BOM毛毯底网热定型对其性能的影响
2014-09-03 07:27:06
产业用纺织品 2014年9期
(1. 江南大学非织造技术中心,无锡,214122;2. 江南大学生态纺织教育部重点实验室,无锡,214122;3. 徐州工业用呢厂,徐州,221000)
底网针刺造纸毛毯(batt on mesh papermaking felt,简称 BOM毛毯)具有抗压缩性好、尺寸稳定性好、滤水性强、使用寿命长等特点[1-2],使其在如今的宽幅、高速造纸机上应用广泛。BOM毛毯由底网和毛网组成,其中底网是采用单丝和单、复丝合股化纤材料,运用不同技术织造而成的单层、双层、多层、叠层环形织物[3-4]。底网是BOM毛毯的骨架,是确保毛毯尺寸稳定性的关键[5]。
BOM毛毯的底网在进行针刺之前必须经过热定型,以消除底网在前道加工工序产生的内应力,稳定底网经纬纱的位置,使底网网面更加平整,纵向伸长率和横向收缩率等方面更接近和满足成品毛毯对此参数的要求[6]。
底网热定型是将底网加热到玻璃化温度以上、熔点以下,并对底网纵横向施加一定的拉伸力。在玻璃化温度以上,底网综丝大分子链间联结点得到舒解和重建, 不稳定结构变为稳定结构。同时,在张力作用下,大分子链沿受力方向伸展,排列更加整齐,取向度提高,使底网断裂强力提高,断裂伸长降低,从而降低毛毯在使用过程中的伸长[7]。本文采用徐州工业用呢厂织造的底网为试验材料,通过改变底网热定型中的温度与时间两个参数,进行试验,并对底网的尺寸稳定性与拉伸性能进行了测试与分析。
1 试验部分
1.1 材料与仪器
材料:3/1破斜纹底网,经纱为0.2 mm×4锦纶66综丝,纬纱为0.34 mm锦纶66综丝,徐州工业用呢厂生产。
仪器:YG141D型织物厚度仪,宁波纺织仪器厂;TA-Q200示差扫描量热仪,沃特世科技(上海)有限公司;R-3型定型烘干机,瑞比染色试机有限公司;3385H型电子万能材料试验机,INSTRON实验设备贸易有限公司。
