
跨座式空中轨道系统杆件制造工艺研究
2014-08-11 14:22吉敏廷史淑艳
山西建筑 2014年11期
吉敏廷 史淑艳
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
·桥梁·隧道·
跨座式空中轨道系统杆件制造工艺研究
吉敏廷 史淑艳
(中铁宝桥集团有限公司,陕西 宝鸡 721006)
介绍了跨座式轨道交通的特点及轨道梁、支座、立柱等典型构件,着重阐述了这些典型构件的制作工艺、焊接变形控制及质量控制技术,为后续类似工程的设计和施工提供了参考。
跨座式轨道交通,典型构件,制作工艺,焊接变形,质量控制
0 引言
跨座式空中轨道系统,是一种新兴的城市轨道交通系统,在距地面8 m~10 m的高度运行,具备线路设计灵活、施工便利、乘坐舒适、节约用地、造价相对较低等显著特点。
1 跨座式空中轨道系统的优点
线路设计灵活,可以直接利用人行道或绿化带,可以贴近已有的建筑物,可以穿越丛林、景区,减少征地、拆迁、管线改移工作量;地面空中立体配合施工,钢结构的轨道梁、立柱可以实现工厂化生产,现场安装架设,施工便捷,不影响正常交通;建设周期较短,土建施工和上部梁柱支撑体系可并行,车站土建施工工程量较小,对沿线交通及居民的影响较小;不会发生脱轨,发生紧急情况时人员疏散和救援容易,具有较高的安全可靠性。
2 典型构件
以某已建项目为例,主体轨道系统分为轨道梁、支座及支撑柱三部分。
2.1 轨道梁
轨道梁采用变截面箱形曲线杆件,断面上盖板定宽750 mm,端部945 mm,中部高740 mm~1 350 mm,杆件长度10 m~52 m,平面线型有直线、曲线、直+曲、直+曲+直、曲+直+曲等类型,因线路设计非常灵活,导致轨道梁线型较为复杂,纯曲线轨道梁最大矢高1.8 m。轨道梁局部剖切见图1。

2.2 支座
支座是连接轨道梁和立柱的重要传力受力构件,主要由40 mm厚的有Z向拉伸要求的支座底板、耳板和加劲板组成。主要的结构形式见图2。
2.3 立柱
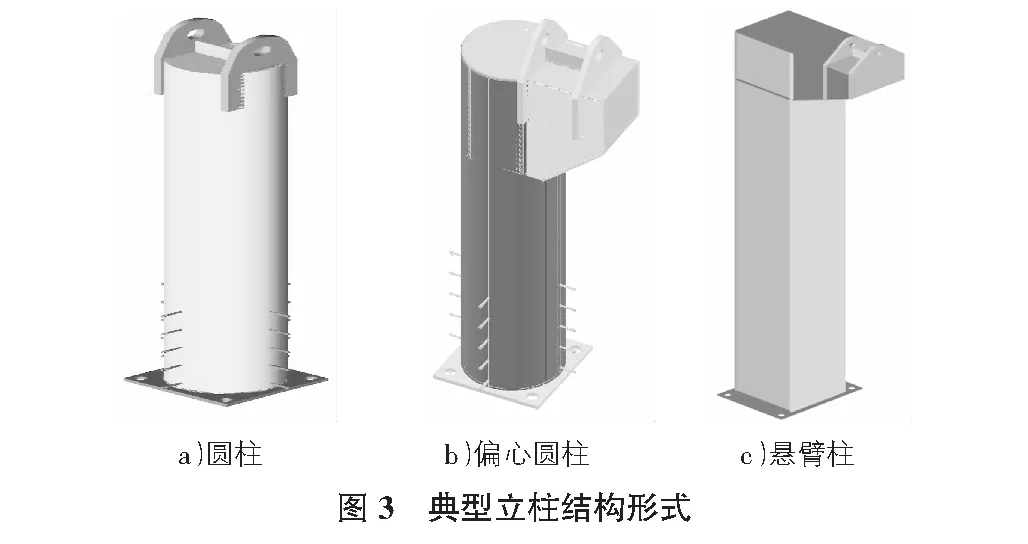
立柱包括圆柱和悬臂柱。圆柱由直缝焊接钢管、柱头支座和底座板组成。悬臂柱由矩形主体、变截面悬臂以及柱头支座组成。柱头支座单元由耳板和加劲板组成。典型立柱结构形式见图3。
2.4 连接形式
轨道梁通过支座板与支座用高强螺栓连接;梁段间接口处腹板及上盖板间不连接;支座与立柱用销轴连接;立柱通过预埋件与基础连接。
典型构件之间连接示意图见图4。

3 制作工艺
3.1 轨道梁制作
轨道梁为机车的行走结构,各项精度要求很高,使得钢结构的加工制造精度达到近乎机加工的水平,为此采用了许多技术手段及工艺、工装、设备保证措施。
1)制作难点。
a.轨道梁箱形杆件线型复杂,制造精度要求高(腹板线轮廓度1 mm/4 m,垂直度0.5 mm);
b.轨道梁盖腹板厚度较小,焊接变形大;
c.轨道梁为长细杆件,预拱度控制难度大;
d.轨道梁底板连接面平面度控制难度大。
2)隔板制作。
隔板作为轨道梁的“内胎”,其加工精度是决定轨道梁精度的前提和保证。隔板在下料前,对钢板进行预处理,以保证钢板平面度、消除轧制残余应力;在数控切割机上火焰精密切割下料。根据焊接、加工等工序要求,下料时预留一定的工艺量;下料后首先矫正热切割引起的变形,然后机加工隔板焊接边及坡口,重点控制隔板的外型尺寸、垂直度、对角线等项点。隔板检测时,按照公差带的要求进行分拣,确保用于同一根轨道梁的隔板偏差最小,尽可能的消除加工误差带来的影响。
3)轨道梁盖、腹板的制作。
