纠偏检测控制技术在起重机上的应用
2014-09-04 07:38徐伟锋浙江麒龙起重机械有限公司
中国特种设备安全 2014年3期
徐伟锋 浙江麒龙起重机械有限公司
纠偏检测控制技术在起重机上的应用
徐伟锋 浙江麒龙起重机械有限公司
本文分析桥门式起重机大车运行机构啃轨的原因,提出运用纠偏检测控制技术。结合先进的PLC控制和变频调试技术、PID控制器以及现场总线通讯技术等,取代传统的电气控制方式,减少桥门式起重机中大车的啃轨现象,提高设备的安全使用性能,减少设备的故障率,降低维护成本和维修工作量,同时操作简单、运行可靠,具有节能等效果。
纠偏检测 起重机 PID 可编程控制器 变频器 啃轨
随着我国工程建设向标准化、工厂化、大型化、集成化方向发展,起重机吊装的重量越来越重,高度越来越高,难度越来越大,一个大型设备的吊装稳定可靠,往往是制约工程进度、经济和安全的关键。而桥门式起重机是用来吊装水轮发电机组的定子、转子、励磁机组等关键设备,对吊装的精度和速度要求相比其他起重机要高很多,所以桥门式起重机如还采用传统转差率调速的电气控制系统,如电机转子串电阻调速控制,其调速范围小、控制精度低、能耗大、故障维修率高,并且大车运行机构经常会产生啃轨,影响其吊装的精度和性能。
1 桥门式起重机啃轨原因分析
桥门式起重机大车运行机构啃轨现象一般是由多种因素综合作用所造成的,其主要因素有制造的质量、钢结构的变形和刚度、车轮的水平度和垂直度、运行机构轮距误差以及起重机的安装水平等。
1.1 设计制造方面的原因
根据设计规范要求说明,桥门式起重机在设计制造过程中,其偏斜水平侧向载荷与其起重机的轮压、S/H(S-跨度、H-基距)比值有关。
在实际设计制造中,起重机大车运行机构车轮轴孔平行度加工超差,对角线超差或结构材质中残余内应力释放,使车轮运行中心线与轨道中心线之间产生一个夹角α,如图1所示车轮水平偏斜,导致车轮运行轨迹偏离轨道中心线产生水平偏移,而产生啃轨。

图1 车轮水平偏斜示意图
1.2 安装调试方面的原因
桥门式起重机安装过程中,两侧大车运行机构安装时,安装人员要对车轮的跨度、对角线、和两车轮的直线进行测量,保证跨度、对角线相等,两车轮的直线一致后,才能进行下一步的安装。当桥门式起重机的大车轮跨度不等,对角线相等,车轮直线存在偏差而运行时,跨度小的一对车轮啃轨道的外侧,跨度大的一对车轮啃轨道的内侧,使其产生啃轨。
同时,桥门式起重机的轨道和基础是起重机正常工作的重要组成部分,基础不牢会导致轨道下沉,从而导致起重机无法正常工作。当两条轨道高低差较大时,会使起重机整体横向移动,从而造成啃轨现象。当两条轨道跨距或轨道直线性超差,而起重机跨度不变时,轮缘与轨道侧面间隙减小,从而会造成啃轨现象。安装单位在进行轨道基础和轨道安装过程中要严格要求,避免因轨道问题造成啃轨现象。
1.3 操作使用方面的原因
桥门式起重机在操作运行中,由于不按操作规程进行使用(如运行机构起动过快或停止时过快),或运行过程中桥门式起重机两侧所受运行阻力不相等,都会造成桥门式起重机运行机构两侧驱动电机不同步,即其两侧电机输出的转速不相等,导致其起重机运行机构两侧车轮线速度不相同而形成位置差,从而产生桥门式起重机运行机构跑偏而啃轨。
在分析了桥门式起重机的啃轨的原因后,治理啃轨的关键就是纠正其起重机两侧大车运行机构的运行速度的偏差以及两者行走的偏斜量。若把两侧大车运行机构行走的偏斜量控制在非常小的范围内,那么就不会出现大车运行机构的车轮轮缘与轨道侧面接触挤压,也就不会发出啃轨现象。
2 纠偏检测控制系统
为解决上述问题,可以利用纠偏检测技术,通过安装在桥门式起重机大车机构左右两侧的绝对值旋转编码器装置检测,由Profibus现场总线将其两侧的检测信息传输给可编程控制器PLC中,经PLC内的程序逻辑运算及比较后,将控制运行信号和力矩变化的调整信号传输给大车左右两个变频器,使得其中一侧的输出力矩快速、自动、准确地跟随另一侧的输出力矩变化而变化,从而消除该起重机大车运行机构两侧行走的偏斜量,达到控制的目的。
纠偏检测控制系统为负反馈闭环控制系统,其主要由绝对值旋转编码器、PLC、变频器、现场总线和驱动机构组成,如图2所示。该纠偏检测控制系统,首先可定义桥门式起重机大车运行左右侧驱动机构的其中一侧驱动机构为主动机构,则另一侧为被动机构。而起重机大车运行主动机构的行走速度可根据PLC给定,采用变频调速调整输出力矩,并结合PID算法进行控制,被动机构则跟随主动机构的行走的速度而相应变化。
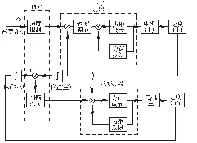
图2 纠偏检测系统结构
因为起重机上的力矩调整要比速度调整相应快、实时性好、稳定可靠,所以该桥门式起重机的大车运行主动机构包含有两个闭环负反馈,力矩反馈为内反馈,速度反馈为外反馈,最终在两者的作用下完成输出力矩的调整,从而使得被动机构能快速地跟随主动机构的速度而变化,避免起重机发生啃轨现象。
同时,纠偏检测控制系统中采用PID算法对其两个大车驱动机构的速度误差进行调节,将调节的结果传输给大车被动机构变频器,并作为后续控制的力矩给定值。其速度调节PID控制器的组成如图3所示。

