
某火炮身管混合膛线阴极及电解加工工装设计*
2014-08-13 11:33:28贾建利刘金合
西安工业大学学报 2014年6期
贾建利,刘金合,高 楠
(1.西北工业大学 材料学院,西安 710072;2.西安工业大学 机电工程学院,西安 710021)
随着兵器技术的发展,新一代火炮要求比以往的火炮打得更远、使用寿命更长,同时要求它有与战略、战术和战场机动性需要相适应的轻便性,因此,对火炮身管的要求也越来越高[1].随着炮管材料变硬,膛线数目增多,槽线变深,缠角变大,机械拉削难以实现膛线的加工.因电解加工(Electrochemical Machining,ECM)具有一次成型、加工效率高,离子级溶解、表面质量好,工具损耗小、无残余应力的优点,在深孔和膛线加工中尤为突出[2-3].文献[4]提出了电解加工阴极的计算机辅助设计方法,解决了7个腰子型槽难加工问题,缩短了阴极研制周期.文献[5]提出了深槽混合膛线电解加工阴极新型结构设计,文献[6]提出混合膛线阴极新型结构设计方法.因此,电解加工膛线变得不可或缺,它可以使我国国防工业的制造技术和能力提高,对新型火炮快速研制很有意义.针对火炮炮管膛线的难加工问题,文中设计了内孔抛光阴极、膛线阴极和电解加工装置,通过工艺试验反复修正加工阴极尺寸参数,最终实现火炮炮身管混合膛线电解加工,通过试验分析,检测工件尺寸和形状满足生产实际图纸要求.
1 研究对象
膛线是枪、炮管内膛的重要组成部分,是在内孔抛光后采用电解加工一次成型的沿圆周均匀分布的一组螺旋槽,其中被阴极刻蚀后的凹入部分称为阴线,未被刻蚀的部分称为阳线[7].炮管的断面有矩形、梯形等形状,现代枪、炮管的膛线断面则多为矩形,如图1所示.图1(b)中,a为阳线宽度,B为阴线宽度,d为阳线直径,D为阴线直径,R为根部圆弧半径.枪管膛线的深度约为其口径的1.4%~2%,炮管膛线的深度约为其口径的1%~1.5%;炮管膛线的表面粗糙度包括阳线表面粗糙度Ra0.8μm以下以及阴线表面粗糙度Ra1.6μm以下.
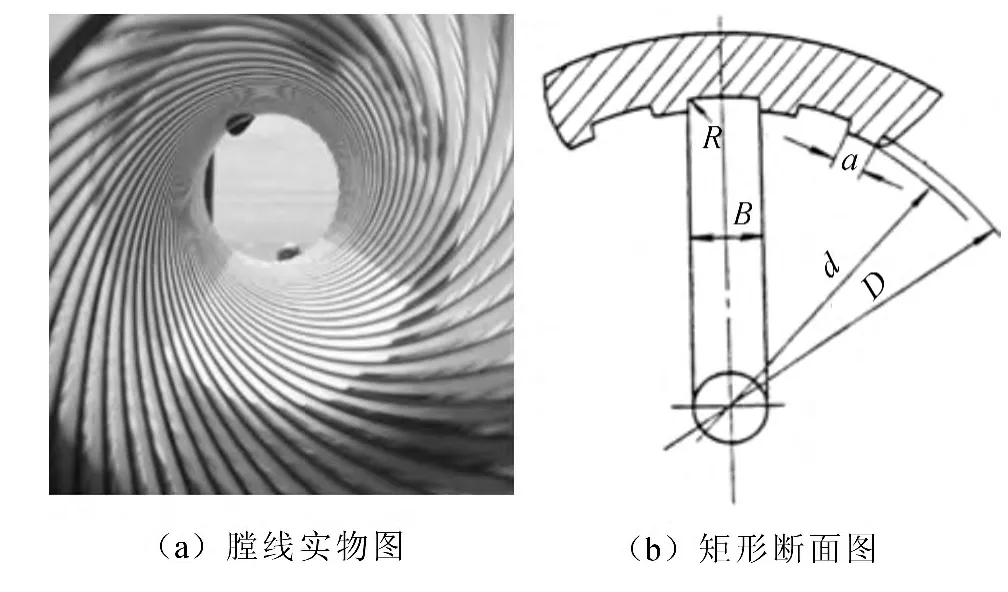
图1 实物图及矩形膛线断面图Fig.1 The cross-section of rectangular rifling
炮管膛线产品零件如图2所示.炮管材料为30CrNiMoVA,加工前内孔Ø29.3mm,光洁度Ra3.2μm;允许孔铰大,但光洁度不低于Ra3.2 μm;锥度、椭圆度不得大于0.02mm;加工后内孔Ø30.02+0.06mm,光洁度 Ra0.8μm;在口部 15 mm长和尾部120mm长的范围内,允许不通样柱通过;光洁度达不到时,允许用铰刀精铰,但光洁度不得低于Ra1.6μm;炮管全长2300mm,膛线为右旋等齐膛线,缠脚为5°7′45″±10′,膛线数目为24.炮管的外径,膛线的宽度及根部圆角等如图2所示.