盖板、腹板在下料前,对钢板进行预处理,以保证钢板平面度、消除轧制残余应力。由于线路设计的灵活性,导致轨道梁线型多样,为了充分利用原材料,采用先套裁切割再接长的工艺。在零件下料时,根据焊接、加工等工序要求,预留一定的工艺量。矫正火焰切割引起的变形后加工焊接边及坡口。对需要接长的料件进行对接、修整。组装时重点控制线轮廓度(拱度)、错台量。对该类涉及到人身安全的重要焊缝,进行100%的超声波探伤及一定比例的射线探伤,最后按照盖板及腹板的检测项点检查其各项指标,为组装构件做好准备。
4)轨道梁制作。
根据轨道梁的结构形式,采用倒装法。在数控组装胎型上组装隔板,控制精度在1 mm/25 m(该项技术为我公司发明专利),在杆件组装胎型起拱后组装两腹板呈槽形,最后组装插入式隔板。槽形焊接时,采取一定的反变形措施,重点控制腹板的焊接变形。最后组装下盖板及支座板,支座板焊接过程中,采取预弯措施,保证焊接后支座板的平面度。修整焊接变形时,主要控制上下盖板、腹板平面度,箱形拱度、旁弯、扭曲、对角线等项点。轨道梁孔群全面采用后孔法制孔工艺,避免焊接变形的影响,提高制孔精度。
轨道梁制作工艺流程见图5。

5)精度控制措施。
a.组装精度控制。
轨道梁为机车的行走结构,各项精度要求很高,为此采用了许多技术手段及工艺、工装、设备保证措施。开发了精密的数控组装技术,适用于各种线型轨道梁的组装,组装精度达到1 mm/25 m,此项技术是我公司专利技术,成功解决了复杂曲线轨道梁隔板组装的难题,在确保产品精度的同时大大提高了工作效率。
b.焊接变形控制。
焊接变形是影响构件几何尺寸精度的直接因素之一。采取大量有效的措施控制焊接变形:分析各种类型杆件的结构形式,通过焊接工艺试验采用焊接变形量小的焊接方法和工艺,以减小焊接变形;采用理论计算与制作试验件相结合的方法确定合理的焊接预留收缩量,并在生产过程中跟踪测量,及时修正;采用合理的焊接方法及焊接顺序,设计保证焊接质量和便于控制焊接变形的工艺装备,确保焊接工艺的有效实现和焊接变形的有效控制。
c.制孔精度控制。
本工程轨道梁与支座之间全部采用高强螺栓连接。制孔精度将直接影响架设安装进度及质量,影响整个工程完成后的几何线型。因此对连接孔群的制孔精度要求很高。借鉴了铁路钢桁梁制造的一些经验和控制措施保证制孔精度:全面采用后孔法制孔工艺,避免焊接变形的影响;采用高精度的精密划线工艺,水准仪、经纬仪配合划线;采用高精度的制孔工艺装备,数控钻床与摇臂钻床相结合的制孔工艺。
6)涂装质量控制。
涂装是保证钢结构耐久性的重要措施之一,防腐涂装质量能否得到保障直接关系到钢结构的使用寿命长短。通过对以往工程防腐涂装质量控制薄弱环节的总结分析,重点从以下几个方面对防腐涂装质量加以控制:
a.严格控制涂装原材料质量;
b.对除锈磨料进行优选,通过工艺试验确定喷砂工艺参数,确保除锈质量;
c.除锈前将构件自由边倒圆弧R=2 mm,保证边角部位涂层厚度;
d.在施工过程中,对环境温度、相对湿度、露点温度、钢板温度等环境因素进行监测;
e.动态监控油漆施工过程;
f.对两种涂层过渡区域进行预涂,保证两种涂层体系过渡区域接缝整齐,控制涂层厚度。
3.2 支座制作
支座是受力的关键构件,结构简单,但精度要求很高,控制项点非常多:支座的底板平面度、螺栓孔的精度,耳板的平行度、销孔的同心度、与底板垂直度、焊接变形以及焊缝质量等项点。
1)制造难点。
a.熔透焊缝密集,焊接空间狭小,焊缝质量要求高;
b.焊接变形大,底板平面度不易控制;
c.两耳板的销孔同心度要求高;
d.耳板的平行度要求高。
2)支座制作。
支座在轨道系统中处于承上启下的中间部位,是连接轨道梁和立柱的关键构件。支座制作时,先组装成整体、焊接、机加工底板,镗耳板销轴孔,最后进行除锈、涂装。
3)精度控制措施。
