基于西门子840D系统的数控机床PLC应用
2014-09-13 08:11:28帅旗
机械制造与自动化 2014年5期
帅旗
(广东科学技术职业学院机电学院,广东珠海,519090)
0 前言
数控系统SINUMERIK 840D,是由西门子公司在20世纪90年代开发的一款高性能的数控系统,主要应用在加工中心、车铣复合中心、数控外圆磨等高精度、高性能的数控机床[1,2]。SINUMERIK 840D系统主要由 NCU数控单元(numerical control unit)、人机交互装置(MMC)、可编程序控制器PLC、驱动装置等部分组成[3]。其中在NCU数控单元中集成了840D S7-300 PLC中央处理模块。西门子840D的PLC主要负责对数控机床的M功能(准备功能)、S功能(主轴功能)、T功能(刀具控制功能)及如操作面板控制、刀库和换刀控制、机床冷却润滑控制、报警及状态信息输出等数控机床辅助功能进行控制[4]。
1 西门子840D系统S7-300 PLC硬件构成
西门子840D系统S7-300 PLC由中央处理单元模块CPU、电源模块PS、功能模块FM、通信模块CP、接口模块IM、I/O模块SM等组成[5]。与西门子通用PLC模块不同,840D系统S7-300 PLC的CPU中央处理芯片集成在NCU数控单元(numerical control unit)中,其他模块与通用PLC模块类似采用外挂形式连接如图1所示。每一个模块占用安装槽(Slot),对于I/O SM模块,每个Slot分配32位的地址,即4个字节的地址资源。SM模块中包含输入模块与输出模块,输入模块中包含若干输入信号地址点,输出模块也包含若干输出信号地址点。每条安装架(Rack)上可以安装8个类似于I/O模块的功用模块,即每条Rack上共有8个4字节的地址资源。而西门子840D系统S7-300的CPU最大可寻址4个Rack的范围。内置S7-300的CPU独自占用一个安装架,将Rack0的资源占用,如机床控制面板MCP的输入输出的地址即占用Rack0的地址资源。对于机床的操作面板,有些按键的输入信号和面板响应输出信号840D系统已经进行专门定义,具有特定功能。以数控铣的机床控制面板为例,用户可自定义的按键输入信号地址为I6.1~I6.7及I7.0~I7.7,可自定义的面板输出信号地址为Q4.1~Q4.7及Q5.0~Q5.7。其他外部安装架的以32.0作为起始地址。每个安装架有一接口模块IM,用于安装架之间的互相连接和信号传递,而Rack1外接安装架的接口模块IM与西门子840D系统的接口X111连接,用以这些安装架与系统进行的信号交换。