1.2 试验方法
1.2.1 底网试样的准备
将底网试样裁剪为30 cm×40 cm适合定型机的尺寸,共32块。
1.2.2 试验的设计
锦纶66玻璃化温度一般为85 ℃,使用TA-Q200示差扫描量热仪测得本试样的锦纶66综丝熔点为260 ℃,结晶温度为228 ℃。再根据工厂中底网热定型时间、温度与预伸长条件的经验值,设定本试验定型温度(指定型时底网的网面温度)为180、185、190、195、200、205、210和215 ℃,定型时间为20、30、40和50 s。以不同时间与不同温度的组合为试验条件进行试验。
定型时采用纵向定长、橫向不控幅的定型方式,将裁好试样的纵向(即经向)以1.3%的预伸长固定在R-3型定型烘干机的定型框两面的钉板上,采用热风对流热定型,按照上述条件进行试验,然后对其性能进行测试。
1.3 定型前后底网性能的测试
1.3.1 横向收缩率
测量每一块试样定型前后的经密各5组,求平均值。设定型前经密平均值为P0,定型后经密平均值为P1,则计算公式为:

1.3.2 厚度压缩率
使用YG141D型织物厚度仪,加轻压(50cN),加压时间10s,测量每一块试样定型前后厚度各5组,求平均值。设定型前厚度平均值为Z0,定型后厚度平均值为Z1,则计算公式为:

1.3.3 压缩回弹性
使用YG141D型织物厚度仪,加轻压(50cN),加压时间10s,读取数值为T0;再加重压(400cN),加压时间为10s,读取数值为TS,解除重压10s后再加轻压10s,读取数值为Tr。计算公式如下:

底网定型前后均须测5组后求平均值。
1.3.4 纵向拉伸性能
使用3385H型电子万能材料试验机,该仪器所能夹取试样的最大宽度为25mm,有效夹持距离采用200mm,拉伸速度采用300mm/min。裁剪的试样尺寸为25mm×300mm,测试定型前后底网纵向的拉伸应变、拉伸应力与弹性模量。
2 结果与讨论
2.1 底网定型效果
