
响应曲面法优化超音速等离子喷涂Al2O3-40%TiO2涂层工艺
2014-09-16 07:21王海军宋亚南郭永明
材料科学与工艺 2014年2期
刘 明,王海军,姜 祎,宋亚南,郭永明
(1.装甲兵工程学院再制造技术重点实验室,北京 100072;2.海军工程大学勤务学院,天津 300450)
超音速等离子喷涂技术是近年来发展较为迅速的一种热喷涂技术.它的焰流温度高,能量集中,喷涂粒子飞行速度高,最高可达700 m/s[1],可制备高性能的 ZrO2、NiCr-Cr3C2、Cr2O3、Al2O3、12Co-WC、NiCrBSi等陶瓷、金属陶瓷及金属涂层[2-4].Al2O3-40%TiO2(AT40)是一种具有较高化学稳定性,热导率低、热膨胀系数小、耐磨损、耐腐蚀的陶瓷材料,利用这种材料制备的涂层已广泛应用于机械、冶金、化工、电力、造纸、纺织等行业[5-6].
等离子喷涂涉及的工艺参数较多,包括工作电压(U)、工作电流(I)、氩气流量(QAr)、氢气流量(QH2)、载气流量(QN2)、送粉量(R送粉率)、喷涂距离(D)、粉末粒度(Mz)、喷枪移动速度(V线)和步距(Δd)等.它们都在不同程度上影响着涂层的质量.通常,喷涂材料不同,参数选择范围不同,则这些参数对涂层性能的敏感程度也会存在差别.笔者及所在的课题组曾分别采用单因素法、正交法等方法对超音速等离子喷涂工艺参数的优化进行了研究[7-9],这些方法都是以数值的形式反映各因素对评价指标的敏感程度,并不直观,且对试验数据的统计分析较为繁琐.
响应曲面法(Response surface methodology,F)是一种通过对响应面等值线的分析寻求最优工艺参数,采用多元二次回归方程来拟合因素与响应值之间函数关系的一种统计方法[10],是将体系的响应(如涂层的孔隙率)作为一个或多个因素(如Ar、D、PFR等)的函数,运用图形技术将这种函数关系显示出来,以供试验者直接观察各因素与响应值的敏感关系.本文采用RSM中的Box-Behnken设计(BBD)对超音速等离子喷涂AT40涂层的工艺参数进行了优化,利用Design-Expert软件辅助设计试验,绘制响应曲面图,并进行模型适合性检验.
1 试验