a.采用数控火焰切割机精切下料,耳板销孔留足加工量后一并切出,对所有焊接边及坡口均进行机加工,确保零件加工精度;
b.在专用胎架上组装支座,保证整体组装精度及耳板销孔的同心度;
c.焊接时对称、同向施焊,焊接过程中采取反变形措施,控制焊接变形;
d.焊接后机加工底板,消除焊接变形的影响,保证底板平面度;
e.以加工的底板为基准,采用一次装卡完成两耳板销孔机加工的工艺,保证销孔的精度及两耳板销孔的同心度;
f.以销孔为基准数控机床钻制底板孔群,保证销孔和底板的空间相对关系。
3.3 销轴制作
用于销轴的合金钢材质采用34Cr2Ni2Mo,调质热处理时每炉带同直径随炉试件一个,进行了力学性能检验,确保热处理的各项力学性能达到要求。并进行磁粉和超声波探伤检验,检验比例100%。销轴作为重要的结构连接构件,采取热浸镀锌的长效防腐涂装,热浸锌厚度100 μm。
3.4 立柱制作
根据其结构特点,在制造中重点控制立柱的直线度、柱头支座的平行度、耳板销孔的同心度、焊接变形以及焊缝质量等。悬臂立柱制作工艺流程见图6。

采取的质量保证措施有:一次装卡完成柱头支座两耳板销孔
加工的工艺,保证销孔的精度;在专用自找正胎架上进行柱头支座与钢管柱的整体组装,保证柱头支座销孔轴线与钢管轴线的垂直度;严格按照工艺要求的焊接顺序施焊,以减小焊接变形。
4 结语
该类跨座式轨道交通系统结构比较轻盈,杆件制作精度要求较高,在制造工艺及精度保证措施上有很多创新,本文对其进行了分析和总结,希望为后续类似工程的设计和施工提供参考。
Study on the member craftsmanship of spatial overseat-style rail transit system
JI Min-ting SHI Shu-yan
(ChinaRailwayBaoBridgeGroupCo.,Ltd,Baoji721006,China)
The paper introduces the features of overseat-style rail transit and typical components including rail beam, support and upright, and mainly describes the craftsmanship, wielding deformation and quality control technologies of the typical components, which has provided some guidance for similar engineering design and construction in future.
overseat-style rail transit, typical component, craftsmanship, welding deformation, quality control
1009-6825(2014)11-0162-03
2014-01-18
吉敏廷(1969- ),男,高级工程师; 史淑艳(1978- ),女,高级工程师
U213.2
A
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
重型机械(2021年6期)2021-12-24
建筑机械化(2021年9期)2021-09-30
中老年保健(2021年8期)2021-08-24
机械工程师(2020年10期)2020-11-26
记者观察(2019年1期)2019-04-04
上海建材(2018年4期)2018-11-13
光学精密工程(2016年6期)2016-11-07
东方考古(2016年0期)2016-07-31
