
一种大型筒体加工用组合工装治具设计
2014-09-03 10:53刘红枫
有色设备 2014年2期
刘红枫
(中国有色(沈阳)冶金机械有限公司 工艺研究所,辽宁 沈阳 110141)
一种大型筒体加工用组合工装治具设计
刘红枫
(中国有色(沈阳)冶金机械有限公司 工艺研究所,辽宁 沈阳 110141)
本文以大型回转设备球磨机筒体加工为例,将原筒体外圆、端面、法兰轮带等卷制、吊装运输中用于定位和防治筒体变形使用的不同结构、规格的组合固定死支撑装置,通过结构设计改进及优化,设计成满足不同规格结构、规格筒体加工定位、防变形需要的可拆卸组合活支撑,应用在筒体加工过程,使用效果良好。
回转设备;球磨机;筒体;组合;固定死支撑;可拆卸活支撑
0 概述
球磨机是中国有色(沈阳)冶金机械有限公司生产制造的大型冶金、矿山类回转产品中回转窑、磨机、混合机的重点产品之一,广泛应用于选矿工业中。主要由筒体部、给矿部、排矿部、轴承部、传动部和润滑系统6个部分组成,其工作原理是电动机通过传动部带动回转部筒体转动,装在筒体内的研磨介质-钢球在摩擦力和离心力作用下运动到一定高度,然后按一定的线速度抛落,矿石受下落钢球的撞击以及借助钢球与钢球之间及钢球与磨机之间的附加压碎和磨剥作用而粉碎,并借助于水的冲力将磨碎的合格物料送出筒体外。筒体作为传动部的主要大型回转部件,其筒体的制造质量直接影响着磨机的工作质量和使用寿命,近年来随着磨机类设备总体设计规格的大型化和复杂化,对磨机整体的制造和加工质量有了更高的要求,因此保持筒体卷制、转序、外圆车削加工过程中的圆度和变形,是决定磨机工作状态下是否连续平稳运转的关键。
筒节是组成筒体的基本单元,它是由δ=(40-60) mm厚规格的钢板预卷制成型后焊接而成;筒体它是由若干个焊接成型后筒节拔节而成,在筒体的两端焊接有固定端法兰,端法兰分别与左右两端的进、出料部连接,形成统一回转整体。目前中国有色(沈阳)冶金机械有限公司生产的大型磨机筒体直径达φ=6500 mm,筒体有效长度为L=9000 mm,而筒体作为球磨机中最大的部件回转部件,它在筒节的卷制、筒体的拔节、端法兰的加工、筒体吊运、转序过程中的一系列大型组合防变形治具的结构优化设计和使用的合理性,制造的经济性直接影响着磨机的工作质量及使用寿命和制造成本,因此严格控制筒体部各筒节制作过程的每个环节至关重要。
1 改进前工装治具
(1)以往中国有色(沈阳)冶金机械有限公司在筒体的制造过程中也使用了很多自行设计的组合支撑治具,但多数为定制治具,仅限于该规格筒体使用的组合固定死支撑,如:筒节在钢板预卷制焊接成型后,为防止钢板卷制后张力作用在焊接处开焊及保证预制筒节的圆度要求,需要制作固定米字支撑装置焊接在筒节内壁;在筒体的拔节组立(指相连筒节间的组合焊接)过程中,由于单个筒节高度约为2~3 m,采用在筒体内焊接固定米字支撑的同时,相邻筒节间的米字支撑用斜支撑作为辅助连接固定支撑,固定焊接在筒体内侧,当筒体拔节组立焊接好大段节后,将整个筒体吊运到下道工序,进行法兰的焊接和加工,这时需要将之前焊接好的组合固定死支撑及斜支撑全部割掉、拆除。由于米字支撑在设计时,考虑刚性问题,全部采用20a槽钢拼装组成,φ=6500 mm的米字支撑重量达1多吨,在拆卸割除的过程只能采用火焰切割进行破坏性切割,拆除后的米字支撑不能重复利用,浪费严重,同时由于切割过程火焰的高温对筒体内表面形成局部淬火,筒体局部应力集中,产生变形,同时也严重影响了产品的内在质量。
(2)当筒节成型后,进行端法兰的焊接装配及加工时,为保证筒体在法兰端面及外圆车削加工及定位需要,原有防变形固定死支撑已不能满足现加工需要,故需要再重新设计新型固定死支撑,此时该支撑装置固定焊死在筒体的一侧,支撑装置上的顶尖座将筒体一端固定于大型车床床头上,另一端利用机床尾座的顶尖装置,将顶尖与固定死支撑稳固连接,形成一体,进行端法兰的外圆加工,加工完成后,需要利用人工火焰切割,将固定死支撑切割掉,这个过程,重复了上述破坏现象,切割后的支撑装置无任何利用价值,浪费严重,生产效率低下。