1.1 涂层制备方法
采用我实验室自主研发的高效能超音速等离子喷涂系统[1,11](喷枪示意图如图 1 所示),制备AT40涂层.喷涂材料为北京桑尧科技开发有限公司提供的粒径35~55 μm的粉末,粉末形貌如图2所示.基体为45号钢,制成10 mm×60 mm的试片.喷涂前用丙酮对试件进行超声波清洗,去除表面污染物,然后进行喷砂处理,提高基体的清洁度和表面粗糙度,有利于提高涂层的结合.
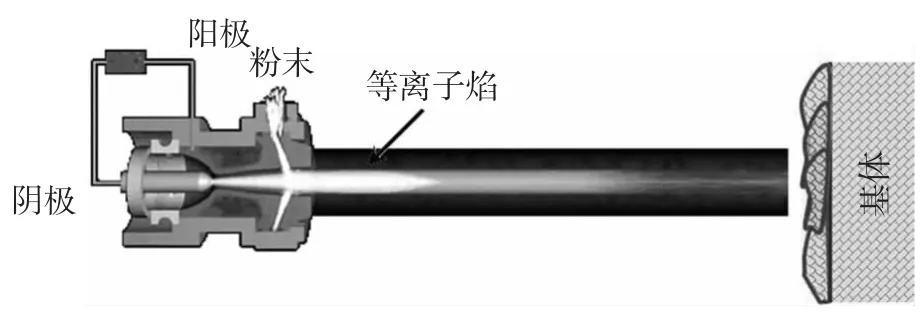
图1 超音速等离子喷枪及工作示意图
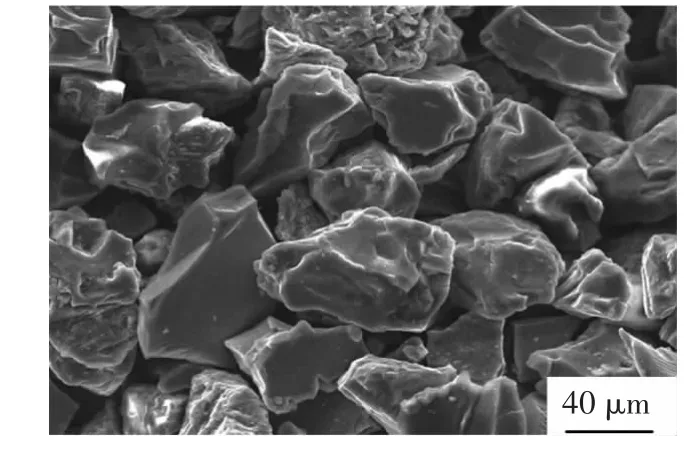
图2 AT40粉末形貌
1.2 孔隙率测量
采用Quanta200型扫描电子显微镜(SEM)表征喷涂粉末和涂层截面.孔隙率的测定采用灰度法[12-13].涂层内部的气孔大小和裂纹长度采用它们在二维平面上的面积分布表示.主要包括如下步骤:采集SEM图像并输入软件、转化图像、处理图像、记录孔隙率.由于采用图像处理测定的涂层孔隙率具有一定的随机性,因此,对每个涂层试样的微观结构,采集10张微观照片,然后,基于每张微观照片进行孔隙率计算.涂层截面的微观结构统一采用400倍放大.
1.3 试验设计
本试验根据BBD中心组合实验设计原理,综合以往经验,选取 QAr(m3/h)(C)、QH2(m3/h)(D)、P,kW(B)、R送粉率(g/min)(A)为试验因素,涂层的孔隙率为响应值,进行4因素3水平响应面分析试验,优化喷涂工艺参数.采用 Design-Expert进行试验设计,产生29组试验,试验因素和水平见表1.在试验过程中,其他喷涂参数保持不变,喷涂距离100 mm;载气流量为0.6 m3/h;线速度40 m/min;每组参数涂层厚度均为350 μm.
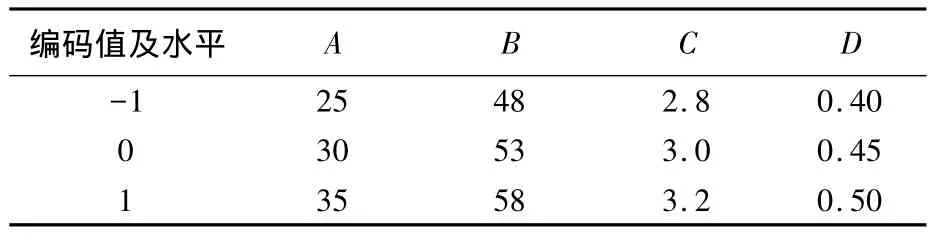
表1 响应面分析因素及水平表
2 结果与讨论
2.1 响应曲面试验结果
响应曲面分析方案及试验结果见表2.因目前实验室使用的第一代超音速等离子喷涂系统在QAr和QH2较小时,功率最高只能调节至56 kW,故第14、22组试验的功率为56 kW.
