基于DEFORM的10.9级短尾拉铆钉有限元分析
2014-09-13 03:30:50赵祥云
机电产品开发与创新 2014年1期
伏 凯,刘 宇,赵祥云
(眉山南车紧固件科技有限公司,四川 眉山 620010)
0 引言
短尾拉铆钉具有独特的优势,其安装方便、节约材料、噪音小、铆接工具使用寿命长等,因此,在国内10.9级短尾拉铆紧固连接系统已运用于地铁、城轨、高档客车上的关键部位,也有用在重载、振动等恶劣工况的重型卡车上。本文基于DEFORM 软件及现场试验,研究10.9级短尾拉铆钉在安装使用中的铆接力、拉脱力、应力场、应变场等情况,并与8.8级短尾拉铆钉进行对比分析,并根据分析结果对设计进行修正。
1 10.9级短尾拉铆钉简介
10.9级短尾拉铆紧固连接系统由铆钉和套环组成,其中铆钉由冒头、卸载槽、光杆、锁紧槽、螺纹段和尾牙组成,套环由变形区、法兰盘、凸点和卡齿组成,如图1 和图2所示。铆钉冒头根部设计有卸载槽,为了避免铆接和使用过程中可能存在的应力集中现象。铆钉锁紧槽由环形槽和螺旋槽组成,螺旋槽便于套环旋入准备安装,方便操作;环槽型可以有效保证连接后的可靠性,在振动的工况下,具有更好的防松性能。

图1 10.9级短尾铆钉Fig.1 Grade 10.9 Bobtail

图2 10.9级套环Fig.2 Grade 10.9 collar
2 有限元分析模型建立
图3为短尾拉铆钉、套环、铆接器枪头和卡爪的有限元分析模型,铆接时铆接器枪头轴向相对运动并挤压套环变形,套环被挤压到铆钉环型槽中形成连接,拉脱时拉脱板轴向相对运动并对铆钉和套环轴向施力,迫使套环从铆钉环形槽中脱出,由于在铆接过程和拉脱过程中套环和铆钉环槽受到较大的变形和应力,故对其采取局部细化网格提高模拟精度。
在DEFORM-2D 中,模拟过程计算步长的大小可以通过时间步长或者位移步长来定义。计算时任何节点每一步的最大位移不应该超过变形体单元边长的1/3,否则会增加网格畸变的速度。而对于一些特殊的变形过程,如拐角处金属流动、快速成形以及类似的一些特殊变形过程,时间步长也许需要定义每一加载步长内节点的最大位移不应超过单元边长的1/10[1~3]。因而,具有致密网格的模拟比具有较粗糙网格的模拟过程需要定义更小的时间步长。体积成型通常采用剪切摩擦模型,冷挤压摩擦系数取0.08。在铆接和拉脱过程中,铆接器和拉脱板移动速度分别设置10mm/s,最小网格为0.05~0.07mm,设置为0.02mm。

图3 高强度拉铆钉有限元分析模型Fig.3 FEA of the high strength Bobtail
3 有限元结果分析
3.1 铆接过程行程—载荷曲线分析
图4为铆接过程行程—载荷曲线图,表1为高强度短尾拉铆钉铆接过程分析数据,可以看出随着铆接器载荷的增加,套环逐渐变形,铆接过程行程与载荷呈近似线形关系,10.9级短尾拉铆钉变形起始载荷和最大成型载荷均大于8.8级短尾拉铆钉。

表1 铆接过程行程载荷数值分析数据Tab.1 Force of analysis of riveting

图4 铆接过程-行程载荷曲线Fig.4 The curve of analysis of riveting
3.2 铆接过程等效应力、应变数值分析
图5~6 分别为套环、铆钉铆接过程等效应力分布图,图7~8 分别为套环、铆钉铆接过程等效应变分布图,表2为铆接过程应力、应变等数值分析数据。从图表中可以得出:8.8级和10.9级短尾铆钉的最大等效应力均出现在短尾环槽处,最大等效应变出现在与套环接触的环槽顶部;套环最大等效应变出现在铆接时枪头喇叭口处套环与铆钉环槽顶部接触处,最大等效应变出现在与铆钉环槽接触处。