图3 PID控制器
PID控制器在实际应用中参数调整方法如下:
1)确定比例增益Kp。在调整Kp值由小到大,则可以发现Kp值增加时,系统的动作相应变快,调节速度加大;但如Kp值太小,系统调节动作相应缓慢;Kp值太大,系统会趋于不稳定。所以,在调整Kp值使得调整波动2~3次稳定,即可确定Kp值。
2)确定积分系数Ki。积分系统Ki的作用是消除偏差,实现高精度调速。若Ki值过小,积分作用弱,消除偏差的效果差;若Ki值过大,积分作用强,虽偏差消除越快,但同时振荡次数增多。所以,应选取合适的值时,可以比较合适进行调节控制。
3)确定微分系数Kd。微分控制可以改善系统的动态性能。如当Kd偏大或偏小时,系统的超调量将会较大,系统的调节时间较长,从而影响系统的调节。只有选取合适的值时,才可以得到比较合适的过渡。
通过采用该纠偏检测控制系统在桥门式起重机的应用,得出了起重机在运行过程中的实际纠偏控制波形,如图4所示。图4所反映的是该桥门式起重机在起动停止时、运行中、以及加减速等各个阶段的位置偏差情况。在该桥门式起重机大车两侧运行机构的位置偏差超过4mm,即为啃轨,而本纠偏检测控制系统中,当其位置偏差达到3mm时,即进行纠偏控制。

图4 实际纠偏位置偏差
3 结束语
实验结果表明,本纠偏检测控制系统通过采用纠偏检测控制技术,结合先进的PLC控制和变频调试技术、PID控制器以及Profibus总线通讯技术等,取代传统的电气控制方式,能够满足该桥门式起重机的实际需要,减少了桥门式起重机中大车的啃轨现象,提高设备的安全使用性能,减少设备的故障率,降低维护成本和维修工作量,同时操作简单、运行可靠,具有节能等效果。
1 傅德源.实用起重机电气技术手册.北京:机械工业出版社, 2011
2 白志刚.自动调节系统解析与PID整定.化学工业出版社, 2012
3 GB/T3811-2008起重机设计规范
4 刘小波.自动检测技术.北京:清华大学出版社,2012
5 Siemens Position Decoder Module SM338;POS-INPUT 2006
This paper analyzed the reasons of rail gnawing for gantry crane traveling mechanism, proposed using the correct test control technology. Combined with the advanced PLC control and frequency conversion technology, PID controller and feld bus communication technology, the methods replaced the traditional electrical control, reduced the rail gnawing phenomenon of crane bridge gantry crane in use, improved safety performance of the equipment, reduced the equipment failure rate, the cost of maintenance and repair work, also had the advantages of simple operation, reliable running with energy-saving effect.
Deviation detection Crane PID PLC Inverter Gnawing rail
2013-09-25)
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
数学大王·低年级(2021年2期)2021-02-21
快乐语文(2020年36期)2021-01-14
小读者(2019年24期)2020-01-19
快乐语文(2019年36期)2020-01-04
快乐语文(2019年30期)2020-01-04
中国特种设备安全(2019年7期)2019-09-10
汽车观察(2019年2期)2019-03-15
发明与创新·中学生(2016年7期)2016-05-14
船舶标准化工程师(2015年5期)2015-12-03