2.2 试验数据统计分析
以孔隙率为响应值,假设由最小二乘法拟合的响应值与自变量之间相关关系的二次多元回归方程模型为
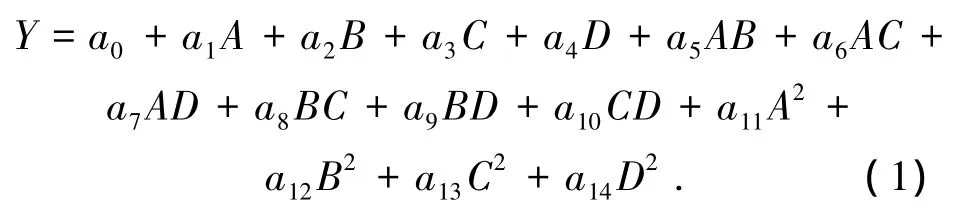
采用统计软件Design-Expert对表2试验数据进行回归分析,得到二次多元回归方程模型为


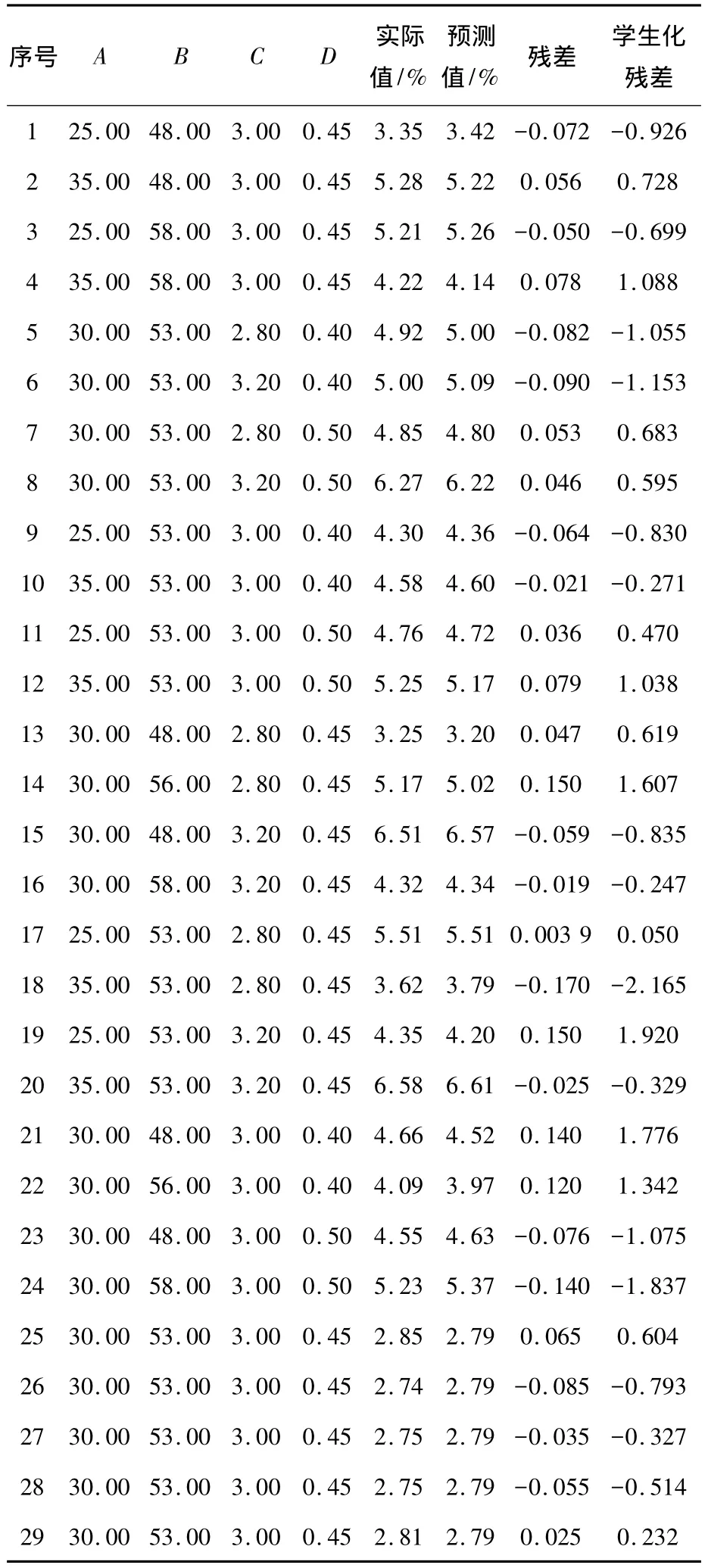
表2 响应曲面试验方案及结果
在试验设计范围内,一次项的偏回归系数的绝对值 C>D>B>A,说明 QAr对孔隙率的影响最大,其次是 QH2、P、R送粉率. 对该模型进行方差分析,结果见表3.
从表3方差分析结果来看,回归模型的P值<0.000 1,说明模型高度显著;模型的R2和校正R2分别为0.994 2和0.988 5,说明该模型能解释98.85%响应面的变化,仅有总变异的1.15%不能用次模型解释.失拟项p>0.05,说明模型拟合程度良好,试验误差小[14-15].故该模型可用于预测涂层孔隙率.分析还可知,模型中C、D、AB、AC、BC、CD、A2、B2、C2、D2的 P 值均小于0.000 1,对涂层孔隙率影响高度显著,A、B、BD的p值均小于0.05,对涂层孔隙率影响显著,AD的p值大于0.05,对涂层孔隙率影响不显著.

