L6470在焊接摆动控制中的应用
2014-09-04 00:57穆广福
长春工业大学学报 2014年5期
穆广福, 付 虹
(长春工业大学 电气与电子工程学院, 吉林 长春 130012)
L6470在焊接摆动控制中的应用
穆广福, 付 虹*
(长春工业大学 电气与电子工程学院, 吉林 长春 130012)
采用ST公司生产的数字控制驱动芯片L6470驱动步进电机,其作为焊枪曲线运动的控制芯片完成复杂的焊接工艺,系统只需通过DSP发出命令,L6470便可以驱动电机进行相应的运动控制,经实验验证,满足了 TIG焊接焊枪摆动的控制要求,节省大量资源的同时也减小了经济开销。
TIG焊接; DSP; L6470; 步进电机
1 焊枪摆动的控制意义
TIG焊(钨极氩弧焊)是一种高质量的焊接方法,它以其焊接过程稳定、易于控制、焊接质量高等优点被广泛应用,并且市场需求量越来越大[1]。焊枪在焊接中的作用是夹持钨极,传导电流和传输氩气的。人们在TIG焊接中发现,控制好焊枪的摆动意义非常大,首先焊枪的左右摆动拓宽了焊道的宽度,其次也使不平整的焊缝表面光滑,摆动焊接可以使焊层厚度降低,对实现多层多道焊接工艺有所帮助[2]。
2 几种控制焊接摆动的方法
2.1 “偏心轮-连杆”式摆动系统
即使这个系统已经实现了摆动速度和幅度的调节,但是摆动速度是非线性的,也无法实现摆动幅度的无级调节。这种摆动方式不能满足设计要求,可致使焊接表面粗糙,精密焊接中很少采用此种摆动方式。
2.2磁场控制摆动系统
这个系统是靠磁场吸引电弧来进行摆动,焊枪是不动的。磁场控制摆动系统的优点是在焊枪的前部加上产生磁场的装置就行,不能实现焊枪横向左右摆动的时间停留,这个系统满足不了实际工作要求。
2.3机头电控摆动系统
通常将焊枪固定在十字滑架上,通过控制器控制电机运动来带动焊枪运动。这个方法变化十分灵活、柔性特别好,适应性强,通过设计微处理机软件就可以实现摆动轨迹的改变,不需要改动摆动系统的机械部分,这样便可以省掉不必要的花销,节省开支。
综上所述,本设计采用机头电控摆动系统。
3 摆动系统总体设计
焊缝的外形光滑美观受到焊枪的左右摆动和摆动频率的直接影响,所以,驱动机构必须对DSP发出的命令实现快速响应,通过L6470对DSP命令加以解读,再控制步进电机进行横摆运动,步进电机自身具有以下特点:
1)快速启停、自锁性能良好;
2)步进电机力矩与惯性比值数高,无电流也可自由转动;
3)步进电机可以进行开环运动,位置精度高,适合在摆动控制中作执行机构;
4)步进电机运动和脉冲成线性关系,控制简单[3]。
