程中超声振幅是条缓慢爬升的曲线,因此开启超声后过一段时间才能得到期望振幅的输出,且振幅随着压力、温度变化而变化。提高超声效率,可从两点着手,一是加快响应时间,二是稳定超声振幅。这两点可以通过频率自动跟踪和电流受控输出来实现,频率自动跟踪保证换能器实时工作在机械谐振点上(此点效率最高),电流受控输出可以得到期望的电流曲线,实现较快的响应和稳定的振幅。本文主要介绍频率自动跟踪和电流受控输出的实现方法。
1 超声发生器系统方案
超声发生器主要由波形发生、功率放大、阻抗匹配、电压电流检测和相位检测等部分组成。超声波发生器系统框图见图2。为实现超声的闭环输出控制,主控芯片采用FPGA,采用FPGA的优势是IO自定义、接口设计简便灵活、FPGA内部丰富的RAM资源可用于数据存储和观测调试。
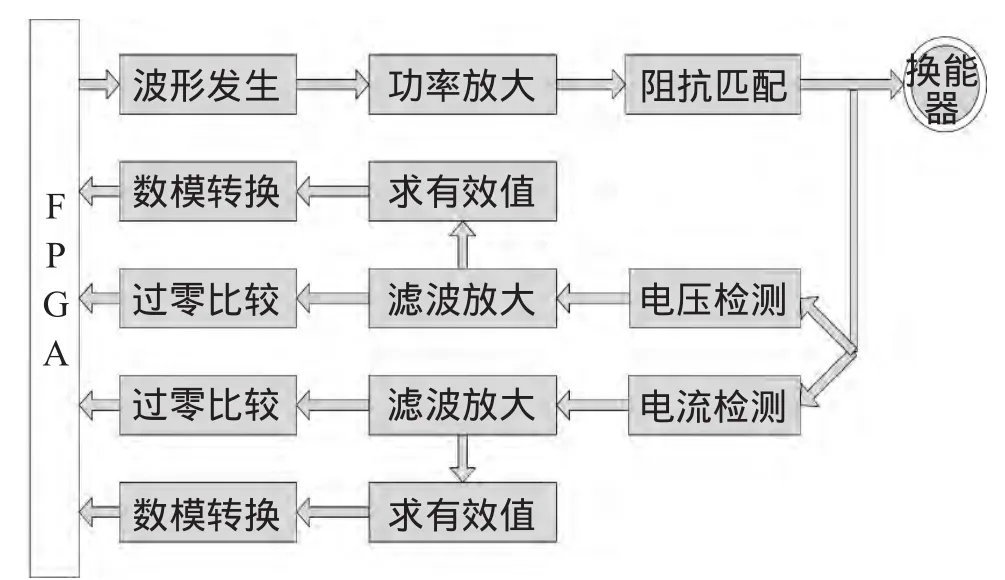
图2 超声发生器系统框图
如图2所示,波形发生采用DDS+DAC的结构,DDS为直接数字合成器,提供频率信号,DAC为数模转换器,提供幅度信息,频率输出叠加上幅度输出即得到相应超声频率的小信号。小信号经功率放大、阻抗匹配施加到换能器上,激发换能器振动。
超声发生器采集环节主要采集4个信号,电压有效值、电流有效值、电压过零信号、电流过零信号,这些信号是频率自动跟踪以及功率受控输出的反馈环节,需要经过滤波放大才能得到足够幅度的纯净信号。
超声发生器可以驱动频率在50~150 kHz的超声换能器,实现0.5°的锁相精度,最大输出功率4 W(典型值),适用金线、合金线和铜线等常用半导体焊接线材。
2 频率自动跟踪
根据超声换能器的特性,施加相同电压的条件下,在谐振频率点工作时,超声换能器的阻抗最低,电压信号和电流信号的相位角为0,此时输出电功率最大,超声振动最强。
