1 000 MW机组塔式锅炉炉内“三器”专项吊装方案设计
2014-09-11 01:05:00吴德胜
综合智慧能源 2014年9期
吴德胜
(中国能建集团江苏电建一公司,南京 210001)
1 炉内“三器”吊装难点的调查分析
1.1 问题的提出
华润彭城2×1 000 MW超超临界机组锅炉为国内首批、江苏首台塔式锅炉机组,由中国能建集团江苏电建一公司(以下简称江苏电建一公司)承建#1机组的建筑安装任务。塔式锅炉钢架由主钢架、辅钢架、楼梯间和空气预热器钢架组成。主钢架立柱纵向中心间距31.5 m,横向中心间距30.5 m,柱顶标高113.2 m,左右两侧辅钢架中心距离51 m大板梁顶标高为120.73 m,为单炉膛结构,取消了以往锅炉水平烟道受热部分,因此炉内“三器”(省煤器、再热器、过热器)全部采用卧式蛇形结构,从上往下依次布置于主钢架形成的框架由水冷壁(包括顶棚管屏)围成的单炉膛内,布置顺序从上至下依次为:省煤器→一级再热器→二级过热器→二级再热器→三级过热器→一级过热器,所有蛇型管屏通过悬吊管垂直连接。
由此可以看出,由于“三器”布置在由四周的水冷壁与上部的顶棚管屏形成的封闭空间内,无法使用大型起重机械进行吊装,且数量多(省煤器组合后共89片、一级再热器组合后共89组、二级过热器组合后共89组、二级再热器组合后共44组、三级过热器组合后共22组、一级过热器组合后共22组,总共355组)、质量大(近4 000 t),因此“三器”的吊装具有工作量大、难度高的特点,成为塔式锅炉吊装中的一大难点。
1.2 调查分析之一
采用液压提升方法进行“三器”吊装。用6台(6×1 000 kN)液压提升装置作为炉内“三器”吊装器具(如图1所示),支撑梁(大板梁)上布置上承重梁并在支吊梁下布置下承重梁。将上承重梁设计成带滚轮的滚动梁,可方便液压提升装置在上承重梁上移位。
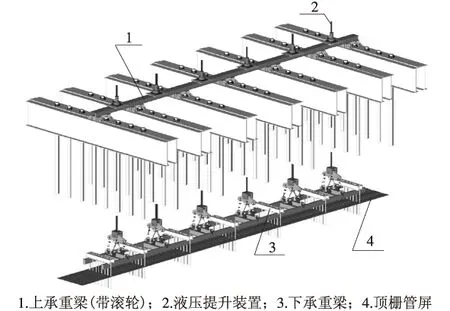
图1 采用液压提升装置进行“三器”吊装
采用串吊法进行“三器”吊装。几组省煤器蛇形管排悬挂于下承重梁上,一次完成若干串“三器”安装,吊装的情况如图2所示。几组省煤器焊接悬挂完毕后,将液压提升装置提升一段高度,以便与下部一级再热器悬吊管的焊接,使这几组省煤器和一级再热器连成一个整体,然后再将二级过热器悬吊管与上部悬吊管焊接,以此类推,直到最下层的一级过热器悬挂完毕后,将这几组“三器”管屏整体向上提升,到达就位位置后,将悬挂于炉顶的吊杆与支吊过渡梁连接。
液压提升装置下部承重梁及吊具与“三器”连接。由图2可知,液压提升装置能将6~8组、质量为400~500 t 的“三器”组合体一次性提升就位,然后再将液压提升装置沿炉右向左平移,进入下一个吊装点,重复上述作业,直到将所有“三器”全部提升就位。
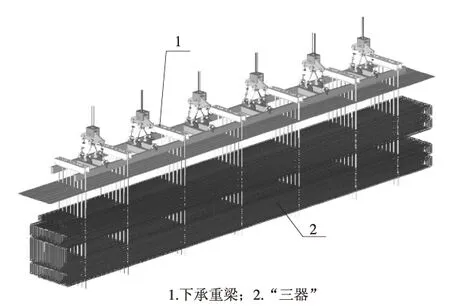
图2 采用串吊法进行“三器”吊装
1.3 调查分析之二
采用布置在炉顶的2台150 kN卷扬机及导向装置、移动装置、起吊扁担等组成的卷扬提升系统进行吊装。采用层吊法进行“三器”吊装。先将所有的省煤器从右至左全部吊装就位,然后再与下部一级再热器悬吊管进行焊接,使所有省煤器与所有一级再热器连成整体,然后依次向下一层推进,直到将最下层的一级过热器全部吊装就位。