通过DSP输出PWM波的形式作为L6470驱动步进电机脉冲信号,作为功率驱动电路,完成焊枪摆动设计,可以使电路结构简单,焊接过程中摆动停止频繁,要求驱动电机既能快速启动,又能快速停止,而且要有良好的自锁特性,步进电机能够满足以上要求。
本实验选择步进电机MT28STH32-0674A:额定功率1 W ,额定电压24~100 V,电压24 V,相电流0.67 A,半步,最大静力矩0.05 N·m,步距角1.8°,每个脉冲行进1.000 598 011 363 6 mm。
4 采用DSP核心控制芯片控制L6470的好处
大规模集成电路技术的发展使我们有可能以最少元器件个数、最低功耗、最简单电路、最完善保护来实现电机驱动控制电路的智能化、集成化[4]。本设计采用TMS320F28335作为控制单元,这个芯片数据处理能力强、运行速度高,特别适合作为摆动控制系统的核心控制元件。L6470是ST公司的数字控制步进电机驱动芯片,它集成了数字控制内核,特别适合控制驱动步进电机。所以选择L6470作为驱动控制的执行机构,从而完成焊枪摆动的设计。
数字信号处理技术是在20世纪60年代产生的[5],它的发展改变了模拟信号的历史,它将模拟信号转换成数字信号,在传输过程中编辑、删除无效信号,经过一系列处理后再转换成模拟信号或者所需要的形式传出。而且自身可以编程,相比模拟信号中电阻、电容数值易变化,数字信号处理更准确,处理实时信号速度快。数字信号处理技术(Digital Dignal Processor, DSP)具有强大数据处理能力和高运行速度的两大特点。其它通用微处理器无可比拟,已经成为电子世界重要芯片。这个芯片与以往不同之处是精度更高,成本更低,功耗更小,性能更高,它的外接设备集成度非常高,能够存储大量数据和程序,数字和模拟信号转换快速而且精确。
TMS320F28335具有150 MHz的高速处理能力,具备32位浮点处理单元,6个DMA通道支持ADC,McBSP,EMIF,本设计需要以PWM波形脉冲信号作为步进电机输入控制信号,TMS320F28335有18路PWM波输入通道,除此之外它还具有6路高精度PWM波输出通道,12位16通道ADC,完全满足要求。TMS320F28335具有浮点运算单元,节省了小数处理上的时间,选用者可以自己编写控制算法。这个控制芯片的特点是性能高,而且兼容性好,在设计应用中为用户省去了不少麻烦,经济实用,所以选择TMS320F28335作为摆动系统的中心控制芯片。F2833X如图1所示。

图1 F2833X
F2833X系列与TI公司的前代数字信号控制器相比,整体性能好,复杂运算能力提升一倍多[6]。