超声换能器的有效输出功率P与有效电压V、有效电流I和相位角φ的关系为:

为保证超声电功率输出效率最高,需要找到超声换能器的谐振点。可通过两种方法寻找谐振点,一种是电流最大法,另一种是锁相法。由于超声换能器的电流响应时间多为毫秒级,而一次超声键合多不超过10 ms,电流最大法不适用于实际生产。锁相法以电压电流信号的相位差(相位角的数字量)作为反馈信号,参与频率的闭环调节,实现频率自动跟踪,时刻保证超声换能器工作在谐振点上。并且锁相时必须限定工作频率范围,避免锁在反谐振点上。
锁相的系统框图见图3。
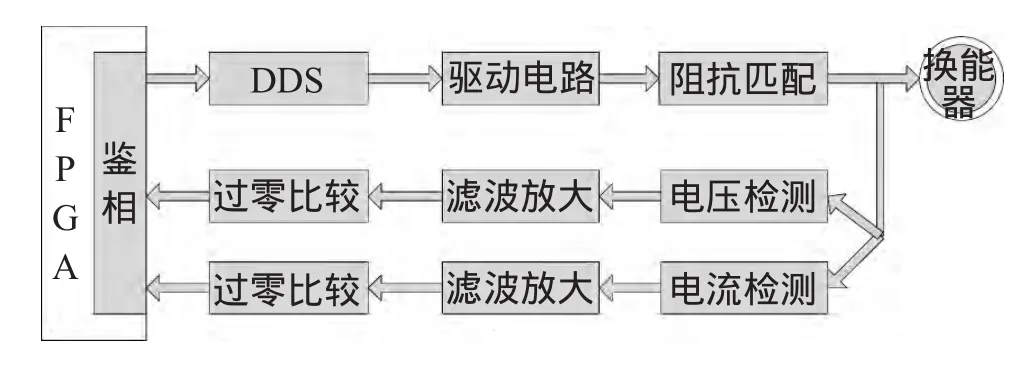
图3 锁相系统框图
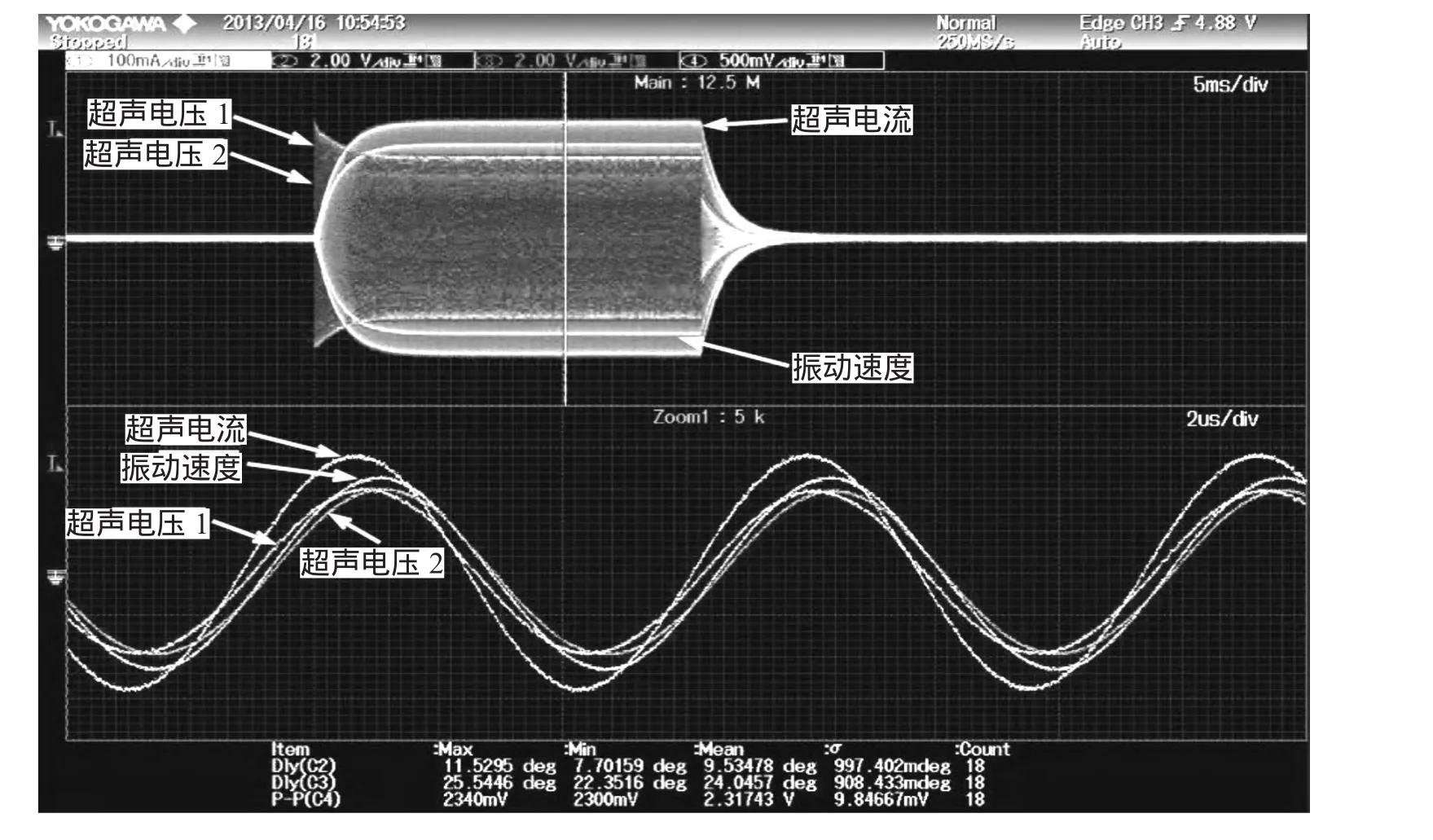
图 4超声电压、电流、振动关系
FPGA操作DDS输出频率信号,经驱动电路和阻抗匹配后施加在超声换能器上激发振动。超声换能器的电压、电流信号经滤波放大后通过过零比较,再经过FPGA内部的鉴相环节计算出相位差。得到相位差后,相应地调整输出频率。通过实时地采集相位差进行频率闭环调整,可以实现频率实时自动跟踪,保证超声电功率输出效率最高。
超声波发生器可通过修改中心频率,驱动频率在50~150 kHz之间的超声换能器,在0.2 ms左右实现最高0.5°的锁相精度。
3 电流受控输出
正常模式下,通过设置一个恒定的DAC值来控制超声输出。忽略采样电阻在不同电流下的分压值不同的影响,正常模式类似于恒压模式,即超声电压输出恒定。在正常模式下对超声换能器进行激光测振实验,得到的数据见图4。