图2 炮管膛线零件图Fig.2 The part drawing of artillery barriel rifling
2 阴极设计与研制
阴极是电解加工的“刀具”,它的结构、形状和精度对零件的加工质量有极大地影响[7].膛线是在枪炮的深内孔表面刻出的一组从弹膛到炮口贯穿始终的均布于圆周方向的螺旋凹槽.膛线的加工分两道工序:深孔抛光(阳线加工)和烧线(阴线加工)[8-9].
2.1 内孔抛光阴极设计
炮管内孔抛光时,采用移动式深孔电解加工方法,工具阴极结构为移动式圆锥式,如图3所示.

图3 炮管内孔抛光阴极Fig.3 The polishing cathode of artillery internal hole

2.2 膛线加工阴极设计
炮管膛线加工时,工具阴极选择移动式带修正齿的锥体阴极,如图4所示.在加工过程中,与阴极绝缘片相对应的工件表面受到保护,成为阳线,与铜条相对应的部位被电解,成为阴线,铜条被称为阴极工作齿条.绝缘条槽应按加工膛线的缠度铣制,槽应有足够的深度,以便绝缘片能牢固地粘结于槽内.
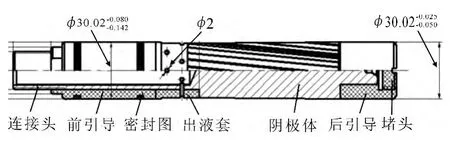
图4 膛线加工阴极Fig.4 The cathode of rifling machining
3 工艺试验
加工装置和阴极结构合理是实现稳定、高效加工的条件;阴极工作型面正确是工件尺寸和形状精度的基本保证.本次试验装置如图5所示,采用图6的导电座,通过更换不同直径导电瓦,实现不同口径炮管膛线加工.前期膛线电解加工试验以修正膛线阴极尺寸参数为主要目的,试验表明前引导套和后引导套长度对流场影响较大,分析认为膛线具有一定缠角,后引导套过短,加工区容易出现紊流,流线发散.经优化改进,解决杂散腐蚀问题,保证膛线根部圆角的尺寸.
第二阶段试验检测采用符合图纸要求阴极加工膛线,工艺试验在DJW-08型数控电解加工机床上进行,炮管材料为30CrNiMoVA,采用非线性复合电解液15%NaNO3+5%NaClO3电解液;工作温度为30~35℃;工作压力为1.5MPa;进给速度为25mm/min;工作电压为12V.用通、止样柱检测膛线直径,用通、止样板检测膛线宽度,见表1,均在产品尺寸公差范围内,达到图纸要求.
文中采用电解加工工艺方案,设计了炮管内孔抛光阴极、混合深膛线加工阴极及其加工装置,并以航炮炮管为研究对象进行电解加工工艺试验.