在底网热定型的过程中,锦纶66大分子链重排,取向度提高,部分高弹形变转变为塑性形变,消除BOM毛毯底网综丝的内应力[8]。另外,热定型还可以消除底网在合股、卷纬、整经和织造过程中产生的残余应力。定型后,经纬线交织结构更加稳定,筘痕与纬纱稀密路得到了明显的改善,网面更加平整,这有利于毛毯表面纤维的固结和提高滤水透气性能的均匀性。观察定型效果发现:在185 ℃以上条件下定型的底网网面平整度较好,消除内应力效果较明显;但温度过高、时间过长容易导致锦纶66综丝融化变黄。具体情况见表1。
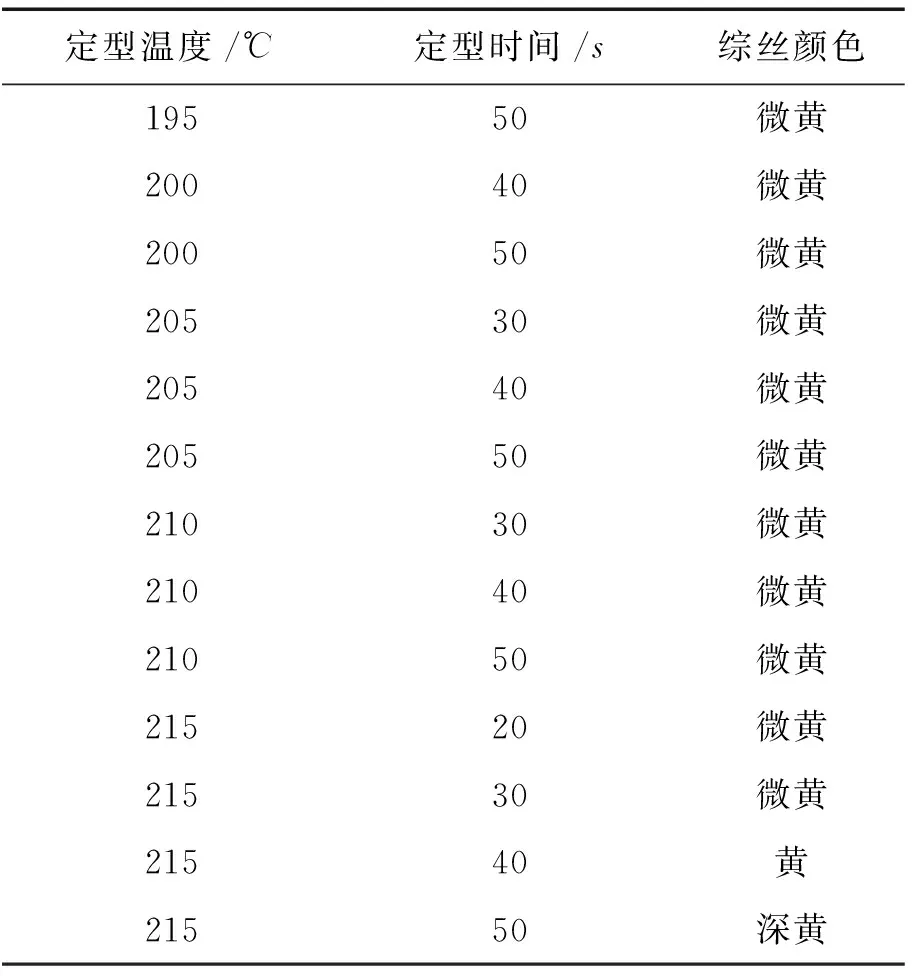
表1 不同定型条件下网面变黄情况
由表1可以看出,当定型时间达到50s时,即使定型温度低也容易使网面融化变黄;而当定型温度达到215 ℃时,定型时间短的网面轻微变黄,定型时间长的网面大面积融化变黄,颜色加深。在热定型的过程中,底网在拉伸力的作用下进行了松弛过程,高聚物的松弛过程需要一定的时间。松弛过程就是通过大分子链段的运动消除内应力和高弹形变,达到一种新的平衡的过程。对于同一种高聚物,松弛时间视温度而定,温度越高,松弛时间越短。因此,为了避免底网在热定型过程中受到损伤,定型时间与定型温度需要匹配,选择一个合适的值。
2.2 底网性能测试结果与分析
2.2.1 横向收缩率和厚度压缩率
不同时间、不同温度条件下定型的底网的横向收缩率测试结果见图1。
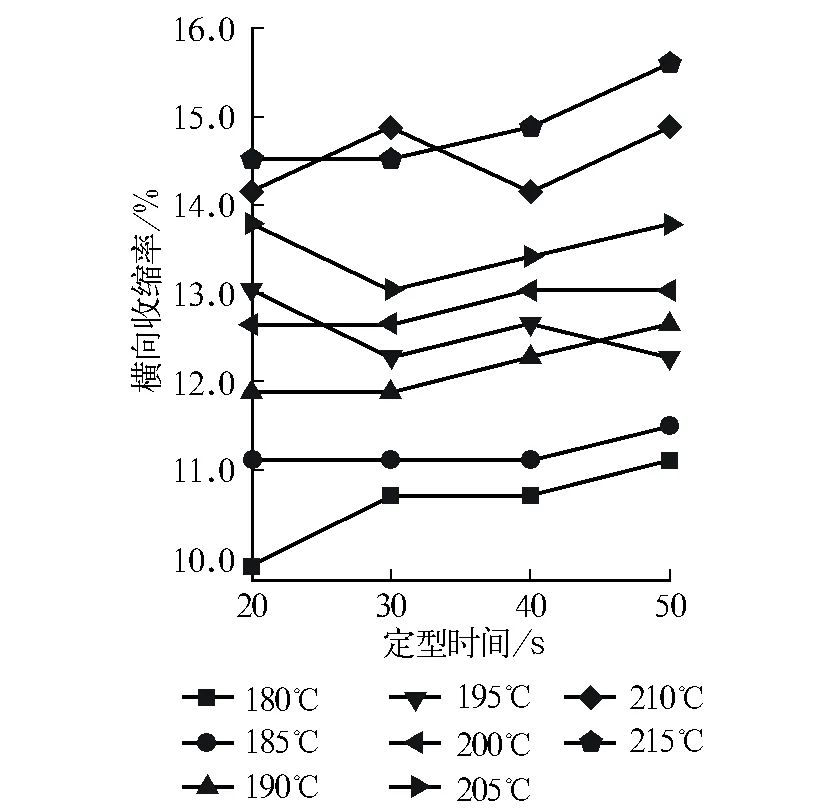
图1 不同定型条件下的底网横向收缩率
由图1可以看出:随着定型时间的增加,底网的横向收缩率有所增大,但增大的幅度很小,说明定型时间对横向收缩率的影响比较小;而随着定型温度的升高,底网的横向收缩率明显增大,说明温度对于横向收缩率的影响较大。
不同时间、不同温度条件下定型的底网的厚度压缩率测试结果见图2。
由图2可以看出,厚度压缩率的变化情况与横向收缩率相似。随着定型时间的增加,底网的厚度压缩率有小幅的提高;而随着定型温度的升高,底网的厚度压缩率大幅度提高。
