非织造布抛光磨具的生产技术与发展趋向
2014-01-15 10:04:50李改蕾狄剑锋1
产业用纺织品 2014年9期
李改蕾 狄剑锋1,
(1.五邑大学纺织服装学院,江门,529020)
(2.广东省高校功能性纺织品工程技术研究中心,江门,529020)
用黏合剂将磨粒固结成一定形状和强度的固结磨具、用黏合剂把磨粒均匀黏附在可挠曲的基材上制成的涂附磨具和用人造金刚石或立方氮化硼等超硬磨料所制成的超硬磨具是磨具的三大系列。比如,常见的砂轮是固结磨料磨具,砂带是涂附磨具。涂附磨具所使用的可挠曲基材主要有纸、布、钢纸、复合基体、非织造布和聚酯薄膜等。涂附磨具的基体不同,其所具有的性能也有所差别。如用纸基底做成的砂带,由于抗拉强度低,多用在木材加工和抛光加工等轻载场合;而用布基底做成的砂带,则具有柔软性好与强度高等优点,可以按照不同使用对象制成不同纤维、不同厚度、不同组织与密度的品种,在现代工业中应用最广泛;纸和布的复合基底兼有二者的优点,如致密性较好、强度高和延展率特别小等,主要被用来制作大型、高速、重负荷砂带。与砂纸相比,以非织造布为基材的涂附磨具——非织造布抛光磨具的性能优异,清洁作用强,但磨削作用弱。据相关资料报道,粒度为220#~240#的非织造布抛光辊其使用寿命长(可抛光200万~400万m的人造板),且使用成本仅相当于同粒度砂带的10%~15%,又可为下道工序节省30%的油漆用量[1]。近年来,非织造布抛光磨具因其优异的性能得到广泛应用,不仅用于金属材料的精密磨削、清理、抛光和去毛刺,而且用于皮具的砑光、木材的精磨、玻璃和陶瓷的抛光整理。
1 非织造布抛光磨具的技术要求
工业发达国家的涂附磨具销售额独占固结磨具、涂附磨具及超硬磨具三大磨具系列之首[2]。这些国家的涂附磨具产值占磨具总产值的40%甚至50%,而我国仅占10%。这是因为涂附磨具在我国虽具有一定的市场需求,但是国产的涂附磨具产品在实际应用中还存在一定的问题。与国外同类产品相比,我国的产品品种少,磨料分布不均匀,耐磨性差,柔韧性和弹性差,而具有高性能、高品质的可进行高精密加工的非织造布抛光磨具大部分还依赖进口。
对非织造布抛光磨具的技术要求是:
(1)质地软,厚度大,耐水、耐油,强韧耐用,防磨屑堵塞作用强;
(2)基体上磨料分布均匀,加工尺寸稳定;
(3)散热性能良好,使工件表面在研磨时不会因过热而发黑、变色或留下残胶;
(4)加工表面质量高。
2 非织造布抛光磨具的生产技术
近年来,科研人员对非织造布涂附磨具的非织造基材、磨料和黏合剂三大组成部分进行了大量的研究。本文分别从纤维原料的选择,磨料,黏合剂,非织造布的制造工艺以及非织造布抛光磨具的加工等方面进行简要阐述。
2.1 纤维原料的选择