表1 膛线尺寸测量结果Tab.1 The results of measured rifling

图5 电解加工试验装置Fig.5 Setup of ECM

图6 炮管膛线加工导电座Fig.6 The conducting bed of artillery rifling machining
4 结论
通过对炮管内孔抛光阴极、混合深膛线加工阴极和电解加工装置设计,以某火炮炮身管为研究对象进行电解加工工艺试验,采用电解加工能够优质、高效解决炮管膛线难加工问题,节约成本,缩短火炮炮管混合膛线研制周期.结果表明,用通、止样柱检测混合膛线直径,用通、止样板检测膛线宽度,加工尺寸误差小于±0.03mm,均在产品尺寸公差范围内,达到图纸要求.通过SURTRC表面轮廓仪对混合膛线表面粗糙度进行测量,检测结果Ra≤0.6μm.研究还发现可以利用电解加工技术实现大口径、深膛线以及大缠角火炮膛线加工,使我国国防工业的制造技术和能力提高,对新型火炮快速研制具有重要意义.
[1]MAHDAVINEJAD R A,HATAMI M R.Iranian Journal of Science & Technology,Transaction B,Engineering,2008,32(B4):341.
[2]LABIB A W,KEASBERRY V J,ATKINSON J,et al.Towards Next Generation Electrochemical Machining Controllers:A Fuzzy Logic Control Approach to ECM[J].Expert Systems with Applications,2011,38(6):7486.
[3]Ramezanali Mahdavinejad,Mohammadreza Hatami.On the Application of Electrochemical Machining for Inner Surface Polishing of Gun Barrel Chamber[J].Journal of Materials Processing Technology,2008,202(1/3):307.
[4]张丽娟,范植坚,刘辰.电解加工阴极的计算机辅助设计[J].西安工业学院学报,2006,26(3):205.ZHANG Li-juan,FAN Zhi-jian,LIU Chen.Computer Aided Design(CAD)of Cathode of ECM[J].Journal of Xi’an Institute of Technology,2006,26(3):205.(in Chinese)
[5]唐霖.深槽混合膛线电解加工阴极新型结构设计[J].机床与液压,2009,37(9):18.TANG Lin.Design of the New Type Structure for Electrochemical Machining Cathode of Deep Mixecl Groove and Rifle[J].Machine Tool & Hydraulics,2009,37(9):18.(in Chinese)
[6]范植坚,杨峰,赵刚刚.混合膛线电解加工阴极结构和工艺参数优化[J].西安工业大学学报,2009,29(5):428.FAN Zhi-jian,YANG Feng,ZHAO Gang-gang.The Optimization of Parameters and Cathode Shape in ECM for Mixture Rifle[J].Journal of Xi’an Technological University,2009,29(5):428.(in Chinese)
[7]范植坚,王天诚.电解加工技术及其研究方法[M].北京:国防工业出版社,2004.FAN Zhi-jian,WANG Tian-cheng.Technology and Application of Electrochemical Machining [M].Beijing:National Defence Industry Press,2004.(in Chinese)
[8]杨浩,张欲立,孟凡军,等.火炮身管等齐渐速混合深膛线电解加工应用技术研究[J].新技术新工艺,2009(6):109.YANG Hao,Zhang Yu-li,MENG Fan-jun,et al.Research on Electrolysis Processing Applied Technology of Uniform Twist-gradually Speed Mixed Deep Rifle for Cannon Tube[J].New Technology and New Process,2009(6):109.(in Chinese)
[9]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001.WANG Jian-ye,XU Jia-wen.Principle and Research Method of Electrochemical Machining[M].Beijing:National Defence Industry Press,2001.(in Chinese)
猜你喜欢
兵器装备工程学报(2022年3期)2022-04-08 07:52:58
小学生学习指导(小军迷联盟)(2021年5期)2021-05-21 09:25:50
小学生学习指导·小军迷联盟(2021年5期)2021-01-23 15:12:23
小哥白尼(军事科学)(2020年2期)2020-06-16 03:11:04
机械工程师(2018年3期)2018-03-21 01:39:02
看天下(2017年13期)2017-06-01 09:13:57
中北大学学报(自然科学版)(2017年1期)2017-02-28 11:20:56
小哥白尼·趣味科学画报(2006年8期)2006-03-18 07:41:12
军事文摘(2001年8期)2001-08-12 19:21:14
军事历史(1988年3期)1988-08-16 02:32:56