图4中通道1(黄色线)是超声换能器电流,通道2、3是电压,通道4(蓝色线)是激光测振仪输出的振动速度信号。图中显示,超声电流与超声振动呈正比关系,且正常模式下超声电流上升缓慢,3 ms以后电流才能爬升到稳定状态。在实验中,我们还发现,正常模式下负载变化时,负载电流会随之波动,不能保持在稳定状态。为更好的控制超声振幅,可以通过调节超声电流来实现,这就是恒流模式。恒流模式的控制原理见图5。
恒流控制原理大致是:采集超声换能器的电流,与设定的CMD相比较,得出差值,通过PID模块计算出控制量,输出给驱动电路,再采集超声换能器的电流,循环往复,实现电流恒定输出。
针对超声波发生器的体系结构,采取增量式PID控制算法,通过拟合出可设定上升时间的命令曲线,选择合适的控制参数进行分段调节,得到了受控的上升时间和较小的超调。
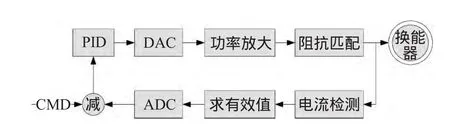
图5 恒流控制原理
图6展示了使用曲线拟合方法设计的上升时间可设定档位的命令曲线。其中ADCI代表的是数字化的电流,ADCI的单位是 LSB,7.5个LSB代表1 mA。
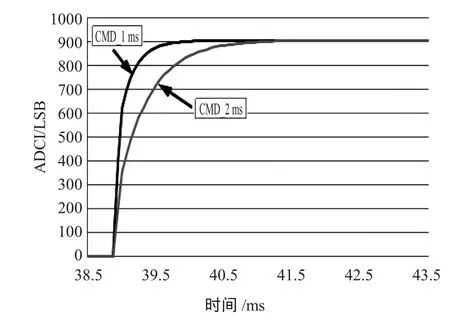
图6 上升时间可设定的命令曲线
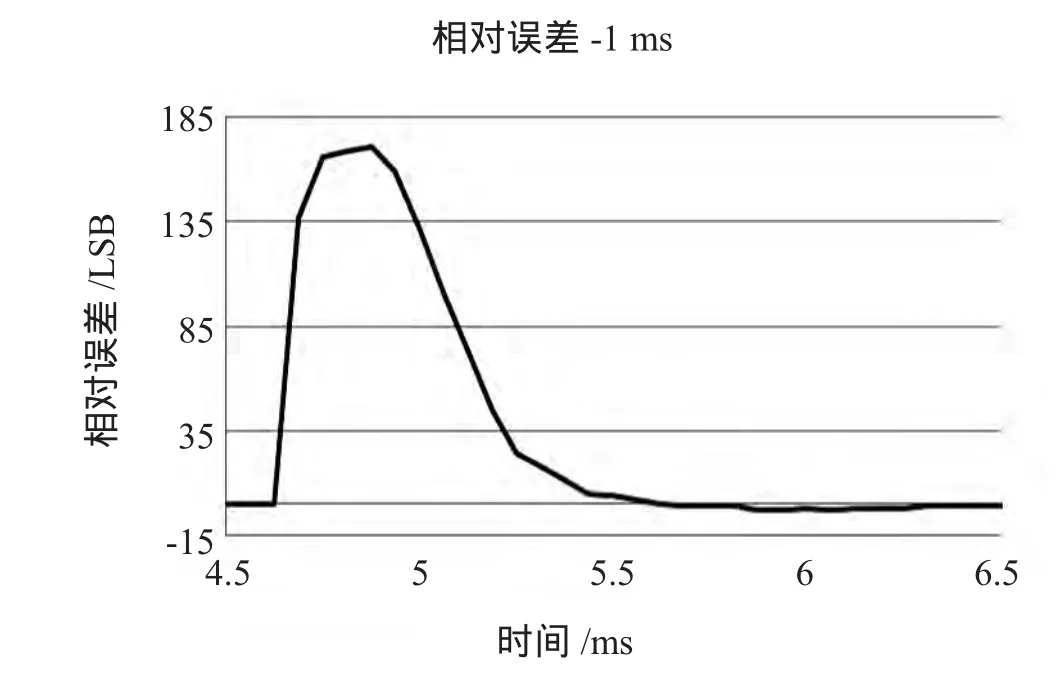
图7 误差曲线
图6中的曲线是逐点逼近最终命令的,优势是没有明显的折点,相对于阶跃命令更平滑、高频成分少。图7是使用平滑命令时的误差曲线。
从误差曲线来看,误差最大值没有出现在命令启动时刻,而是推后了几个周期。PI算法决定了调节指令最大值往往出现在误差最大值前后,此后随着误差的减小,调节指令开始减小,如果调节指令减小的慢,会出现超调现象,反之出现欠调现象。本文使用上述控制算法,选取合适的分段控制参数,实现了受控的上升时间和较小的超调。图 8中绘出了1ms和2ms上升时间的电流响应曲线。