图5套环等效应力分布图Fig.5 Equivalent stress analysis of the collar

表2 铆接过程数值分析数据Tab.2 Data analysis of riveting

图6 铆钉等效应力分布图Fig.6 Equivalent stress analysis of the Bobtail

图7套环等效应变分布图Fig.7 Equivalent stress analysis of the collar
3.3 拉脱过程行程—载荷曲线分析
图9 是拉脱过程行程载荷曲线,从图中可以看出拉脱过程分:①载荷增加行程几乎不变,短尾铆钉和套环处于弹性变形区域;②载荷增加,行程增加,套环开始
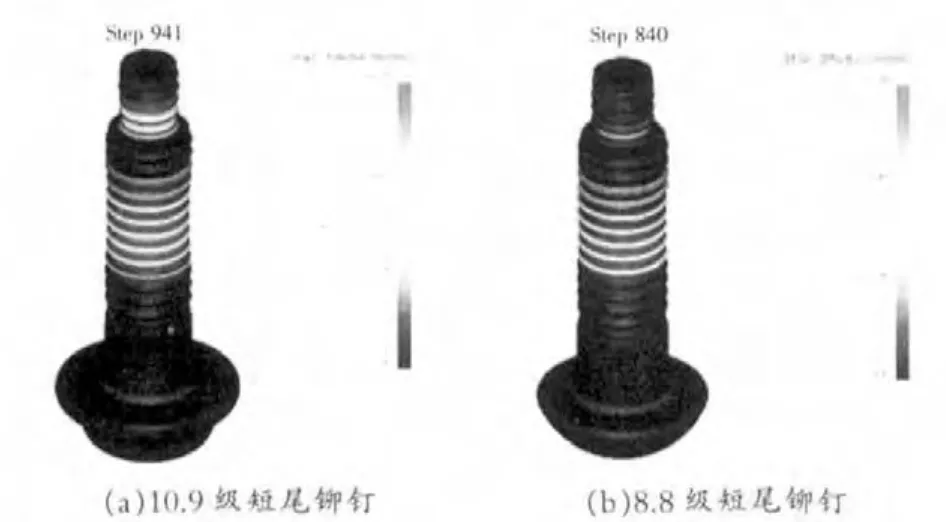
图8 铆钉等效应变分布图Fig.8 Equivalent strain analysis of the Bobtail

图9 短尾拉铆钉拉脱过程行程载荷曲线Fig.9 The curve for bobtail during breaking
变形;③行程增加,载荷降低,铆钉和套环分离。短尾拉铆钉和套环拉脱数据见表3,从表中可以看出10.9 短尾拉铆钉拉脱力明显大于8.8级短尾拉铆钉拉脱力,两者均符合TJ00009-2012 以及运装货车 [2010]575 号文件等文件中规定的力学性能要求[4]。

表3 拉脱过程行程载荷数据(kN)Tab.3 Loading data during breaking process

表4 铆接过程铆接工具应力(MPa)Tab.4 Stress analysis of tooling during operation
3.4 安装使用过程中工具受力分析
图10 是铆接过程卡爪应力分布情况,最大应力出现在卡爪环槽底部和受力面处,图11 是铆接过程枪头应力分布情况,最大应力出现在与套环接触处得变形过渡带(喇叭口)。铆接过程卡爪和枪头最大应力情况见表4,因此,卡爪和枪头需要使用高强度工具钢材料。
4 力学性能试验
用万能试验仪和多路显示仪等设备对10.9级短尾拉铆钉进行力学性能试验,按照相关标准,拉铆钉试验项目主要有压紧力、剪切力、拉脱力等试验,试验数据如表5所示。从试验数据中分析可得,10.9级短尾拉铆钉试验值符合企业技术文件等要求。

图10 铆接时卡爪等效应力分布图Fig.10 Equivalent stress analysis for holder during operation

图11 铆接时枪头等效应力分布图Fig.11 Equivalent stress analysis for head during operation

表5 10.9级短尾拉铆钉力学性能试验(kN)Tab.5 Mechanical testing for grade 10.9 Bobtail
5 结束语
通过DEFORM 软件和试验的方式对10.9级短尾拉铆钉进行分析,可以得出以下结论:
(1)利用刚塑性有限元理论对10.9级短尾拉铆钉的设计进行分析,得出10.9级短尾拉铆钉在安装使用过程中的铆接行程载荷曲线、应力场、应变场和拉铆销使用过程中的拉脱行程载荷曲线、应力场、应变场等情况,并与8.8级短尾拉铆钉进行对比分析。
(2)通过对铆接工具应力分析得出安装使用过程中铆接工具的应力分布情况。
(3)分析结果显示铆钉结构设计合理,安装使用性能良好,铆接后力学性能符合设计要求。
[1]潘隽.基于Deform的锥齿轮冷精锻组合凹模研究[D].浙江工业大学,2011.
[2]刘建生,陈慧琴,郭晓霞.金属塑性加工有限元模拟技术与应用[M].冶金上业出版社,2003.
[3]李尚健.金属塑性成形过程模拟[M].机械工业出版社,1999.
[4]GB/T3098.1-2000.螺栓螺钉螺柱机械性能[S].
猜你喜欢
百科探秘·海底世界(2023年9期)2023-09-26 00:53:01
汽车零部件(2022年9期)2022-09-30 00:54:20
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
制冷技术(2021年1期)2021-03-31 09:02:34
经济技术协作信息(2020年30期)2020-10-28 08:56:12
作文评点报·作文素材初中版(2020年15期)2020-04-24 00:23:01
疯狂英语·初中天地(2020年1期)2020-02-20 13:25:24
数学小灵通·3-4年级(2018年7期)2018-07-12 02:29:56
科技创新与品牌(2017年3期)2017-04-27 18:36:06
锻压装备与制造技术(2015年2期)2015-06-26 09:00:17