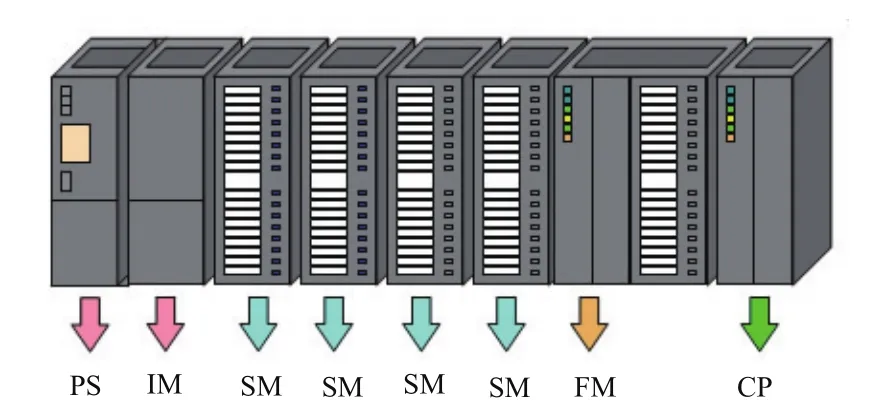
图1 西门子840D PLC外挂模块
2 西门子840D系统S7-300 PLC的程序结构
西门子840D系统S7-300 PLC程序其指令与西门子通用S7-300 PLC基本相同,可以通过的S7-300 PLC编程工具SIMATIC管理器对程序进行编辑操作。840D系统S7-300 PLC程序主要由块组成,其中主要块包括组织块(OB)、功能子程序(FC)、功能块(FB)、数据块(DB)、系统功能子程序(SFC)、系统功能块(SFB)、系统数据块(SDB)[6]。其各部分组成结构如图2所示,功能子程序和功能块程序需要通过组织块进行调用。常见的组织块包括1)OB1:主程序循环;2)OB10:时间中断和特定时间中断;3)OB35:循环中断,以固定间隔循环运行;4)OB40:硬件中断,来自不同模块(I/O模块、CPU、FM模块)中断;5)OB100:启动块,CPU通电或热启动时执行一次,执行初始化,清零或发出使能信号等内容。FB1(启动)程序在OB100中调用;FC2(NCK方式组通道)、FC7/8(刀具管理)、FC19/FC25(机床操作面板)、FC9/15/16/18(机床轴控制)需要在OB1中调用的;FC3(基本程序处理报警)是在OB40中进行调用。
西门子840D系统为用户提供了一些基本PLC程序块,用户可以根据实际情况调用这些标准功能块即可,而被系统占用的功能块不能再被编辑。用户可使用并进行编辑的功能块包括 FB36~FB255,FC36~FC255,DB90~DB399,用户可以根据实际需要进行程序编写,如防护门控制、润滑冷却控制、液压尾座控制等。
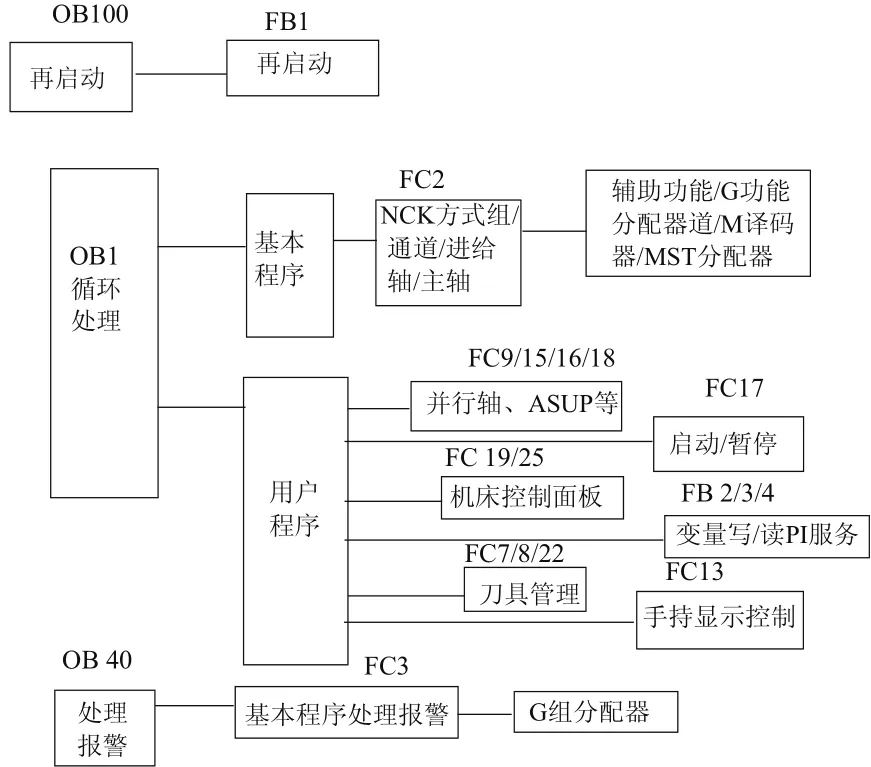
图2 西门子840D系统S7-300 PLC的程序结构
3 刀具冷却控制PLC程序应用举例
对于数控铣床,采用液体冷却方式,冷却系统由液压泵、冷却管路、电磁性阀组成。冷却系统的启动和停止可采用两种方式控制:1)手动方式,通过机床控制面板上的按键启动;2)通过程序指令方式,如冷却启动指令M08和冷却停止指令M09进行控制。程序采用功能子程序块进行编写,功能子程序编号FC60,可由OB1组织块进行调用。使用PLC输出信号地址Q35.0,用以控制冷却控制启停,当Q35.0有信号输出时,接通相应接触器启动冷却液压泵开始进行冷却,反之Q35.0无信号输出时,冷却系统停止运行。所选用机床控制面板按键及地址分配如表1所示,操作过程为当机床需要手动启动冷却系统时按下机床面板按键T13,使PLC输出点Q35.0产生输出信号,并且对应面板指示灯亮,开启冷却。