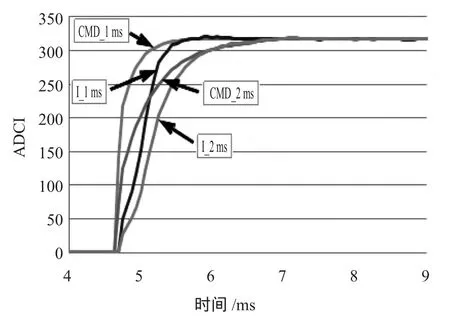
图 8接触阶段1 ms、2 ms上升时间的电流响应曲线
表1是恒流模式下1 ms电流响应实测值,数据显示1%建立时间<=1 ms、超调<1.7%。表2是恒流模式下2 ms电流响应实测值,数据显示1%建立时间<=1 ms、超调<1.7%。
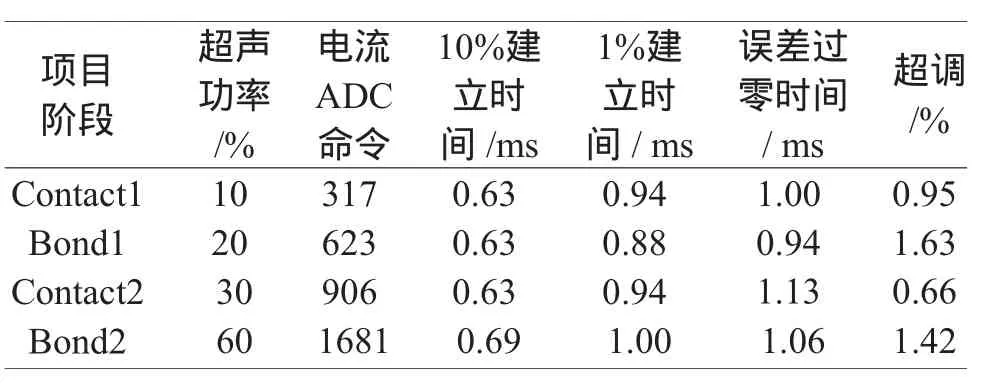
表 1恒流模式1 ms电流响应实测值
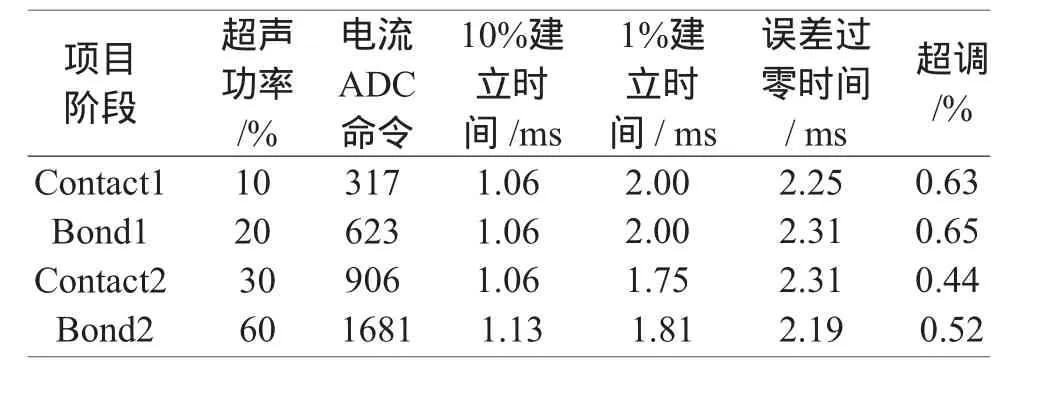
表2 恒流模式2 ms电流响应实测值
为模拟较大的负载变动,在材料压紧和没压紧的两种情况下使用相同的超声功率设置,对比测试正常模式和恒流模式的表现,测试结果显示恒流模式受负载影响小,上升时间快;正常模式受负载影响大,上升时间慢。测得的电流数据见(a)、(b)图 9。
恒流模式的优势还在于提高金属间化合物(IMC)的覆盖面积(见图 10),增加金球推力(见表 3)。
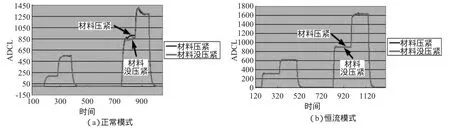
图 9材料压紧和没压紧条件下正常模式恒流模式对比测试
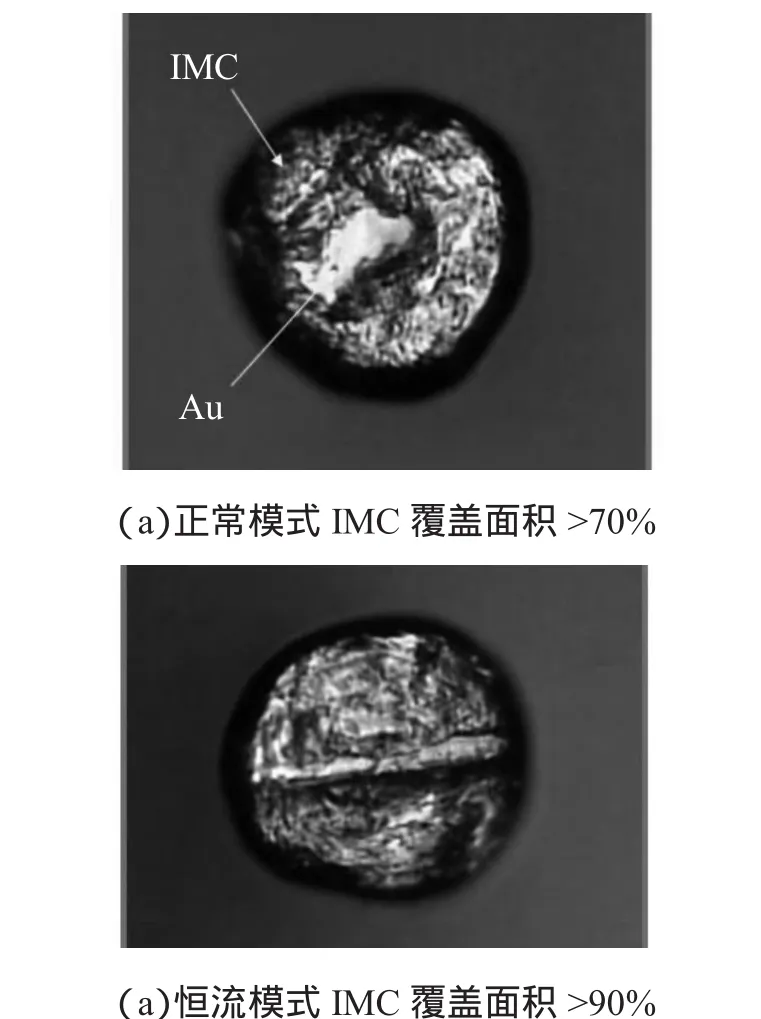
图10 正常模式和恒流模式金属间化合物覆盖面积对比
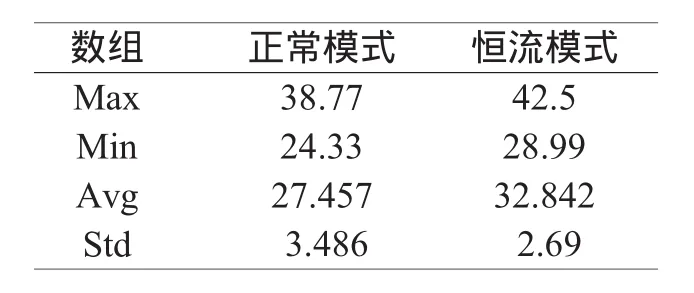
表3 正常模式恒流模式金球推力对比
4 结 论
本文的超声波发生器在频率自动跟踪和电流受控输出方面都取得了很好的效果。频率自动跟踪可覆盖较宽频率段的超声换能器,锁相时间快、精度高,可实时跟踪。电流受控输出解决了超声电流上升时间和超调之间的矛盾,能平稳受控地输出电流,更好地控制超声振动。频率自动跟踪和电流受控输出一起实现了超声的闭环输出,为高质量的焊接品质提供了坚实的保障。
