钢制烘缸设计中的刚度设计
2014-08-15 06:44吕洪玉卞学询
中国造纸学报 2014年1期
吕洪玉 张 弛,2 卞学询
(1.天津科技大学,天津,300457;2.焦作崇义轻工机械公司,河南焦作,454550)
烘缸作为造纸机干燥部的主要部件,一直受到造纸企业的关注。我国造纸机械厂制造的烘缸过去多以铸造为主,因为它有着制造简便、形状稳定等一系列优点。近年来国外厂家在国内销售的钢制烘缸逐渐增多,目前钢制烘缸的直径最大可达22英尺(6.7 m),幅宽可达7.4 m,如此大的烘缸使用铸铁制造是很困难的。
在QB 2552—2002造纸机械用钢制烘缸技术条件[1]、GB150—2011压力容器[2]及ASME—2011锅炉压力容器规范[3]等压力容器标准与规范中,均未涉及圆柱壳在轴向线载荷作用下的刚度设计要求。但对于钢制烘缸的圆柱壳,在托辊线载荷作用下的刚度设计非常必要,只有这样才能保证钢制烘缸正常工作。为此,对钢制烘缸设计中的刚度设计计算进行了研究。
1 钢制烘缸的优点及设计中的突出问题
1.1 钢制烘缸的优点
(1)使用安全。一般钢制烘缸工作压力为1.0~1.2 MPa,这对于钢制容器来讲属于低压容器,而这对于铸铁压力容器是难以达到的。
(2)表面温度高。工作压力高,可使烘缸表面温度升高,纸张干燥效率有较大的提高,可以提高车速。
(3)节省材料。缸体厚度较铸铁薄,减轻了烘缸的质量,因而节省材料,并可减少动力消耗。
钢制烘缸有许多优点,但其制造有一定难度,如厚钢板的卷曲、焊接以及表面喷涂等技术,需要深入研究。
1.2 设计中的突出问题
钢制烘缸设计中较为突出的问题是缸体在托辊线压载荷作用下的刚度设计以及稳定性问题,而铸铁烘缸设计中不存在这样的问题,这是由钢材的弹性引起的,因此是钢制烘缸设计中必须考虑的问题。
2 无肋钢制扬克烘缸的刚度计算
烘缸圆柱壳在沿母线方向有径向线载荷作用(见图1)。烘缸圆柱壳在沿母线方向上径向线载荷作用的微分方程为式(1)[4]。对于直径大于2.5 m的扬克烘缸,厚度在40~60 mm的缸体作薄壳处理仍是可靠的。
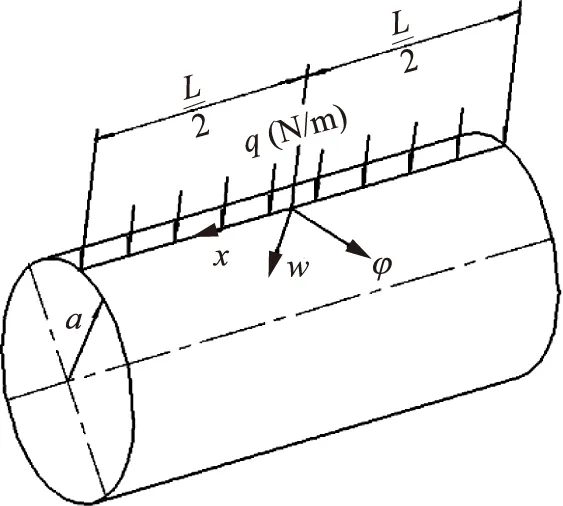
图1 圆柱壳径向线载荷

(1)
w为壳体的径向位移(径向挠度,向内为正),
w=▽2▽2Φ;
Hoff和Kutchera等人[5-6]对式(1)的解进行了深入研究,解表达式为式(2)[3]:
[-(α1-β1)cosβ1φ+(α1+β1)sinβ1φ]+
(2)
挠度最大点应发生于中间点,即x=0,φ=0,式(2)简化为:
(3)

式(3)级数解具有较好的收敛性,取前3项得出挠度近似解,经大量计算分析可知级数解的收敛很快,3项计算结果很好,取3项时的计算结果较取5项时的计算结果数值仅差2.5%,工程设计计算中无需经过复杂的运算即可由式(3)计算得出最大挠度值。
Mangelsdorf[7]也曾给出最大挠度与最大应力的近似计算公式,经分析研究,其结果与精确解相差20%~30%,如此大的误差显然不能用于实际工程计算中。
在研究了常用的4种工况后,利用式(3)计算出的光缸最大挠度级数解列于表1,供参考使用。其条件为:壳体厚度h为50 mm,径向线载荷q为100 kN/m,杨氏模量E为196 GN/m2,泊桑比μ为0.24(Q 245R)。