2 新型组合工装治具结构设计
2.1 筒节卷制、转序用可拆卸组合活支撑装置设计
该筒节卷制用活支撑装置主要由:可调节活支撑装置和可拆卸斜支撑装置两部分组成,可调节活支撑用于单个筒节卷制使用,可拆卸组合活支撑装置组合,用于筒节拔节、组立时使用,图1为筒节卷制用可拆卸活支撑结构示意图见图1。

1.固定连接盘 2.放射状连接支撑 3.斜支撑连接板 4.滑动定位块 5.微调顶丝 6.调节弧板图1 筒节卷制用可拆卸活支撑结构示意图
2.1.1可调节活支撑装置
可调节活支撑由:固定连接盘、放射状连接支撑、斜支撑连接板、滑动定位块、微调顶丝、调节弧板组成,固定连接盘采用δ=50m钢板制作而成,连接盘上设计有专用把合孔,用于把合放射状连接支撑,连接支撑采用16a槽钢制造,选用槽钢的关键是既可减轻支撑重量,又可在槽钢的通槽内镶嵌滑动定位块,滑动定位块的位置根据筒节内径规格确定,槽钢、滑动定位块通过螺栓把合形成统一整体;滑动定位块上端设计有与调节弧板一致的凹形槽,调节弧板和凹槽采用过渡配合,调节弧板与筒体内壁的接触处调整采用专用的微调顶丝实现;当单个筒节卷制焊接完成后,将可调节活支撑装置按预制筒体内径大小,调整好防止于筒体内,通过微调顶丝的微调作用,实现筒体内壁与支撑装置的最佳配合;
2.1.2可拆卸斜支撑使用
当筒节进行拔节组立时,这时单个的可调节活支撑装置已不能满足拔节组立后筒体圆度控制需要,因为每个筒节高度在2.5~3 m,整个筒体一般由4个筒节拔节组立而成,因此要控制拔节组立后筒体圆度,设计在再单个可调节活支撑装置中间通过加辅助斜支撑,斜支撑与焊接固定在放射状连接支撑上的斜支撑连接板把合,形成稳定连接支撑;
2.1.3可拆卸组合活支撑使用
当整个筒体焊接完成后,由焊接到车削加工的转序过程中,为防止筒体运输变形,需要带着可拆卸组合活支撑装置将筒体运输到下道工序,在进行筒体的法兰加工前,通过拆卸组合活支撑装置的连接螺栓,将本支撑装置的调节弧板、滑动定位块等拆卸,以备重复使用[1-3]。
2.2筒体法兰车削加工用可拆卸组合活支撑装置设计
筒体法兰车削加工用可拆卸组合活支撑装置主要由筒体圆度支撑架和可调节活支撑两部分组成,图2为该可拆卸组合活支撑装置结构示意图:
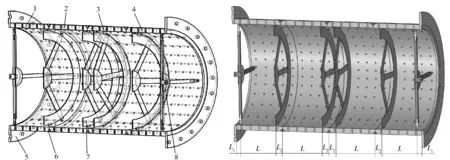
1.筒节Ⅰ 2.筒节Ⅲ 3.筒节Ⅲ 4.Ⅳ筒节 5.法兰 6.焊缝 7.圆度支撑架 8.可调节活支撑图2 加工用可拆卸组合活支撑装置
2.2.1筒节圆度支撑架设计
由于筒体焊接完成后长度达9米多,为确保筒体在大头车削加工过程中各筒节间圆度避免筒体受力变形,设计了专用筒节圆度支撑架,主要由:连接盘、连接板、定位环、搭接块四部分组成,车削加工前,根据筒体直径选用定位环直径,通常情况下遵循如下原则:φ(定位环)=φ(筒体直径)-100 mm,定位环与筒体内壁的连接通过搭接块实现,通过调整搭接块的规格,实现不同筒体内径圆度支撑架的支撑防变形作用。通过实践经验积累后,确认如下方式最有效抵消和防止车削加工变形,既:当单个筒节长度L在(2000~2500) mm时,圆度支撑架的摆放位置距单个筒节环缝焊接边缘处L2=300 mm。
2.2.2可调节活支撑装置设计
可调节活支撑装置主要由:(1)中心顶盘、(2)顶尖座、(3)十字支撑、(4)调节顶丝、(5)定位块等部分组成,中心顶盘中心设计有与机床尾座顶尖一直的顶尖座,十字支撑与上下中心顶盘焊接形成一体,十字支撑结构采用方钢,顶端设计长螺纹孔,调节顶丝通过螺纹与十字支撑形成一体,并可通过调节螺纹实现活支撑直径的变化,为防止支撑在车削加工过程受切削力作用发生轴向位移,在筒体内侧设计了定位块,使用时先将定位块点焊在筒体上,调整好活支撑的位置后将微调顶丝锁死[1-3]。
