
固-液复合铸造锤头的组织与性能
2014-09-04 09:26程巨强弥国华刘志学
中国铸造装备与技术 2014年2期
程巨强,弥国华,李 梦,刘志学
(西安工业大学,陕西西安 710032)
锤头是锤式破碎机主要易磨损件之一。锤式破碎机破碎物料时,主要是利用高速旋转的锤头冲击物料将其破碎,锤头的工作条件极其苛刻,消耗量很大。为了减小锤头的磨损,提高锤头的使用寿命,针对破碎机锤头的工作特点,采用复合铸造的方法生产锤头,可以发挥各自材料的性能优势,能够提高锤头的使用寿命及降低生产成本。复合锤头铸造时,锤头部分可以用高硬度和高耐磨性的材料,如高铬铸铁或硬质合金,锤柄部分可以用一定强度和良好韧性的材料,如低合金钢或碳素铸钢。目前,用铸造方法生产破碎机锤头的方法主要有整体铸造、固-液复合铸造[1~3]、液-液复合铸造[4~5]等方法。整体铸造法熔炼及浇注一种锤头材料,高锰钢及合金钢锤头可以用整体铸造法生产[6~7]。固-液复合法又可分为镶铸法和包覆铸造复合法,固-液及液-液复合铸造适用于高铬铸铁和碳钢或低合金钢的复合铸造。本文研究了高铬铸铁和碳钢固-液复合铸造锤头的组织和性能,为固-液复合铸造锤头生产奠定实验基础。
1 实验材料及其实验过程
固-液复合锤头破碎物料的工作部分采用高铬铸铁,其化学成分范围为2.8%~3.3%w(C)、18%~22%w(Cr)、0.5%~1.5%w(Ni)、0.5%~1.0%w(Mo)、0.5%~1.0%w(Si)、0.5%~1.0%w(Mn)。锤柄部分用碳素铸钢,牌号为ZG270-500。固-液复合铸造示意图如图1所示。铸造生产时先铸造碳钢的锤柄材料,铸造后清理,复合铸造时把铸造的锤柄部分放入铸型,并进行预热,合箱浇注高铬铸铁锤头头部,形成复合锤头。复合锤头的热处理工艺为1 000℃正火+200℃回火。
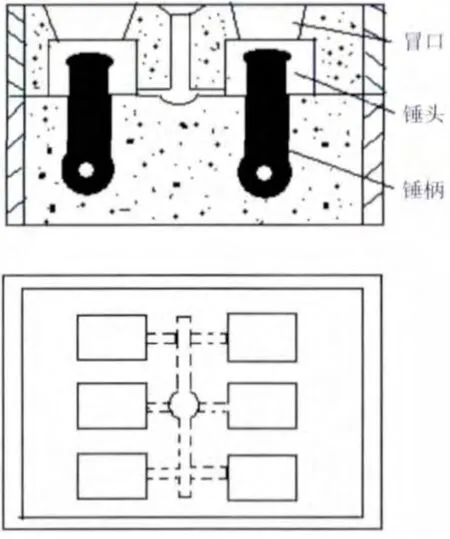
图1 固-液复合锤头铸造示意图
用NIKON EPIHOT300型金相显微镜观察试样的金相组织,组织的腐蚀液为8%的硝酸酒精溶液。采用FEIQuanta 400FEG型扫描电子显微镜观察冲击断口形貌及复合面的组织形貌,利用XRD-6000 X射线衍射仪检测材料的物相。采用HRC150型洛氏硬度计测定冲击试样的硬度。
2 实验结果及其分析
2.1 固-液复合铸造锤头复合面硬度分布
图2是固-液复合材料锤头热处理后复合界面硬度分布[8]。从图可看出,锤头复合面左边高铬铸铁硬度较高,而且随离复合界面距离的增加,硬度提高,最高硬度可达HRC63。右边硬度较低是铸造碳钢的硬度,而且随离复合界面距离增加,碳钢的硬度减小,界面附近硬度最高,可达HRC32。复合界面出现硬度变化的原因为,高铬铸铁的含碳量以及合金元素含量较高,具有较高的淬透性,正火热处理后具有较高的硬度,靠近复合面铸铁材料硬度降低,碳钢材料硬度有所增加,这与浇注高铬铸铁后界面发生高铬铸铁的碳原子及合金元素向碳钢界面的扩散有关。

图2 固液复合铸造锤头复合界面硬度分布
2.2 复合铸造锤头的组织及物相分析
复合铸造锤头热处理后高铬铸铁锤头部分的金相组织如图3所示[8]。结合XRD衍射分析,确定远离复合面高铬铸铁组织为(Cr,Fe)7C3(M7C3)型碳化物+回火马氏体+残余奥氏体。由于高铬铸铁浇注时锤柄部分为固态碳钢件,浇注高铬铸铁后心部靠近碳钢部分冷却速度较快,高铬铸铁的凝固容易沿垂直于碳钢锤柄表面方向进行,形成定向凝固组织。因此,高铬铸铁锤头部分的组织会出现各向异性。图3a是从高铬铸铁锤头实体取样平行于碳钢锤柄表面的显微组织,可以看出,初生M7C3型碳化物截面的形貌为六边形,部分六边形上还有黑色的孔洞或奥氏体的转变产物,共晶碳化物形貌为M7C3型,呈菊花状分布。垂直于碳钢锤柄表面锤头的组织,长条状白色的部分为初析M7C3型碳化物,集束状细小分布为M7C3共晶碳化物。因此,高铬铸铁初析碳化物呈六角杆状独立分布在基体组织中。测得M7C3型初析碳化物其横截面硬度值为HV1876(图3c),纵截面硬度值为 HV1450(图 3d),M7C3 型初析碳化物六边形截面硬度要高于纵截面的硬度,对于固-液复合铸造法生产的锤头,进行破碎物料的工作面正好对应于组织中碳化物的横截面,硬度较高,有利于提高锤头的耐磨性。
