木塑窗角部连接方式的对比研究
2014-08-23 02:23张圣源杨秀轩王清文
森林工程 2014年2期
赵 辉,张圣源,杨秀轩,邱 飞,王清文
(东北林业大学 生物质材料科学与技术教育部重点实验室,哈尔滨 150040)
近年来,木塑复合材料广泛应用于建筑领域。木塑门窗是其中典型代表,拥有着华丽的木质外观和优良的使用性能,木塑门窗渐渐的得到了人们的喜爱[1]。为解决当前木塑窗角采用传统机械连接方式容易出现强度低,密封性差等问题[2],本文应用热熔焊接和胶接的方法对木塑窗角进行了连接对比试验。由于两种连接方式均是快速的,非破坏性的连接,所以连接效率高。焊接和胶接均可形成稳固的接头,连接安全可靠,都具有较好的应用前景[3]。
1 试验方法
1.1 试验原料
采用60%木粉(WF)、36%聚乙烯(PE)、偶联剂和4%抗氧化剂等共同混粉挤出[4]的截面形状如图1所示的窗扇型材。参照GB/T 8814-2004门,窗用未增塑聚氯乙烯(PVC-U)型材标准,将窗扇型材制备成试样[5],如图2所示。
1.2 实验仪器与设备
SHZ4-100×4500塑料门窗四位焊接机(济南精工新亚机器有限公司);SJS-20数显式角强度试验机(符合GB/T 8814的相关要求)(济南大唐伟业科技发展有限公司)。
1.3 试验原理
在本试验中,木塑窗角的热熔焊接和胶接原理借鉴于塑料窗角的连接原理。
热熔焊接原理:焊件待焊处母材在焊机焊板高温作用下至熔化状态,然后焊件在焊机压钳压力与进给压力作用下进行对接,熔化部分发生混合,待温度降低后,熔化混合部分凝结形成焊缝,完成熔焊过程。
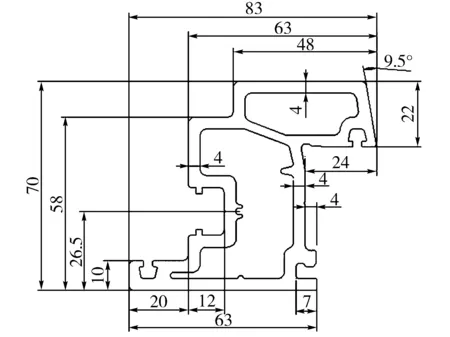
图1 型材截面图
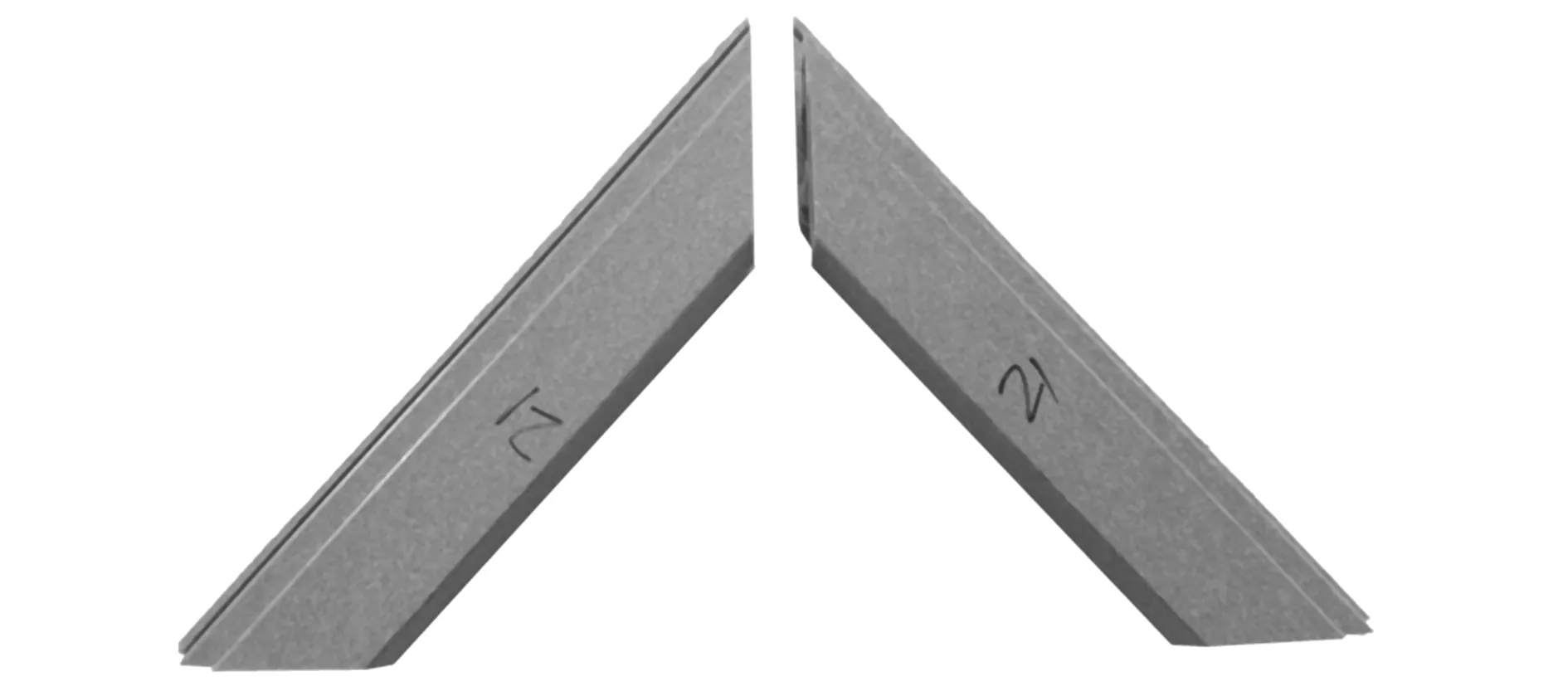
图2 试样制备图
胶接原理:利用胶黏剂在一定条件下经物理或化学变化等过程以获得具有足够强度的胶接接头,从而完成胶接过程。也被成为粘接,胶粘,粘合等。
2 胶接试验
由于木塑复合材料挤出后,热动力学驱动力会引起热塑性塑料聚集到挤出材料的表面,导致热塑性层表面很难润湿,涂饰性能和胶接性能都很差,因此应首先进行表面处理[6]。
胶接试验流程如图3所示。先用砂纸对胶接截面进行打磨,并涂上一层硅烷偶联剂,然后对胶接面进行3 min的等离子体处理,涂环氧树脂胶黏剂,并用夹具(如图4所示)将连接件对接夹紧,放入烘箱固化2 h,烘箱温度80℃,取出胶接件(如图5所示)在室温环境下放置1 d,最后进行角强度测试。
用角强度试验机对连接好的胶接件进行角强度测试,得到使用环氧树脂胶黏剂的角部连接强度,见表1。