由于卷扬机提升系统(约50万元)较液压提升装置(约160万元)投资少,且起升速度快,效率高,所需作业人员少,安装拆除及维护方便,不需移位,仅需改变导向滑轮位置(导向滑轮设计成可移动式),因此在工期紧、工作量大的情况下更能满足塔式锅炉安装的要求,故选择用该系统进行“三器”的吊装。
2 吊装方案设计
2.1 吊装方案
在炉顶布置2台卷扬机,钢丝绳穿过炉顶至锅炉零米位置,将“三器”蛇形管屏导运至锅炉炉膛零米位置进行翻身。用布置在炉顶的卷扬机钢丝绳连接的起吊扁担进行接钩,然后垂直起吊至就位位置与上部悬吊管进行焊接,从而完成吊装工作。
2.2 “三器”布置
#5机组塔式锅炉为单炉膛结构,包括省煤器在内的所有蛇形管排设热面以层叠式布置在炉膛内,省煤器布置在炉膛最顶部。省煤器蛇形管排长度方向沿炉膛前后方向布置,共89组、178片管排沿炉左右方向列开布置,相邻间列间距为120 mm。每组尺寸为21 480 mm×7 800 mm,质量为17 t(再热器、过热器宽度与其相同)。
应严格按照安装顺序对不同管排进行吊装,先吊装锅炉扩建侧省煤器蛇形管排,吊装设备为布置在炉顶的2台1 500 kN卷扬机。2台卷扬机及钢丝绳对称锅炉中心线布置,钢丝绳分别从炉顶次梁空挡间穿过顶棚下至锅炉零米位置,与事先在锅炉零米位置布置好的省煤器管排进行接钩,利用零米位置500 kN履带式起重机进行抬吊,配合省煤器管排翻身(如图3所示)。卷扬机将蛇形管排吊至就位位置后,与事先临抛在支吊梁上的钢丝绳接钩,接钩结束后,卷扬机拆钩,单排省煤器管排吊装结束。
图3 省煤器抬吊翻身示意图
一级再热器共89组,178片,每片沿炉左右方向列开布置,相邻间列间距为120 mm。二级再热器布置在二级过热器和三级过热器之间,二级再热器共44片。其长度方向沿炉膛前后方向布置,44片管排沿炉左右方向列开布置,相邻间列间距为480 mm。单组二级再热器蛇形管排由上下2组蛇形管排现场对口组合而成。一级再热器每组质量约6.5 t,二级再热器每组质量约10.0 t。一级过热器与省煤器连为一体,共89排。二级过热器布置在一级再热器和二级再热器之间,二级过热器共89组178片。其长度方向沿炉膛前后方向布置,178片管排沿炉左右方向列开布置,相邻间列间距为120 mm。三级过热器布置在二级再热器和一级过热器之间,三级过热器共22片,其长度方向沿炉膛前后方向布置,22片管排沿炉左右方向列开布置,相邻间列间距为960 mm。一级过热器每组质量为5 t,二级过热器每组质量为10 t,三级过热器每组质量约15 t。再热器、过热器的吊装方法与省煤器同。
炉顶卷扬机的布置如图4所示,即卷扬机布置在锅炉扩建端,钢丝绳通过3个定滑轮转向,将钢丝绳从炉顶送至炉底。其中固定在工字钢上的定滑轮可沿工字钢进行滑动,以满足吊装不同部位“三器”管屏的需要。
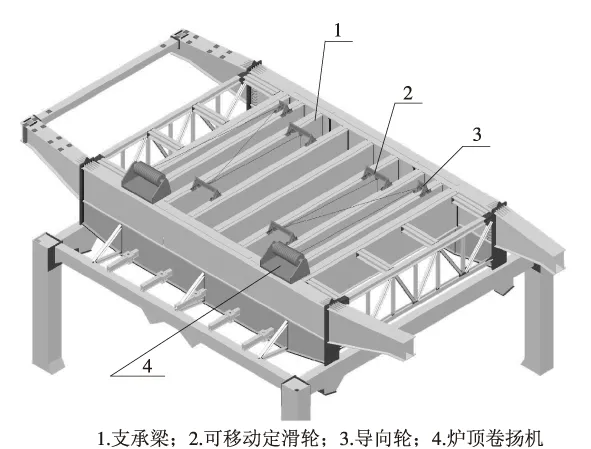
图4 炉顶卷扬机布置