L6470是ST公司新推出的步进电机控制芯片,选择它作为设计中电机控制芯片,主要是因为有以下特点:
1)L6470集成了功率级和一个数字控制内核,加快了运算的速度、精度。
2)L6470能够通过SPI接口接收DSP等微控制器的运动曲线命令,自动执行命令,并按照预定的加速度和速度曲线运动,除此之外还能快速达到设定转速。
3)L6470拥有给运动命令排队和发送功能,这样就可以对复杂的运动加以控制,这对设计微控制器很重要,减少其不必要的内存消耗。L6470接收命令时,不需要微控制器,便可以将命令加以解释、运算,找出运动的起始位置和终点,并控制电机加速启动和减速停止,整个过程由自身的内核硬件完成。L6470接收Move命令时,自身的数字内核硬件将计算电机从静止开始做加速运转再返回到起始位置所需要的前进步数的运动路径,整个过程都是独立完成的,减少了控制器的开销,是用于步进电机控制焊接过程中的最佳选择。
4)L6470的逻辑控制电路包含加减速度,启动转速、相电流控制和步进等模式,它是一个可以设置的状态机。L6470可以将每步分解128小步,即每微步旋转角为1.8°,电机转子转过一周即行进步数为(360/1.8)*128步。这样便可以使运动更加平滑,运动控制更方便。所以选用L6470作为步进电机的控制芯片。
5 控制系统结构框图
控制系统结构如图2所示。

图2 控制系统结构
图中,TMS320F28335与驱动芯片L6470的FLAG,BUSY,STCK等引脚相连接,通过SPI接口向L6470芯片实时发送运动控制命令。
当芯片正在执行某个指令时,BUSY引脚被强制为低电平。
FLAG是状态标志位,当运行中有错误发生,比如像失步等,引脚会被强制拉低。
STCK功能是在微步模式下,步进电机在这个信号的每个上升沿运转一步。
本实验中TMS320F28335通过SPI接口可以向L6470芯片发送4种不同的运动控制命令,如下:
1)恒速命令。设定的加减速度让电机旋转到恒定的速度,快速实现稳定。
2)绝对位置命令。设定电机以特定的步数或者最小的步数到达指定位置,到达位置后电机自动停止。
3)运动命令。使电机按命令朝规定方向行走,并前进规定步数。
4)停止命令。使电机停转。
以上4种命令配合加减速控制,可以实现复杂的运动控制方案,不再需要DSP来计算脉冲频率、脉冲数目、脉冲时序等参数。
6 控制系统流程
控制系统软件流程如图3所示。
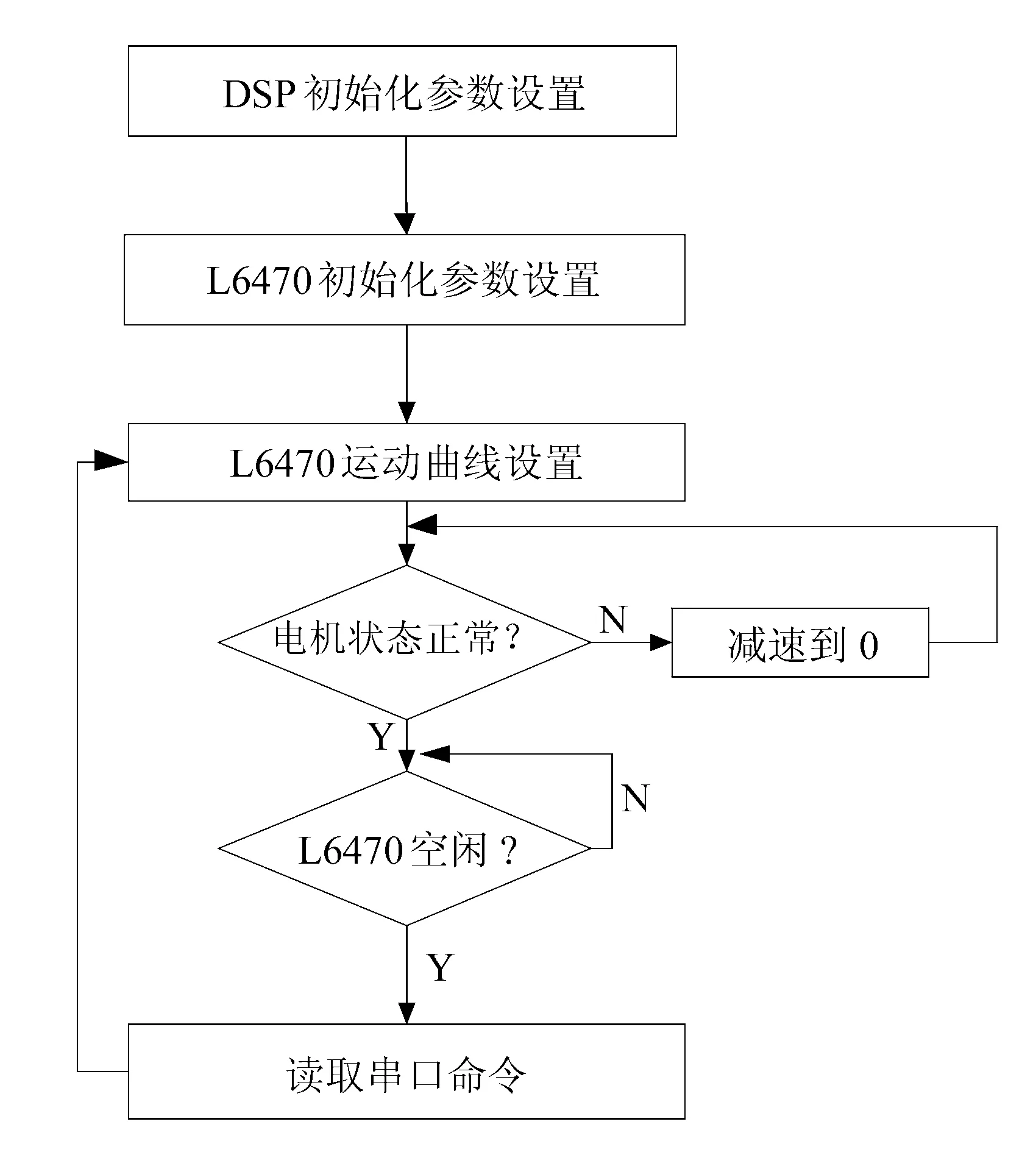
图3 控制系统流程图