由于非织造布作为非织造布涂附磨具材料的承载体,故制造纤网所用的纤维原料必须具有较高的耐磨性、耐热性、干和湿断裂强度、耐酸碱性,以确保磨具具有较长的使用寿命和良好的抛光性能。常用的纤维为聚酰胺纤维和聚酯纤维。李亚萍[3]等对聚酰胺、聚酯、聚丙烯、聚乙烯醇缩甲醛、聚氯乙烯五种纤维做了耐磨和拉伸等实验,对比结果表明聚酰胺纤维和聚酯纤维的综合性能最好,其强度高、耐磨性好、软化点高、耐酸碱,适合做磨具用非织造布的纤维原材料。
除了常规纤维,其他新型纤维也将陆续成为非织造布涂附磨具材料的纤维原料。一方面,随着非织造布工艺技术的不断成熟,使得粗而硬的椰壳纤维,细而软的短棉绒,无机纤维和金属纤维 (包括玻纤、碳纤、不锈钢纤维)等均可作为非织造布涂附磨具材料的纤维原料;另一方面,耐高温芳纶等化纤新品种也可作为非织造布涂附磨具材料的纤维原料[4]。
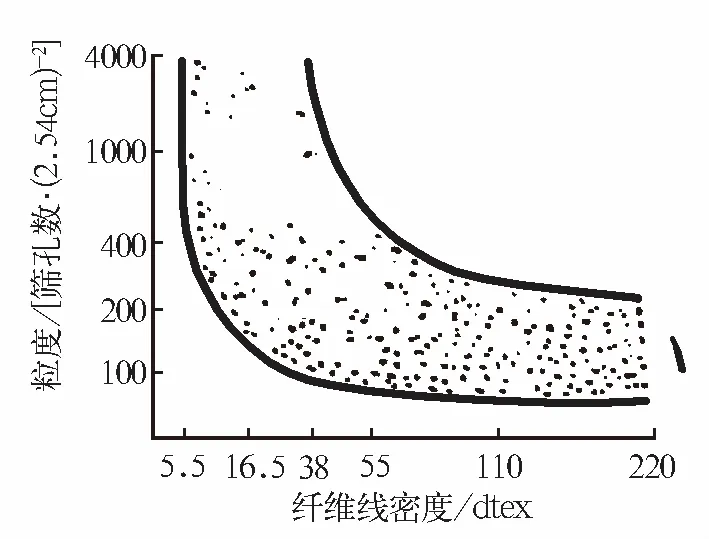
图1 纤维线密度和磨料粒度的关系
纤维线密度的选择与磨料粒度的选择息息相关。一般磨料粒子大时,所选纤维也比较粗;粒子细时,所选纤维也比较细。由图1可知,磨料粒子的大小和纤维的线密度可在两条曲线之间选择。纤维线密度的选择还受到黏合剂含量的制约。Lukic等[5]指出随着黏合剂含量的增加,1.7 tex 细纤维和11.0 tex粗纤维制成的非织造布其单位面积内磨料粒子数都有所增加,但细纤维制成的非织造布的磨料粒子增加量更多。在实际生产中,纤维线密度的选择要根据需求,综合考虑磨料粒度和黏合剂用量等条件。
2.2 磨料
磨料是磨具产生抛光的主体。磨料的性能必须满足磨具对其提出的三个要求:①硬度高,磨料的硬度应大于被加工物体的硬度;②具有一定的自锐性及抗破碎的能力;③具有较好的热稳定性[6]。磨具的性能取决于很多因素,其中对磨具性能影响比较大的两个因素是磨料的种类和粒度的大小。在实际生产中,应根据加工要求与加工对象的不同来选择磨料的种类和粒度。
磨料有天然和人造之分。在天然磨料中,比较常用的有石榴石、金刚石、石英和天然刚玉等;人造磨料又可以分为刚玉系列、超硬系列和碳化物系列等几大类,比较常用的有金刚石、碳化硅和刚玉等。涂附磨具常用的品种有P磨料、煅烧磨料、半脆刚玉、棕刚玉、白刚玉、黑碳化硅、锆刚玉[7]。几种常用磨料的特性见表1。
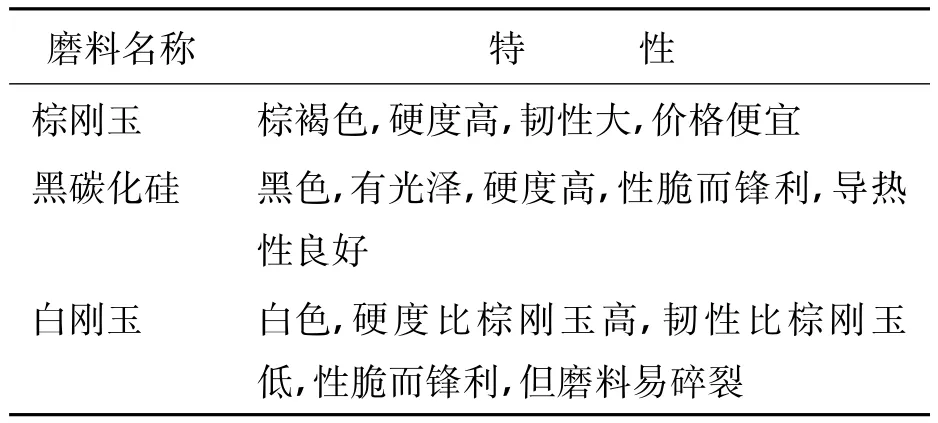
表1 几种常用磨料的特性
一般情况下,磨料的粒度以目数表示。磨料砂粒的平均直径越小,则目数越高;反之,则目数越低。根据用途的不同,将非织造布抛光磨具常使用的目数范围列于表2。

表2 非织造布抛光磨具常用的目数范围
2.3 黏合剂
黏合剂在磨具的抛光过程中起固着、支撑磨料的作用。黏合剂不仅影响磨料的均匀性,而且与抛光效果密切相关,因此使用的黏合剂类型将对抛光质量起到决定性的作用。在制作磨具的过程中要用到两种树脂,分别为黏合纤维与纤维的黏合剂和黏结纤维与磨料的黏合剂。前者的作用是使非织造布具有一定的强度,后者的作用是固着磨料。