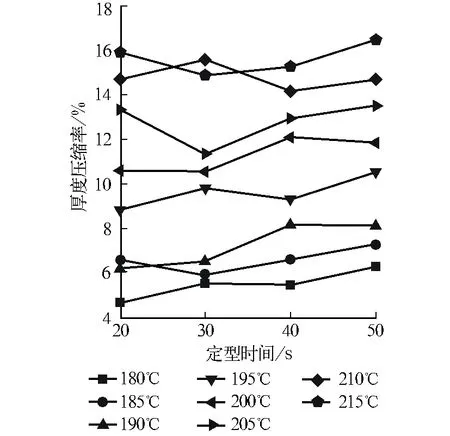
图2 不同定型条件下的底网厚度压缩率
在热定型过程中,底网在拉伸力的作用下,横向会有一定程度的收缩,同时厚度变小,产生变形,这些变形主要包括普弹形变、高弹形变和塑性形变。当定型温度达到玻璃化温度以上时,分子间作用力减弱,分子链段开始自由移动,在一定外力作用下发生变形,分子链间部分原有的次价键被拆开,在新的位置上重建,迅速冷却后分子链相互位置即被冻结而固定下来,解除外力后底网的形状得以固定。这样形成的新结构更加致密与稳定,提高了底网的尺寸稳定性,能够有效防止底网在使用的过程中发生变形,给造纸生产带来危害[9]。
2.2.2 压缩回弹性
定型前底网的压缩弹性率平均值为78.32%。不同时间、不同温度条件下定型的底网的压缩弹性率测试结果见图3。
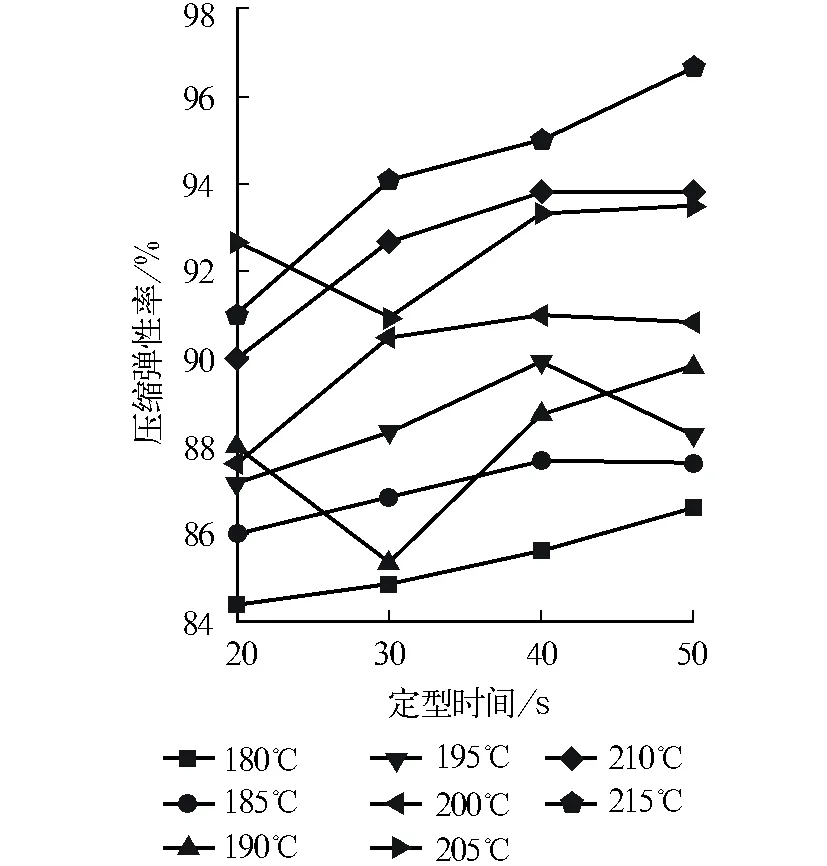
图3 不同定型条件下的底网压缩弹性率
由图3可以看出,在不同条件下定型后的底网压缩弹性率比定型前都有很大幅度的提高。随着定型温度与定型时间的增加,底网的压缩弹性率都有所增大,但从增大的幅度来看,温度的影响明显大于时间的影响。
2.2.3 纵向拉伸性能
通过以上分析可以看出,定型时间对于定型效果的影响较小。定型50s易导致底网融化变黄,故选取效果较好的定型时间40s,在不同定型温度下对试样进行了拉伸性能的测试,并与定型前的试样进行比较,结果见表2。
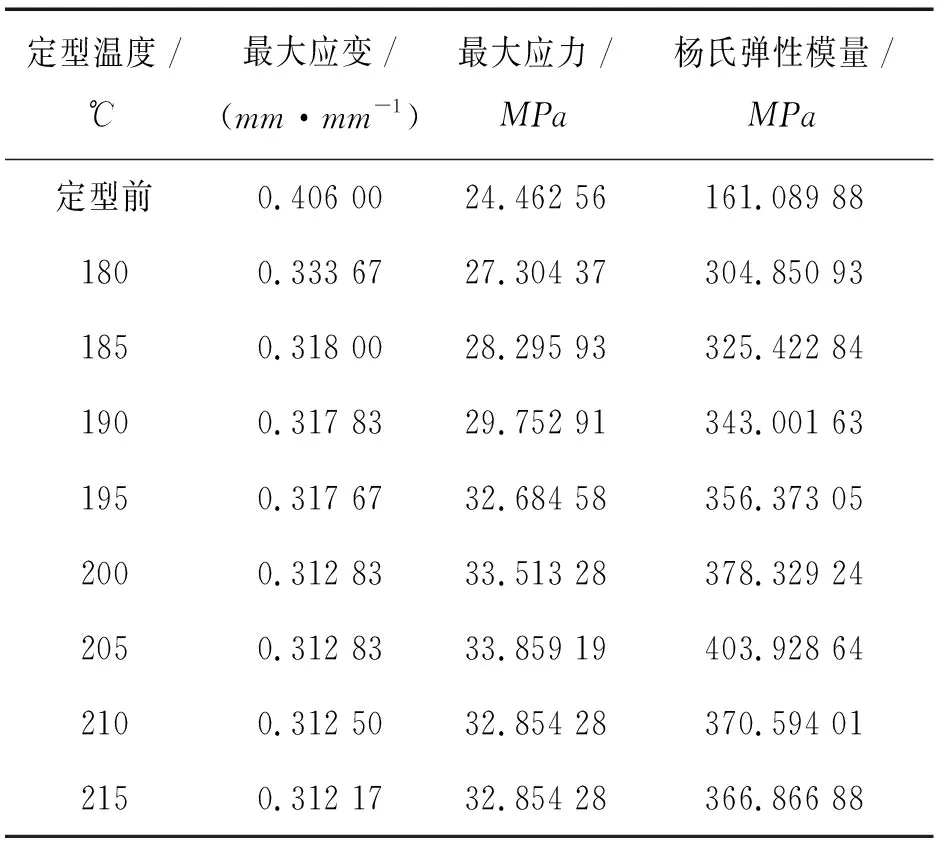
表2 不同温度下定型的底网拉伸性能
注:定型时间均为40s。
如表2所示,随着热定型温度的提高,拉伸应变先减小后趋于稳定,拉伸应力和弹性模量先增大后减小,在205 ℃温度下达到最大值。这说明在205 ℃下定型,可实现应力的提升,同时达到减小应变的效果,使底网的尺寸稳定性最佳。