表3 回归模型方差分析
2.3 因素水平优化
QAr、QH2、P 和 R送粉率等喷涂参数对涂层孔隙率影响的响应曲面如图3所示.图3(a)是当QAr和QH2一定时,获得的P和R送粉率对孔隙率影响的响应曲面.观察可知,响应曲面呈中间低四周高的凹形.当P一定时,孔隙率随R送粉率的增大先减小后增大;当R送粉率一定时,孔隙率随P的增大也是先减小后增大.这主要是因为P与等离子焰流的能量变化是一致的,喷涂粉末的熔化需要一定的能量,当等离子焰流的能量过小,或送入焰流中的粉末过多,都会造成粉末熔化不充分,涂层中未熔颗粒和杂质增多,孔隙率增加;当焰流的能量过大,或送入焰流中的粉末过少,又会造成粉末过熔,熔融粒子撞击到基体上产生大量飞溅,使得孔隙率增加,因此,R送粉率与P应有一个最佳的匹配值,该值应该就在图3(a)曲面的最低处.
在图3(b)~(f)中都可看到与图3(a)类似的凹形响应曲面.说明当其他几个参数一定时,随着QH2或QAr的增加,孔隙率也是先减小后增大.这主要是因为,QH2增加时会增大等离子焰流的电压和能量,如前所述,R送粉率与焰流的能量是相互匹配的,R送粉率与QH2也应是相匹配的,QH2不能过高或过低;QAr增加时会在一定程度上增大等离子焰流的热焓和射流的速度,这会有助于获得致密、低孔隙率的涂层,但过多QAr又会造成工作气体不能充分电离,降低焰流的温度,使粉末不能充分熔化,增大孔隙率.因此,QAr也不能过高或过低.
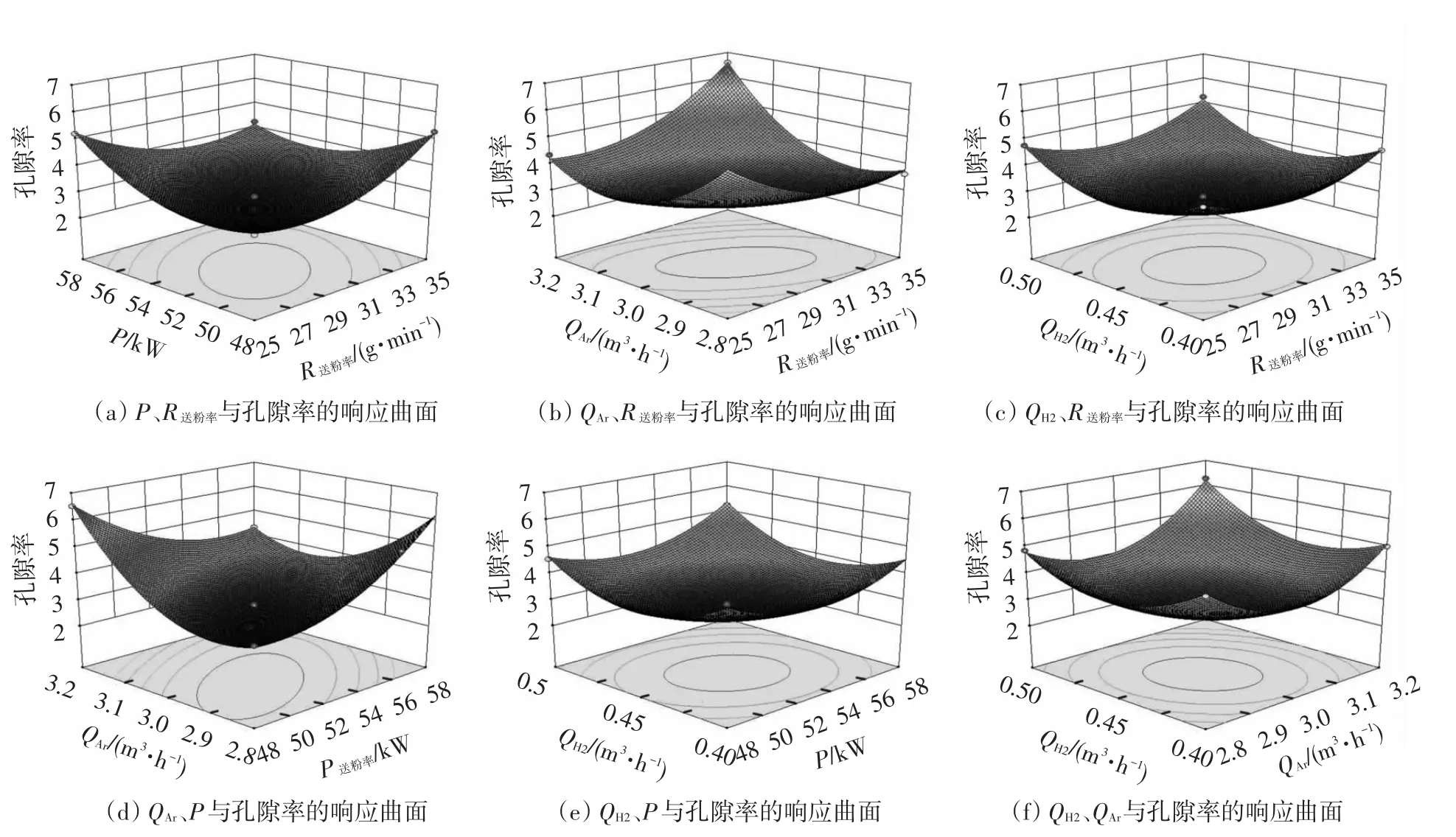
图3 涂层孔隙率响应曲面
由图3可以很明显看出,6个响应曲面的弯曲程度都很大,说明4种因素对孔隙率的影响都很显著,这与表3中一次项和二次项的p值很小相符.从响应曲面的在xy平面的等高线投影可以看出,等高线呈椭圆形,椭圆的中心即为孔隙率最低点,它在选取的参数范围内就可获得.由Design-Expert软件分析可得到4个因素及孔隙率预测值如表4所示.