要达到抛光要求,就要使纤维间具有一定的抗拉伸、撕裂强度和一定的断面压缩弹性,因此黏合纤维与纤维的黏合剂必须采用黏结强度和抗张强度比较高的黏合剂,如丙烯酸类黏合剂。
在抛磨过程中,抛磨轮因高速摩擦生热,其表面的温度高达150~180℃,因此作为黏结纤维与磨料的黏合剂除了需具有良好的黏结能力外,还必须有较高的耐热性。另外,为了提高抛光材料的弹性和耐磨性,黏合剂的固化产物不仅要坚硬而且要有一定的弹性。目前,具有上述性能并常用于黏结纤维与磨料的黏合剂是热固性树脂,如酚醛及其改性树脂、环氧及其改性树脂、紫胶树脂、聚氨酯树脂等[8]。几种常用树脂的性能见表3[9]。每种树脂都有其优缺点,研究工作者常常通过不同树脂的复配、不同固化剂的复配、树脂改性、固化剂改性、添加增韧剂和纳米粉体、开发新型树脂等方式来提高树脂固化物的性能。
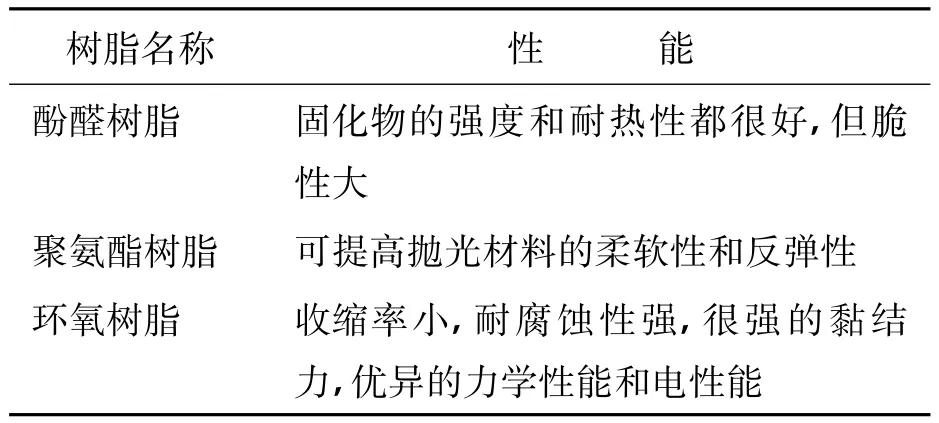
表3 几种常用树脂的性能
研究工作者从提高非织造布涂附磨具的耐热性、弹性、耐磨性入手进行了相关研究。董新[10]通过聚酰胺和芳香胺固化剂的复配以及环氧树脂和聚氨酯预聚体的复配制备出了耐热性好、弹性优良的非织造布涂附磨具,芳香胺的加入量为0.14份(按质量计,环氧树脂为1份)时黏合剂浇注体的剪切强度、拉伸强度、弯曲强度分别达到12.5、52.59和74.1 MPa,与未加芳香胺的黏合剂相比分别提高了81%、52%和15%;热失重率为1%时所需要的温度是333.8℃,与未加入芳香胺时相比提高了近15℃。皮丕辉等[11]通过反应型环氧增韧剂CYH-277和硅烷偶联剂复配提高环氧树脂黏合剂固化物的性能。结果表明,此种方法能显著提高胶黏体系对磨料的黏结强度,提高抛光轮的韧性、耐用性和耐热性,并使得抛光轮有很好的磨削效果。皮丕辉等[12]还通过在环氧树脂中添加甲乙酮肟封闭的HDI聚醚型和IPDI聚醚型预聚体来提高固化物的弹性和耐磨性。抛光测试结果表明,抛光磨具的使用寿命延长,并具有良好的弹性。
2.4 磨具用非织造布的制造工艺
磨具用非织造布的加工方法与传统非织造布的加工方法一致,即通过气流或机械的方式将纤维梳理成网,然后利用水刺法、针刺法或热轧黏合法进行加固,最后喷洒黏合剂,烘干后制成无编织的布料。每种加工方法都有其一定的特点。热轧黏合法非织造布因经过热辊加热、加压而能耐较高温度,可用于制作耐高温涂附磨具;针刺法非织造布的通透性好,力学性能优良,可用作高性能磨具基体材料;水刺法非织造布柔软、透气、悬垂性好,可用作柔性磨具基体材料。
2.5 非织造布抛光磨具的加工
2.5.1 磨料的喷洒