“三器”管屏的就位。卷扬机将管屏吊至就位位置后,接下来的工作就是接钩焊接工作,即用临时抛在悬吊梁上的钢丝绳连接的起吊扁担进行接钩,通过链条葫芦进行调整焊接。
3 方案实施
“三器”受运输尺寸的限制,分上下2片供货,一般在炉后布置组合场,然后设置滑道从炉内延伸到炉外,滑道上布置小车,利用炉后履带式起重机将组合好的一组“三器”受热面吊至小车上,利用零米位置的50 kN卷扬机将“三器”拖运至炉内起吊位置。
用2台150 kN卷扬机伸挂“三器”上部的两端起吊位置(每个位置两点起吊),此时为虚挂,即卷扬机处于不受力状态。同时利用炉内500 kN履带式起重机起吊小车架,带动“三器”扳直翻身。在此过程中卷扬机同步起升,但保持不受力状态。
当起升超过一定角度时(60°左右),履带式起重机停止起升,2台卷扬机同步起升将“三器”受热面吊至竖直并脱离小车架,一直起升到就位位置,然后与上部悬吊管进行焊接,待焊接完成后拆钩,即完成起吊作业,进入下一组受热面的吊装。
4 方案的改进与优化
在顶部轨道上的移动导向滑轮增加固定点,在轨道上开槽固定,这样可保证只在顶棚的鳍片上开纵向小槽,保证起升钢丝绳通过即可。原方法是在顶棚上开较大的方孔,需要割除顶棚管,最后还要进行焊接,恢复起来难度较大。通过对此方案的改进与优化,最后只需要将鳍片上小槽进行密封焊接即可,工艺简单且工作量小,在工程上取得了明显效果。
对吊装方法进行优化,串吊法与层吊法相结合,在一定程度上减少了导向装置和地面滑道的移动次数,提高了工作效率。
5 结束语
由于卷扬机提升系统较液压提升装置投资少且起升速度快,华润彭城电厂工程项目从2008 年9 月10日第1片省煤器吊装开始,历时74 d完成了355片“三器”管屏的吊装,比采用液压提升装置吊装节约工期20 d,随后由江苏电建一公司承建的中电国际常熟2×1 000 MW机组和国信连云港2×1 000 MW机组塔式锅炉采用的“三器”吊装方案进一步优化后,吊装工期仅用了50 d,取得了较好的经济效益和社会效益。
参考文献:
[1]钟军军,夏开全.钢结构设计手册[M].北京:中国电力出版社,2009.
[2]张质文.起重机设计手册[M].北京:中国电力出版社,2009.
[3]卜一德.起重吊装计算及安全技术[M].北京:中国建筑工业出版社,2008.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:27:00
电子乐园·下旬刊(2022年5期)2022-05-13 20:42:21
中国特种设备安全(2022年1期)2022-04-26 14:16:24
冶金设备(2021年2期)2021-07-21 08:44:20
中国设备工程(2019年24期)2020-01-14 01:48:24
山东冶金(2019年3期)2019-07-10 00:54:06
中国特种设备安全(2019年4期)2019-05-20 09:55:42
制冷技术(2016年3期)2016-12-01 06:53:18
新疆钢铁(2016年3期)2016-02-28 19:18:53
中国科技信息(2015年1期)2015-11-16 05:13:12