表4 优化后喷涂参数及孔隙率
2.4 模型检验
残差分析[16]见图4.由图4残差的正态概率图可以看出,分布总体呈一直线,没有发现异常值的存在,说明潜在的误差分布是近似正态的.由图5残差与预测值的关系图可以看出,分布无规律,未显现出任何明显的模式及异常的结构,证实了模型的正确性.
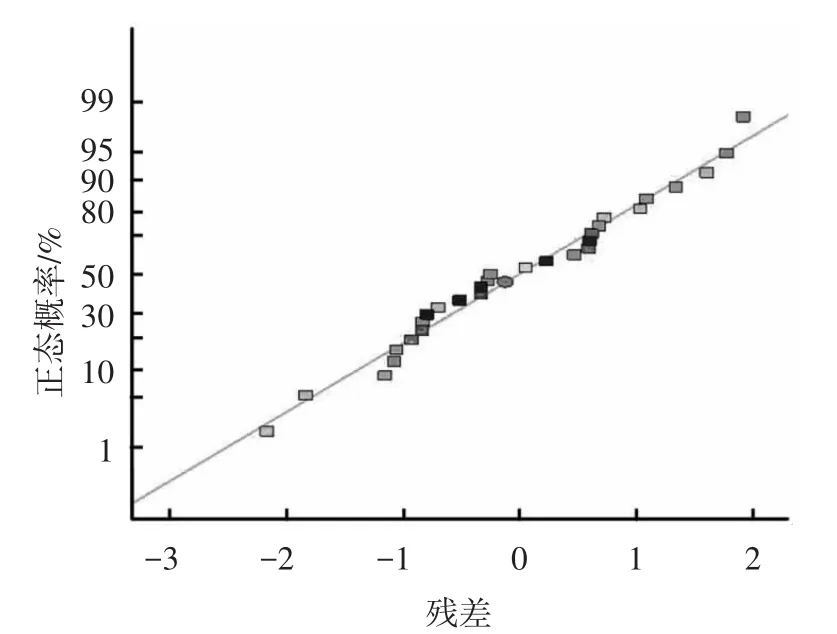
图4 残差的正态概率图
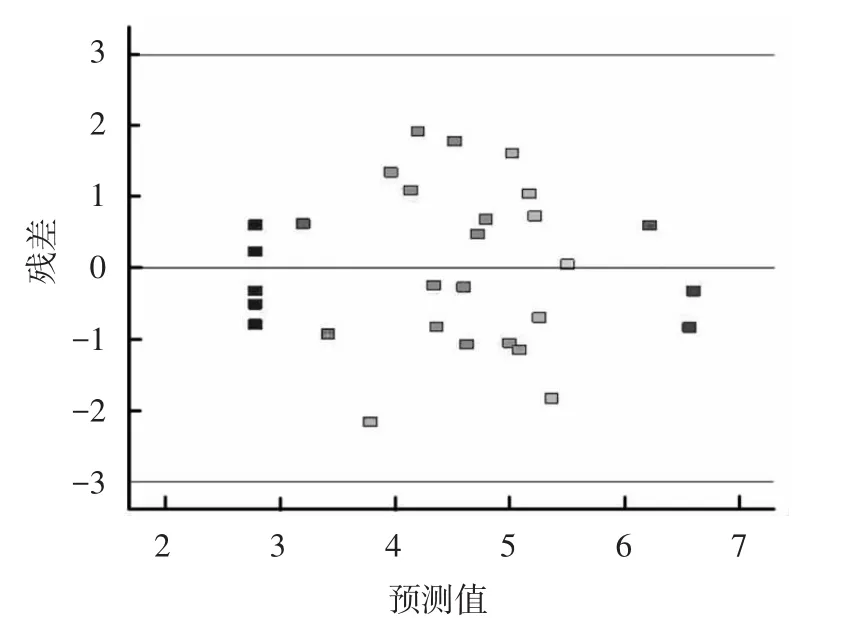
图5 残差与预测值的关系图
2.5 优化验证
为验证上述优化结果,按照确定的最优条件,实际取表4的喷涂参数进行喷涂试验,制备出的涂层截面形貌如图6所示,可以看到涂层致密,层状结构不明显,空隙和杂质很少.进一步计算涂层截面孔隙率.其实际测量平均值为2.74%与模型的2.70%较为接近,进一步说明此回归模型的拟合程度较好.
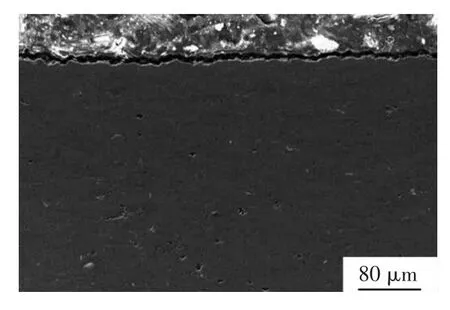
图6 AT40涂层截面形貌
3 结论
1)超音速等离子喷涂AT40涂层的其他条件不变时,利用响应曲面法可建立涂层孔隙率与氩气流量、氢气流量、送粉量、喷涂功率4种因素的二次回归模型,获得4种因素与孔隙率的响应曲面,响应曲面均呈凹形,说明每种因素单独增加时,孔隙率都是先减小后增加.
2)在试验选定的参数范围内,4种因素对AT40涂层孔隙率的影响显著性依次为氩气流量>氢气流量>喷涂功率>送粉量.利用软件进行优化分析得到最优工艺参数为送粉量30 g/min,喷涂功率51.4 kW,氩气流量3.0 m3/h,氢气流量0.45 m3/h,在此条件下涂层孔隙率的预测值为2.70%,试验值为2.74%,试验值与预测值接近,模型是可靠的.