为了满足高速旋转磨削加工的需要,磨料需要牢固均匀地黏合在纤维上。为了使磨料在非织造布上均匀分布,磨料的喷洒方法非常重要,目前常用的有浸渍法、喷涂法和浸轧涂布法三种方法。
(1)浸渍法。首先采用一定方法(喷涂、浸轧、涂刮等)把黏合剂均匀涂覆在非织造布上,再采用静电或喷洒的方法将磨料均匀洒在涂有黏合剂的非织造布表面。用此方法制作的磨具的结合强度较差,磨料与纤维之间的接触点较小。因抛光加工时的磨削力较大,以至于在使用过程中磨料比较容易脱落,产品使用寿命不及喷涂法和浸轧涂布法加工的产品。浸渍法适宜于磨料比较粗的场合。
(2)喷涂法。首先使用喷枪或喷嘴等装置将事先混合好的磨料和黏合剂浆液喷涂在非织造布基体之上,然后将若干层经过喷涂的非织造布基体叠合在一起,在适当的条件下进行固化,之后进行后处理并加工成产品。由于磨料和黏合剂的混合浆液的黏度大,并且磨料在纤维表面上以微粒状态存在,与其他两种方法相比,采用此方法进行喷涂,磨料在纤维上的分布不够均匀。此方法加工的产品不适用于研磨加工,因为研磨加工对表面光洁度要求较高。
(3)浸轧涂布法。该方法除了用轧辊的压力来控制纤维上黏合剂和磨料混成的浆状物的含量与喷涂法不相同之外,其他的工艺如调浆、叠合、固化、形状加工的方法都和喷涂法一致。用此方法制作的磨具其纤维上的磨料分布均匀,磨料与黏合剂互相包含,与纤维的接触点较大,结合强度高,故磨料在使用过程中不易脱落,磨具的耐用性好,但是磨削力较差[13]。
2.5.2 磨具的成型加工
根据使用要求,选择原料和调整各工艺后制成片状、带状、圆盘状等磨具。片状一般用于手工操作,轮状和带状可用于角磨机、直磨机等机器上。在磨具以手工打磨向以机械磨削为主的过渡中,磨具的成型加工起到了至关重要的作用。目前非织造布磨具按照形状分成工业百洁布、尼龙卷、尼龙盘和碟、尼龙轮、尼龙砂带、飞翼轮和异形品七类。
3 非织造布抛光磨具的发展方向
当前非织造布抛光磨具行业存在的比较突出的问题有:①中、低档产品过剩,但高档产品短缺;②产品的产量比较高,但种类较少;③产品出口总量较大,但产品的竞争优势弱。也就是说,我国在非织造布抛光磨具行业中已经处于生产和出口大国的行列,但离生产和出口强国还有一定的距离。我国应该通过引进技术,加快我国产品发展的步伐,生产出满足技术要求的产品,力求在国际磨具市场上占有一席之地。
非织造布抛光磨具行业今后的发展方向应针对现有的问题,调整侧重点。总的发展方向是:①纤维原料的选择局限性越来越小,向着性能优异的天然纤维和具有特殊性能的化学纤维新品种发展;②磨料向着深加工、高附加值方向发展;③黏合剂向着新型树脂的开发、常用树脂的改性方向发展;④非织造布制造技术趋向于生产效率高、工艺流程短、可用原料范围广、最终产品性能优的方向发展;⑤非织造布抛光磨具以增大产品的科技含量,向着高档次、高磨削速度、高精密度、超精密度、高性能方向发展。