首先系统通过TMS320F28335进行初始化参数设置,从而实现通过SPI协议对L6470的参数进行设置,进而控制电动机的转动,对焊枪的横摆进行控制,完成焊接。
开始,TMS320F28335初始化,其内部寄存器进行配置,来确定 DSP当时的工作状态。完成之后,通过TMS320F28335对L6470进行配置,完成对步进电机的控制,从而完成对焊枪横摆的路线的设置[7]。通过仿真实验证明,用DSP对L6470进行控制可以使横摆的摆动过程平稳,达到控制要求[8]。
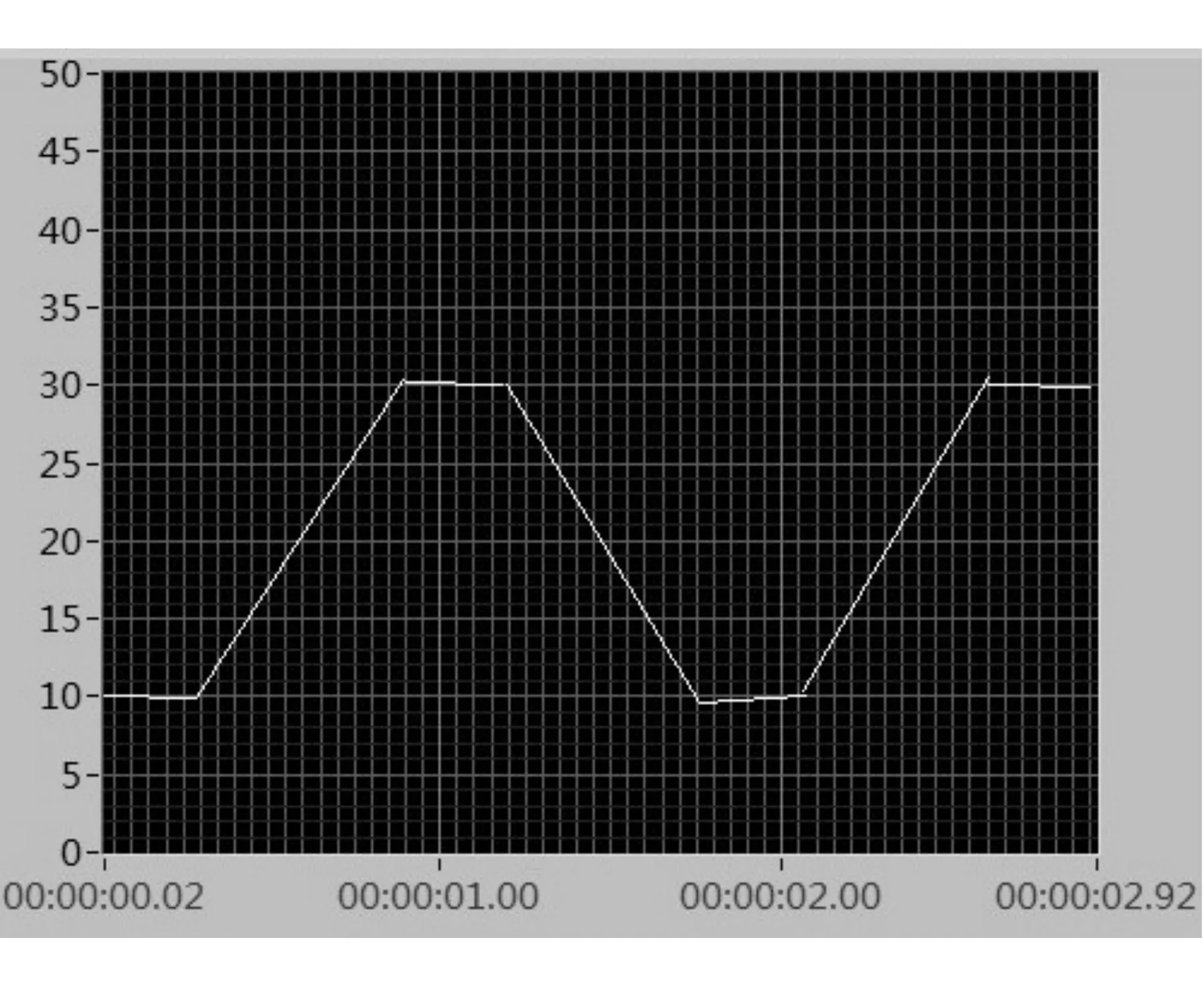
图4 焊枪横摆测试结果
图中上坡下坡曲线为焊枪左右摆动过程,对应的时间为摆动过程对应的时间。当焊枪摆到左右两个边缘位置时,会有短暂的停留,为的是保证焊接边缘彻底焊透,保证焊接质量,所以会出现如图所示的梯形曲线,曲线的横线代表左右边缘停止的位置以及时间。由图中可以看出,焊枪左右摆动过程平稳,左右摆动边缘停止时间相同,很好地完成了对摆动过程的控制。
7 结 语
本设计主要以TMS320F28335为中心控制芯片,选用L6470作为电机控制驱动芯片,完成了焊枪的摆动控制,降低了设计难度,节约了成本,更重要的是减小了驱动控制器的大小,L6470的微步功能使电机的运行稳定性提高了,而且操作灵活、简单,其自有的各种电机检测和保护功能提高了控制系统和电机的安全性和寿命,在焊接摆动控制中是较好的选择。
[1] 陈善本.焊接过程现代控制技术[M].哈尔滨:哈尔滨工业大学出版社,2001:81.
[2] 王铁钧.焊枪摆动系统在焊接中的应用[J].焊接,2004(1):39-41.
[3] 王洪玉.步进电机控制技术[M].上海:同济大学出版社,1998.
[4] 王常顺.步进电机微步驱动系统[J].可编程控制器与工厂自动化,2009(11):23-27.
[5] 张雄伟.DSP芯片的原理与开发应用[M].北京:电子工业出版社,2003.
[6] 扈宏杰.DSP控制系统的设计与实现[M].北京:机械工业出版社,2004.
[7] 孙乃明.自动焊接设备在全位置焊中的应用[J].装备制造技术,2013(4):34-41.
[8] 席少静,李慧,孙清洁,等.钛合金窄间隙TIG焊接技术及质量控制评述[J].长春工业大学学报:自然科学版,2014,35(3):241-245.
L6470 application in welding swing control
MU Guang-fu, FU Hong*