当再次按T13键时,Q35.0无信号输出,停止冷却,面板指示灯灭。当机床处于急停状态时,冷却系统工作也停止,急停控制信号在此使用输入地址I32.1。西门子840D系统所编译的程序指令可通过系统接口与对应DB数据块中的数据进行对应,如当系统编译到M08指令时通过系统接口将DB21块中数据位DB21.DBX195.0置“1”,而当编译到M09指令时,对应将DB21数据块中数据位DB21.DBX195.1置“1”。由上所述程所编制的冷却系统控制PLC程序梯形图如图3所示。

表1 冷却控制机床操作面板分配
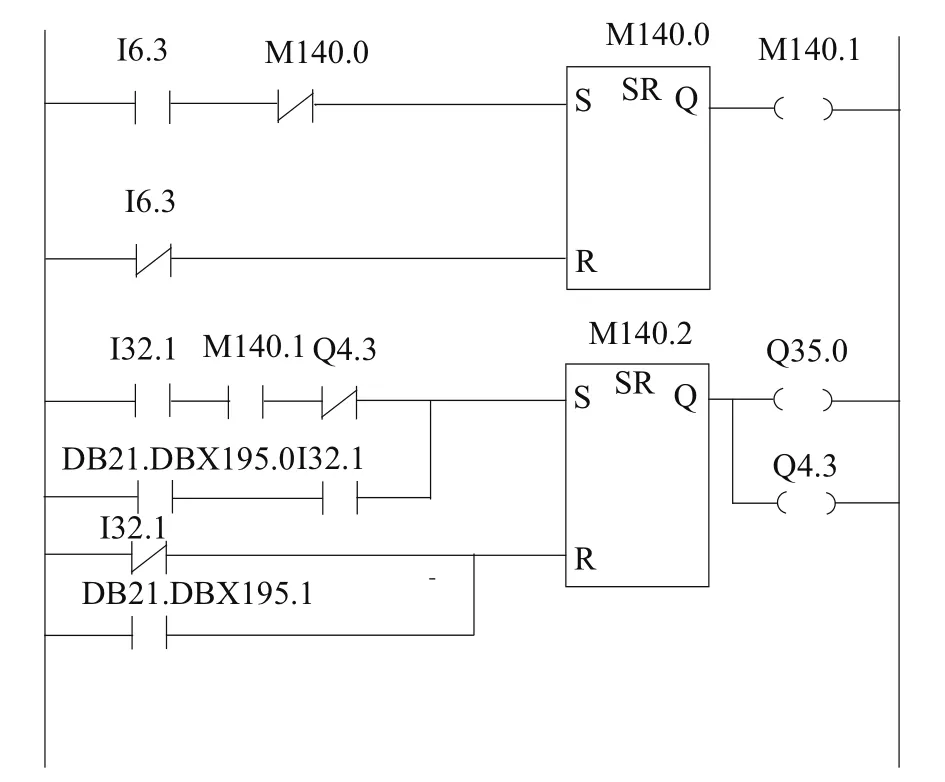
图3 冷却系统控制PLC梯形图
4 结语
西门子840D系统的S7-300 PLC能方便地进行程序编制从而实现所需的机床功能控制,但与西门子通用S7-300 PLC比较,其在硬件结构,信号地址分配,程序编写等方面有特定要求,需要结合数控机床的具体功能和西门子840D系统的具体定义要求进行数据设置和程序编写。
[1]龚仲华.数控机床故障诊断与维修500例[M].北京:机械工业出版社,2005.
[2]杨斌.西门子SINUMERIK 840D数控系统介绍[J].CAD/CAM与制造业信息化,2004(06).
[3]西门子数控公司.SINUMERIK 810D_840D简明调试手册[M].北京:西门子数控公司,2010.
[4]蒋丽.数控原理与系统[M].北京:国防工业出版社,2007.
[5]孙承志.西门子S7-200/300/400 PLC基础与应用技术[M].北京:机械工业出版社,2005.
[6]乐广军.西门子840D和S7-300PLC在高速立式加工中心机床中的应用[J].现代经济信息,2009(12).
猜你喜欢
机械工业标准化与质量(2021年10期)2021-11-19 09:17:52
冶金设备(2021年2期)2021-07-21 08:44:18
模具制造(2019年4期)2019-06-24 03:36:50
能源(2017年7期)2018-01-19 05:05:05
摄影之友(影像视觉)(2017年1期)2017-07-18 11:12:16
现代工业经济和信息化(2016年22期)2016-08-23 11:55:40
铜业工程(2015年4期)2015-12-29 02:48:42
制造技术与机床(2015年12期)2015-07-31 17:23:11
自动化博览(2014年12期)2014-02-28 22:34:27
自动化博览(2014年7期)2014-02-28 22:32:28