可以想象,通过不断的深化改革和推动经济增长,将为非织造布抛光磨具的市场创造更大的发展空间。
[1]李砚咸,高丙元.我国涂附磨具现状及其在木材加工中的应用[J].中国人造板,2010(12):6-11,27.
[2]张长伍.世界主要工业发达国家磨料磨具标准基本情况及发展趋势[J].磨料磨具与磨削,1995,86(2):33-37.
[3]李亚萍,华勇.非织造布用于涂附磨具基体材料的研究[J].郑州工业高等专科学校学报,2004(4):10-11.
[4]楼雪君.非织造基质抛光材料加工技术及发展探析[J].产业用纺织品,2004,22(7):16-18.
[5]LUKIC'S,JOVANIC'P.Structural analysis of abrasive composite materials with nonwoven textile matrix[J].Materials Letters,2003(58):439-443.
[6]邹文俊.有机磨具制造[M].北京:中国标准出版社,2001:91-92.
[7]董霞.浅谈涂附磨具的选择和应用[J].现代经济信息,2010(5):152.
[8]冯学本.研磨材料及抛光布产品的开发介绍[J].非织造布,2010(2):19-20.
[9]张国辉.聚酰胺固化剂和缩水甘油醚稀释剂合成及改性性能研究[D].吉林:吉林大学,2011.
[10]董新.非织造布涂附磨具用环氧树脂胶黏剂的制备及应用研究[D].广州:华南理工大学,2011.
[11]皮丕辉,董新,蔡智奇,等.一种高耐磨的不织布抛光磨具的制备方法:中国,101913121A[P].2010-12-15.
[12]皮丕辉,董新,蔡智奇,等.一种不织布抛光磨具及其制备方法:中国,102172901A[P].2011-09-07.
[13]刘建勇,滑钧凯,张建飞.非织造布磨具的开发[J].非织造布,1996(3):31-32.
猜你喜欢
模具制造(2021年6期)2021-08-06 01:07:36
精密制造与自动化(2018年3期)2018-09-19 08:01:14
纺织服装教育(2018年4期)2018-04-03 13:59:40
小学科学(2017年10期)2017-10-30 17:54:49
材料科学与工程学报(2016年2期)2017-01-15 13:34:35
大众投资指南(2016年9期)2016-09-20 09:14:45
焊接(2015年5期)2015-07-18 11:03:40
当代化工(2015年2期)2015-03-25 15:58:19
筑路机械与施工机械化(2014年7期)2014-03-01 03:00:49
筑路机械与施工机械化(2014年3期)2014-03-01 02:58:31