图3e~图3h分别为复合面附近高铬铸铁的金相组织,与远离复合面组织比较,复合面附近高铬铸铁组织主要为共晶组织和M7C3型初析碳化物,共晶碳化物呈典型的菊花状形态,在共晶组织中间存在初析的M7C3碳化物,较细的共晶碳化物和较粗的初析M7C3截面主要为六角形、圆形杆状独立分布,某些M7C3碳化物的中心有一些孔洞。从图看出,复合面高铬铸铁组织中的碳化物明显细化(图3e),主要是由于浇入高铬铸铁铁液后受到柄部碳钢的激冷作用,凝固的组织碳化物细化。尽管如此,实际生产中一般的固-液复合锤头界面达不到冶金复合,只能通过锤柄部分沿轴线的变截面复合,来防止锤头在使用过程锤头工作部分高铬铸铁的脱落。
铸造碳钢及其复合界面附近的金相组织如图4所示。可以看出,复合铸造锤头碳钢热处理的组织,远离复合面组织主要为珠光体和铁素体组成(图4a),组织中白色的铁素体含量较多。黑色的块状组织为珠光体组织。复合面附近碳钢的组织中,珠光体数量明显增多,铁素体数量减小(图4b),少量的铁素体存在于珠光体晶粒之间。根据铁-碳二元相图,碳钢珠光体数量增多,说明复合面碳钢中碳含量较高,碳含量升高与浇注高铬铸铁后造成碳钢的增碳有关,这也说明碳钢与高铬铸铁复合面碳元素发生了扩散,增加了碳钢复合面的碳量。光学显微镜下珠光体组织为黑色块状(图4b),在SEM下进行组织观察,可观察到珠光体层片状的结构(图4c)。
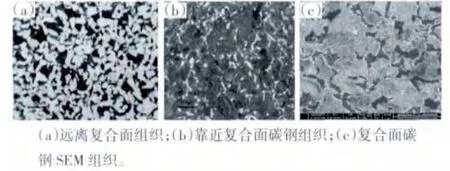
图4 固-液复合锤头碳钢的组织
3 结论
(1)固-液复合锤头头部高铬铸铁的组织由M7C3型碳化物+回火马氏体+残余奥氏体组成。初生碳化物和共晶碳化物均为M7C3型碳化物。固-液复合锤头碳钢锤柄部分,远离复合面的碳钢组织为珠光体和铁素体组织,组织中铁素体含量较多,复合面附近的碳钢组织为铁素体和珠光体,珠光体含量较多,铁素体呈网状分布在珠光体晶界处,珠光体含量较多的原因与固-液复合铸造时铸铁中的碳元素向复合界面铸钢部分进行扩散有关。
(2)高铬铸铁-碳钢双金属复合材料经热处理之后,高铬铸铁的硬度值可达63 HRC,碳钢的硬度值为28 HRC,靠近复合面高铬铸铁的硬度有所降低,碳钢部分硬度增加,复合面硬度过渡不平缓,没有达到冶金复合,实际生产中通过碳钢锤柄部分沿轴线方向的变截面与铸铁复合可以改善复合面强度,防止锤头复合铸铁部分的脱落。
[1]李梦,程巨强,高滋辰,等.破碎机锤头耐磨材料与制造工艺的发展[J].矿山机械,2012,40(7):67~71.
[2]程红晓,王超,沈卫东,等.锤头的双金属复合铸造工艺[J].中国铸造装备及技术,2004(2):32~33.
[3]冯朝跃.双金属锤头的生产及应用[J].铸造,2000,49(9):561-562.
[4]吴振卿,关绍康,孙玉福,等.镶铸双金属复合锤头铸造工艺的研究[J].铸造技术,2005,26(3):171~173.
[5]金旭多.一种锤头的双金属复合铸造方法[J].铸造,1997(3):46~47.
[6]柴增田,于立国.破碎机锤头生产工艺发展现状[J].矿山机械,2005,33(1):24~26.
[7]程巨强,李少春.一种新型抗磨铸钢锤头材料的研究[J].铸造,2006,55(6):575~577.
[8]李梦.高铬铸铁复合锤头热处理组织和性能的研究[D].西安:西安工业大学硕士论文,2013.
猜你喜欢
航空制造技术(2022年5期)2022-07-15
作文小学中年级(2021年6期)2021-12-26
作文小学高年级(2021年9期)2021-12-25
煤气与热力(2021年11期)2021-12-21
作文·小学低年级(2021年6期)2021-11-02
天涯(2021年4期)2021-09-14
煤气与热力(2021年4期)2021-06-09
上海金属(2020年4期)2020-08-25
化工设计(2020年2期)2020-01-12
武汉科技大学学报(2019年4期)2019-07-04