BOM毛毯在造纸机上运行时, 会受到高线压力与反复拉伸力的作用, 因此BOM毛毯需要具有良好的抵御外力的能力[10]。良好的压缩回弹性可以保证BOM毛毯的骨架具有抵抗压缩的能力,同时底网良好的抵抗拉伸的性能对于毛毯的运行也十分重要。
综上所述,底网热定型时应控制设备条件,使网面温度控制在185~195 ℃之间,可使底网在应力和模量提升时减小应变,使其在后道加工工序和使用过程中保持较好的尺寸稳定性,同时保证底网不会在热定型过程中被损坏。在针刺后的毛毯热定型时可采取大于205 ℃的温度,当热量从毛网传递到底网并使底网温度达到205 ℃时,可使底网进一步收缩,起到固定毛网的作用,防止掉毛;同时进一步减小其中底网的应变,增大其应力与模量,提升底网乃至整个毛毯的尺寸稳定性以及使用性能。
3 结论
(1)随着定型温度的升高,底网的横向收缩率、厚度压缩率和压缩弹性率都有明显的增大。温度越高,越有利于网面趋于平整与均匀。随着定型时间的增大,底网的横向收缩率、厚度压缩率和压缩弹性率都有所增大,但增大的幅度很小。
(2)定型温度过高和定型时间过长都会导致网面融化变黄,底网的热定型宜采用低温慢速定型, 以免损伤底网。定型时间采用40s可兼顾定型效果与避免底网损伤。
(3)随着定型温度的升高,底网纵向拉伸应变逐渐减小,拉伸应力与弹性模量先增大后减小,在205 ℃时达到最大值。为达到热定型消除内应力的效果同时不损伤底网,定型温度应控制在185~195 ℃之间,BOM毛毯热定型温度可高于205 ℃。
[1] 崔毅华,王新厚.底网压榨毛毯纤维材料和加工工艺的研讨[J].纺织学报,2004,25(3):103-105.
[2]HAKALAT,WILENIUST,HARLINA.Laboratoryageingtestdeviceforpress-feltclothesofpapermachine[J].AUTEXResearchJournal,2007,7(1):70-79.