(School of Electrical & Electronic Engineering, Changchun University of Technology, Changchun 130012, China)
This article adopts the digital control drive chip L6470 of ST company to drive the stepper motor, as the control chip of the curve motion of the welding torch to accomplish complex welding process, system sends commands simply by DSP, L6470 can drive motor for motion control accordingly, it has been verified by experiment that it satisfy the control requirement on the swing of welding torch in TIG welding, not only save a lot of resources but also reduced the economic cost.
TIG welding; DSP; L6470; stepper motor.
2014-07-20
吉林省科技厅基金资助项目(20130206029GX)
穆广福(1986-),男,汉族,辽宁锦州人,长春工业大学硕士研究生,主要从事测试技术和智能系统方向研究,E-mail:fanjiachunkeji@163.com. *联系人:付 虹(1963-),女,汉族,辽宁台安人,长春工业大学教授,硕士,主要从事测试技术与智能系统方向研究,E-mail:fuhong@mail.ccut.edu.cn.
TP 202.1
A
1674-1374(2014)05-0530-04
猜你喜欢
环球时报(2022-09-29)2022-09-29
现代农机(2022年3期)2022-07-11
娃娃乐园·综合智能(2022年3期)2022-04-19
军民两用技术与产品(2021年12期)2021-03-09
组合机床与自动化加工技术(2019年11期)2019-11-27
军营文化天地(2018年2期)2018-04-20
中国老区建设(2016年9期)2016-02-28
湖北工业大学学报(2016年5期)2016-02-27
焊接(2016年6期)2016-02-27
制造技术与机床(2015年8期)2015-04-24