3)采用响应曲面法优化喷涂工艺参数,各因素对响应值的影响关系更直观,数据分析较简便,且结果可靠.这种方法也可借鉴于其他喷涂方法及其他工艺参数,如喷涂距离、粉末粒度、送粉位置、喷嘴孔径等的优化.
[1]张平,王海军,朱胜,等.高效能超音速等离子喷涂系统的研制[J].中国表面工程,2003,60(3):12-16.ZHANG Ping,WANG Haijun,ZHU Sheng,et al.The development of high efficiency supersonic plasma spraying system [J].China Surface Engineering,2003,60(3):12-16.
[2]王海军,谢兆钱,郭永明,等.高效能超音速等离子喷涂粒子特性及涂层特点[J].中国表面工程,2010,23(3):84-88.WANG Haijun,XIE Zhaoqian,GUO Yongming,et al.Characteristic of high efficiency supersonic plasma spraying particles and coatings[J].China Surface Engineering,2010,23(3):84-88.
[3]王海军,韩志海,王建,等.超音速等离子喷涂WC-Co涂层性能研究[J].装甲兵工程学院学报,2006,20(1):85-89.WANG Haijun,HAN Zhihai,WANG Jian,et al.Study on the performance of supersonic plasma sprayed WC-12Co coatings [J].Journal of Academy of Armored Force Engineering,2006,20(1):85-89.