[3]HAKALAT,HEIKKILP.Pressfeltscoatedwithelectrospunnanofibres[J].Fibres&TextilesinEasternEurope,2011,19(1):89-93.
[4] 张广传.高耐磨PA6短纤维在造纸业中的应用[J].山东纺织经济,2010(3):55-56.
[5] 邓炳耀,晏雄.造纸压榨毛毯底网结构的设计[J].棉纺织技术,2006,34(1):61-62.
[6] 韩邦春,吕向阳,刘一山.BOM毛毯尺寸的稳定性及其控制[J].纸和造纸,2007,26(2):21-24.
[7] 刘晓华.热定型对毛毯使用性能的影响[J].中华纸业,2008(14):68-71.
[8] 罗佳丽.复合造纸毛毯的工艺与性能研究[D].青岛:青岛大学,2007.
[9] 韩邦春.浅析BOM毛毯尺寸的稳定性及其影响因素[J].华东纸业,2010,41(4):59-65.
[10] 罗佳丽,潘福奎.造纸毛毯拉伸性能研究[J].山东纺织科技,2007(2):52-54.
猜你喜欢
纺织标准与质量(2022年2期)2022-07-12 06:12:46
纺织标准与质量(2022年2期)2022-07-12 06:12:38
小学生作文(低年级适用)(2022年6期)2022-06-23 06:06:12
小学生优秀作文·时尚版·低年级(2022年2期)2022-02-22 06:19:21
上海塑料(2021年3期)2022-01-06 14:05:02
山东冶金(2018年5期)2018-11-22 05:12:20
科学与财富(2018年26期)2018-10-24 15:31:44
科技信息·中旬刊(2018年4期)2018-10-21 03:34:14
滁州学院学报(2016年5期)2016-12-16 07:41:46
科教导刊·电子版(2016年23期)2016-10-31 21:27:33