3 结论
通过可拆卸组合活支撑装置的设计,解决了筒节卷制、转序、车削加工过程圆度和切削力导致的变形问题,同时由于该套支撑装置各部件之间通过螺栓连接,使用完成后可直接拆卸备用,减少了大量材料及人员浪费问题,大幅度降低了生产成本,满足了高效、快捷的现代化加工生产需要,现应用在中国有色(沈阳)冶金机械有限公司各类大型筒体加工过程中,使用效果良好,具有推广价值。
[1] 中国机械工程学会焊接学会.焊接手册—焊接结构[M].北京:机械工业出版社,1992.
[2] 中国机械工程学会焊接学会.焊接手册—材料的焊接[M].北京:机械工业出版社,1992.
[3] 吴拓.现代机床夹具设计[M].北京:化学工业出版社,2009.
DesignofCombinationFixtureforLargeShellEquipmentMachining
LIU Hong-feng
(Technology Research Institute, NFC(Shenyang) Metallurgical Machinery Co., Ltd. Shenyang 110141, China)
Based on the ball mill cylinder machining of large rotary equipment, this paper makes change to different combination fixture to fix the supports, which is used for locating and control cylinder deformation of cylindrical of original cylinder, end surface, flange wheel rolling, lifting transport. Through the improvement and optimization of structure design, this design can meet the different specification structures, the standard cylinder processing location, and disassembled and assembled movable supporting which used for anti-deformation, this combination fixture has been used in the cylinder processing, and gotten good effect.
rotary equipment;ball mill;cylinder;combination;fixed support;disassembled support
2013-09-16
刘红枫(1963-),女,辽宁沈阳人,高级工程师,大学本科,主要从事机械及焊接专业工装治具设计工作,现任中国有色(沈阳)冶金机械有限公司工艺研究所高级工程师。
TD453
B
1003-8884(2014)02-0033-03
猜你喜欢
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
化工管理(2021年7期)2021-05-13
水泥技术(2021年2期)2021-04-20
农村实用技术(2021年1期)2021-02-27
装备制造技术(2020年1期)2020-12-25
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2019年11期)2019-12-04
上海建材(2019年3期)2019-09-18
机械设计与制造(2018年2期)2018-03-05