表1 常用4种工况下光缸最大挠度级数解
3 加肋钢制扬克烘缸设计中的刚度设计与应力计算
加肋烘缸的刚度设计实际为加肋圆柱壳在线载荷作用下的变形与应力计算[8-9],各参数如图2所示,即将求解圆柱壳在径向线性载荷作用下的微分方程解,简化后得出中性面的位移近似表达式为:
(4)
(5)
式中,σθq是由线载荷引起的中性面环向应力。
(6)
(7)

图2 肋形及尺寸
式(6)、式(7)及图2中,t为加肋缸缸体连续部分厚度;b为肋宽;B为肋间距;h1为肋高;x1为中性面。
算例1:某加肋烘缸直径为3.66 m,为使烘缸获得较高的热流密度,选b=12.8 mm,B=30 mm,h1=33 mm,t=31 mm,幅宽L=3250 mm,验证刚度:
4 钢制烘缸刚度条件的设定
钢制烘缸属于低压容器,工作压力低于1.2 MPa,制造材料一般选用Q245R,其强度条件容易满足。但造纸机的托辊载荷作用于缸体表面,设计线载荷为100 kN/m,最大线载荷可达147 kN/m[10]。由于钢材刚度较差,易发生变形,而较大的变形影响纸机的正常工作,由此要进行烘缸的刚度设计计算。
刚度设计条件也即烘缸径向变形许用值要给定,许用值过小浪费材料,许用值过大又不能满足生产要求,经对大量在用钢制烘缸的设计反复推算,建议刚度许用值给定为:[w]=1.5 mm
由此,上述光缸及加肋缸的算例均在刚度条件要求范围以内。
5 结 论
5.1通过分析研究给出了钢制烘缸的刚度实用计算公式。钢制烘缸强度计算方法:光缸的计算参照ASME—2011锅炉压力容器规范,并将线载荷引起的应力叠加。而加肋烘缸内压引起的应力则要以当量应力计算,其他与光缸计算相同。
5.2从光缸变形计算公式与加肋缸计算公式比较,或从表1和算例1看,光缸刚度条件较好满足,加肋缸的刚度设计应给予特别注意。
5.3关于钢制烘缸的刚度条件,通过实际的烘缸运行经验,给出了刚度许用值1.5 mm。
5.4提高加肋缸沟槽底部至缸面厚度t可增加刚度。增加肋高度h1,同样可提高刚度,但由于沟槽加深,增加了加工难度。
参 考 文 献
[1] 中华人民共和国国家经济贸易委员会. QB 2552—2002 造纸机械用钢制烘缸技术条件[S]. 北京: 中国轻工业出版社, 2002.
[2] 中华人民共和国国家质量监督检验检疫总局. GB 150—2011 压力容器[S]. 北京: 中国标准出版社, 2011.
[3] ASME—2011. 锅炉及压力容器规范[S]. 北京: 中国石化出版社, 2011.
[4] 杨耀乾. 薄壳理论[M]. 北京: 中国铁道出版社, 1981.
[5] Nicholas J Hoff, Joseph Kempner, Ferdencles V Pohle. Line load applied along generators of thin-walled circular cylindrical shells of finite length[J]. Quart. Applied Math, 1954, 11(4): 41.
[6] Kutchera H Don. Deflection of A Yankee Dryer Under A Line Load[D]. Wisconsin: University Wisconsin-Madison, 1971.
[7] Clark Mangelsdorf. Applicability of the Donnel Equation to the Stress Analysis of Yankee Drier Shells [J] . TAPPI, 1966(6): 110.
[8] 卞学询, 张锡治. 加肋圆柱壳的原理与应用[J]. 力学与实践, 1994, 16(3): 52.
[9] 张锡治, 张东峻, 卞学询. 加肋烘缸缸体的应力分析[J]. 中国造纸学报, 1995(10): 67.
[10] Butler Clive. Yankee Dryer for High Press Load[J]. Paper Technology, 2004(7): 42.
[11] Gordon Voll, Richard L Fearnside. Finite element correlation with experimental stress analysis results[J]. Tappi Journal, 1986(3): 82.
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
铁道建筑技术(2021年6期)2021-07-12
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年3期)2020-12-25
科学技术与工程(2020年36期)2020-02-04
造纸信息(2019年7期)2019-09-10
中国特种设备安全(2019年1期)2019-03-13
中国核电(2017年2期)2017-08-11