[4]王海斗,徐滨士,姜祎,等.超音速等离子喷涂层的组织及性能分析[J].焊接学报,2011,32(9):1-4.WANG Haidou, XU Binshi, JIANG Yi, etal.Microstructure and mechanical properties of supersonic plasma sprayed coating[J].Transactions of the China Welding Institution,2011,32(9):1-4.
[5]邓春明,周克崧,刘敏,等.大气等离子喷涂Al2O3-3%TiO2涂层的性能[J].中国表面工程,2011,23(1):19-23.DENG Chunming,ZHOU Kesong,LIU Min,et al.Properties of air plasma sprayed Al2O3-3%TiO2coatings[J].China Surface Engineering,2011,23(1):19-23.
[6]韩志海,王海军,王斌利,等.超音速等离子喷涂制备先进陶瓷涂层的特点[J].有色金属(冶炼部分),2008,S1:61-66.HAN Zhihai,WANG Haijun,WANG Binli,et al.Characteristics of advanced ceramic coatings by supersonic plasma sprayed [J].Nonferrous Metals(Extractive Metallurgy),2008,S1:61-66.
[7]陆欢,王海军,郭永明,等.超音速等离子喷涂参数对粒子速度温度的影响[J].中国表面工程,2008,21(1):19-23.LUHuan,WANG Haijun,GUO Yongming,et al.The influence of supersonic plasma spray parameters on flying particles velocity and temperature[J].China Surface Engineering,2008,21(1):19-23.
[8]王海军,郭永明,陆欢.电弧功率对超音速等离子喷涂氧化铝粒子状态及涂层性能的影响[J].装甲兵工程学院学报,2007,21(5):16-18.WANG Haijun, GUO Yongming, LU Huan.The influence of arc power on supersonic plasma sprayed Al2O3particles state and property of the coatings[J].Journal of Academy of Armored Force Engineering,2007,21(5):16-18.
[9]王海军.热喷涂工程师指南[M].北京:国防工业出版社,2010.
[10]徐向宏,何明珠.试验设计与 Design-Expert、SPSS应用[M].第二版.北京:科学出版社,2012.
[11]王海军,徐滨士,张平,等.超音速等离子喷涂枪[P].中国:01101077.0.2001-07-04.WANG Haijun,XU Binshi,ZHANG Ping,et al.Supersonic plasma spraying gun [P].China,01101077.0.2001-07-04.
[12]李剑锋,周霞明,丁传贤.等.离子喷涂 Cr3C2-NiCr涂层的气孔率统计分析[J].航空材料学报,2000,20(1):33-39.LIJianfeng, ZHOU Xiaming, DING Chuanxian.Statistical analysis of porosity variations in plasma sprayed Cr3C2-NiCr coatings [J]. Journalof Aeronautical Materials,2000,20(1):33-39.
[13]ZHANG X C,XU B S,XUAN F Z,et al.Statistical analyses of porosity variations in plasma-sprayed Nibased coatings [J]. Journal of Alloys and Compounds,2009,467:501-508.
[14]JOGLEKAR A M,MAY A T.Product excellence through design of experiments[J].Cereal Foods World,1987,32(12):857-868.
[15]陈乐平,彭文飞,束学道.基于响应面法的楔横轧非对称轴类件轴向平衡研究[J].材料科学与工艺,2013,21(1):129-133.CHEN Leping,PENG Wenfei,SHU Suedao.Axial balance on ceross wedge rolling of asymmetric shaft parts based on response surface methodology [J].Materials Science& Technology,2013,21(1):129-133.
[16]PADMANABAN G,BALASUBRAMANIAN V.Optimization of pulsed current gas tungsten arc welding process parameters to attain maximum tensile strength in AZ31B magnesium alloy[J].Transactions of Nonferrous Metals Society of China,2011(21):467-176.
猜你喜欢
数学年刊A辑(中文版)(2022年1期)2022-08-20
红领巾·探索(2022年5期)2022-06-02
军民两用技术与产品(2021年10期)2021-03-16
中华养生保健(2020年7期)2020-11-16
数学年刊A辑(中文版)(2019年1期)2019-01-31
军事文摘(2018年24期)2018-12-26
纤维复合材料(2018年4期)2018-04-28
卷宗(2017年16期)2017-08-30
浙江大学学报(工学版)(2016年10期)2016-06-05
焊接(2016年1期)2016-02-27