:
[1]任金莲,张明铎,牛勇.功率超声设备频率振幅自动控制研究[J].应用声学,2003,22(1):31-34.
[2]刘丽华,顾煜炯,杨昆.智能化功率超声发生器的研制[J].电子器件,2002,25(1):67-70.
Ultrasonic Closed-loop Control on Wire Bonder
CUI Cunhua,WANG We,ZHU Shaode,HE Yunbo,WANG Yong
(Han's photoelectric equipment co.,Ltd,Shenzhen 518057,China)
Abstract:Ultrasonic signal is one of the 3 key elements of wire bonding process.The control of ultrasonic signal determines the quality and speed of wire bonding.Based on analysis of ultrasonic frequency characteristic and current response,this paper proposed a closed-loop control method of frequency and current tracking,to improve the effectiveness of the ultrasonic power,to shorten the response time,and to enhance the stability of ultrasonic generation.The experiment results proved less rising time and less overshoot were achieved by adopting the control method.
Keywords:Ultrasonic signal;Closed-loop control;Wire bonding;Semiconductor packaging
TG439.1
A
1004-4507(2014)07-0001-05
2014-06-20
崔存华(1985-),男,河北赵县人,学士,现为大族光电设备有限公司高级电控工程师,负责超声波发生器开发与设计。
王惟(1981-),女,北京人,硕士,大族光电设备有限公司研发部,主要负责硬件研发及管理工作。
朱绍德(1982-),男,福建人,硕士,从事微连接及电子封装方面研究,现任大族光电设备有限公司研发部工艺经理,多年来一直主要从事焊线工艺和研发方面的工作。
贺云波(1973-),男,新加坡籍,博士,大族光电设备有限公司总工程师。
王勇(1976-),男,新加坡籍,硕士,大族光电设备有限公司研发部总监。
猜你喜欢
电气技术(2022年6期)2022-06-27
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
科学与财富(2018年25期)2018-10-19
电子制作(2018年17期)2018-09-28
航空工程进展(2018年3期)2018-08-31
湖南工业大学学报(2016年2期)2016-10-15
电测与仪表(2016年6期)2016-04-11
空间控制技术与应用(2015年3期)2015-06-05
遥测遥控(2015年2期)2015-04-23