图3 胶接试验流程图

图4 对接固定夹具图

图5 胶接连接件图

表1 使用胶黏剂的胶接强度
由表1知,使用环氧树脂胶黏剂对木塑窗进行角部连接,具有一定的连接强度,在当前试验条件下,最小破坏力可以达到1 588N,最小破坏应力可达到17.3MPa。
3 热熔焊接试验
由塑料窗热熔焊接的经验可知,焊接温度对焊角强度起决定性作用[7],故本实验中只对焊接温度的参数进行了变化,而加热时间,焊接时间,进给压力和压钳压力的参数固定选择了以往经验的数据:焊接温度由240℃至280℃,每隔5℃做一次焊接试验,共9组,加热时间30s,焊接时间30 s,进给压力0.2 MPa,压钳压力0.4 MPa。
将焊接好的焊件放在角强度试验机上压裂,得到不同焊接温度下焊角的最小破坏力,该焊件的最大焊角最小破坏力为2 664 N,焊角最小破坏应力为29.1 MPa。角强度测试后,试件分离前后如图6所示。三组焊接效果较好的焊接强度见表2。

表2 不同焊接温度下焊件的焊接强度

图6 角强度测试前后试件分离图
由表2可知:热熔焊接技术可应用于木塑窗角连接问题,温度在245~275℃均可实现焊件焊接面的熔化,混合冷却后形成焊缝,从而完成焊接,并具有足够的强度。
在本试验的试验环境下,焊接温度在260℃左右,加热时间30 s,焊接时间30 s,进给压力0.2MPa,压钳压力0.4MPa时焊接效果最佳。
4 试验对比分析
从连接面形貌上观察,对比图5与图6可知,胶接试验中,虽然试件可以连接的很好,并且具有一定的强度,但是仔细观察可以发现,胶接面还是存在缝隙,密封性能不高,这是由于型材制备和涂胶黏剂对接夹紧时产生误差造成的。而热熔焊接实验中,焊接面得到了充分的熔化,焊接后基本无缝隙,焊接效果较好。
在连接角强度方面,对比表1与表2的数据,胶接试验中,胶接角最小破坏力最大值为1 588N,最小破坏应力达到17.3MPa;而热熔焊接实验中,焊角最小破坏应力最大可达2 664 N,最小破坏应力达到29.1MPa。可以得出结论,木塑窗角热熔焊接得到的试件角部连接强度较高。
5 结 论
胶接与热熔焊接工艺在木塑窗角的连接应用中,均可将两个连接件连接起来,并且具有一定的强度。两者相比较,热熔焊接具有较高的强度和优良的使用性能,更适合应用在木塑窗角部连接问题上,焊接温度260℃,加热时间30 s,焊接时间30 s,进给压力0.2 MPa,压钳压力0.4 MPa,其焊接效果最佳,焊角最小破坏力达到2 664 N,最小破坏应力达到29.1 MPa。本实验确定的热熔焊接工艺参数,具有一定的连接强度,其理论与实践经验对其他木塑制品的角部连接问题具有借鉴意义。
【参 考 文 献】
[1] 王清文,王伟宏.木塑复合材料与制品[M].北京:化学工业出版社,2007.
[2] 郭 勇,李大纲,陈玉霞,等.木塑构件强度特性的研究[J].林业机械与木工设备,2007,35(9):12-15.
[3] 李 影,程瑞香,王清文,等.木塑复合材料的连接方式[J].林产工业,2010,37(1):43-45.
[4] 李中秋,王清文,李 影.挤出木塑复合异型材模具的设计要点[J].林产工业,2010,37(2):36-39.
[5] GB/T 8814-2004,门、窗用未增塑聚氯乙烯(PVC-U)型材[S].北京:中国标准出版社,2004.
[6] 李 智,游 敏,丰 平.胶接接头界面理论及其表面处理技术研究进展[J].材料导报,2006,20(10):48-51.
[7] 李才峰,韩 风,姜铁竹,等.塑化度与焊接条件对PVC-U型材焊角强度的影响[J].聚氯乙烯,2004,5(3):20-22.
猜你喜欢
焊接(2021年12期)2022-01-20
中学生数理化·中考版(2021年9期)2021-11-20
石油沥青(2021年2期)2021-07-21
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
石油沥青(2018年4期)2018-08-31
橡塑技术与装备(2018年14期)2018-07-20
中国塑料(2017年2期)2017-05-17
材料科学与工程学报(2016年1期)2017-01-15
中国塑料(2016年3期)2016-06-15
中国塑料(2015年10期)2015-10-14