
机械蜡印新型蜡材的探究
2014-08-10 12:26杜继尧孟庆涛
山东纺织科技 2014年6期
杜继尧,孟庆涛
(天津工业大学,天津 300387)
机械蜡印新型蜡材的探究
杜继尧,孟庆涛
(天津工业大学,天津 300387)
文章针对传统机械蜡印中工序复杂、污染严重、产品档次低等问题,探讨了热粘性、脱蜡效果及蜡纹效果对蜡印产品质量的影响。探索出能够替代松香的新型蜡材,使得加工工序更简单,节能环保,产品质量也有较大提升。
蜡印;蜡材;脱蜡率;粘度
目前国内机械蜡印是以松香为主要防染剂,松香具有一定的热粘性、防染性和易碎裂等性能。松香的热粘性使松香在一定的温度下具有可印制的优异粘流性,松香的易碎裂性使蜡印易形成蜡纹,但松香的易碎裂性显得过于酥脆,在蜡印布染色中有时会产生较严重的“透底”现象,制作出的蜡纹效果虽然粗犷但尚缺灵动,不能制作出精细蜡纹。
机械蜡印有立式圆网双面印蜡(网印)和凹版辊筒双面印蜡(机印)两种,我国多数蜡印厂采用网印印蜡。机印印蜡温度在140℃左右、网印印蜡温度在150℃左右,生产工艺流程主要包括配蜡、熬蜡、印蜡、摔蜡纹、染色、脱蜡、印花及水洗等。熬蜡温度在160℃,时间为6 h。松香为天然材料,长时间高温处理易造成氧化损伤,使松香变得更加粉脆,在蜡印染色后更易“透底”。目前脱蜡多数采用机械揉搓配合皂化的方法,也有采用热水烫蜡配合皂化的方法。皂化脱蜡的废水中有机物的含量很大,pH值高达13以上,COD值也高达几千甚至上万。然而这类废水的治理一般采用集中处理的方法,不但处理费用高,难于回收可用物质,而且很难实现达标排放。
为了克服松香蜡印的缺点,提升我国蜡印产品的品质,实现节能减排,我们通过对所选新蜡材与松香在热粘性、脱蜡及蜡纹效果等方面的对比研究,确定出新型蜡材的配方,解决了松香蜡印中长时间高温熬蜡、高温印蜡、蜡纹档次低、脱蜡工序复杂及脱蜡废水污染严重等问题,具有很大的现实意义。
1 实验
1.1 材料和仪器
材料:松香(一级松香);58#半精炼石蜡(工业纯);TJF(工业纯)。
仪器:马尔文VOC粘度仪。
1.2 松香与新型蜡材热粘性对比
1.2.1 松香的热粘性
在一定温度范围内,蜡材熔融后应像印花色浆一样具有一定的可印粘度,以确保印蜡的稳定顺畅、花型的精准及具有一定的蜡膜厚度。蜡材的粘度过低会造成蜡印花型的渗化使花纹轮廓不清。蜡材粘度过高,会导致印蜡困难、给蜡不足,进而达不到防染的效果。
实验中将松香缓慢加热至完全熔化,通过流变仪进行粘度测试。测试条件为:剪切速率10/s,温度区间(110~160℃)。得到松香的粘温曲线如图1所示。
由图1可知,松香随着温度升高,粘度不断降低。从110℃升温到130℃,粘度降低明显,其粘度从34.52 Pa·s降到3.747 Pa·s。140℃时粘度为1.523 Pa·s,150℃时粘度为0.2837 Pa·s,160℃时粘度为0.0772 Pa·s。前述已知机印印蜡温度在140℃左右,网印印蜡温度在150℃左右,所以松香蜡材的实际印蜡粘度区间为0.2837~1.523 Pa·s,此粘度区间亦为新蜡材所应满足的可印粘度范围。
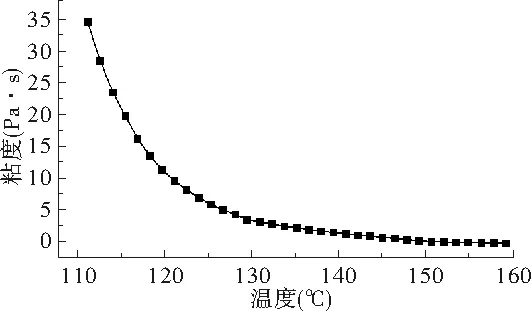
图1 松香的粘温曲线
1.2.2 新型蜡材的热粘性
新型蜡材是石蜡和调节剂TJF按不同比例配制的,加入TJF为了调节石蜡的粘度,使其粘度有显著提高。按照以下的配方分别配制新型蜡材,做好编号标记,缓慢加热至完全熔化使两者均匀混合,然后冷却到室温,分别通过流变仪测试各组配方蜡材的粘度,配方见表1 。
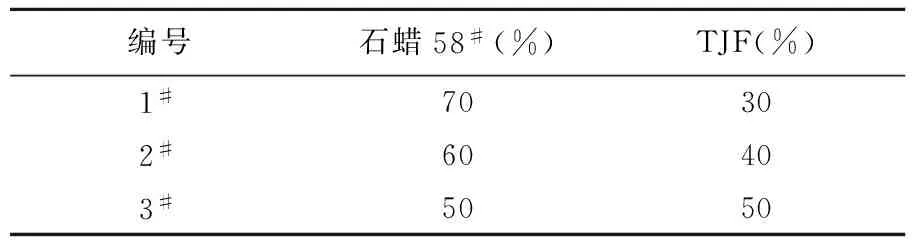
表1 新型蜡材不同材料的比例
测试条件:剪切速率10/s,温度区间(60~100℃),测试结果如图2所示。
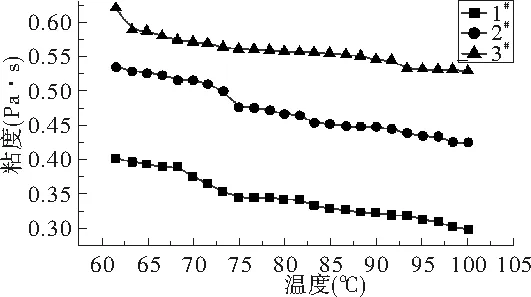
图2 不同配方新型蜡材的粘温曲线
由图2可知,三种新型蜡材的粘度随着温度升高而不断降低。在60~100℃温度区间内,1#蜡材粘度区间为0.3996~0.297 Pa·s;2#蜡材粘度区间为0.5323~0.4223 Pa·s;3#蜡材粘度区间为0.6174~0.5253 Pa·s。对比松香的可印粘度区间,发现三种新型蜡材在60~100℃之间均能达到可印粘度要求,相对于温度140~150℃印蜡的传统松香蜡材,新型蜡材的印蜡温度显著降低,达到了节能的目的。
1.3 新型蜡材脱蜡实验
新型蜡材在100℃的沸水中进行脱蜡,测试脱蜡效果。
1.3.1 实验方法
按照表1配方配制新型蜡材。剪取12个6 cm×12 cm的棉布条,4组配方、每组3个样本,分别编号,将松香和新型蜡材缓慢加热至完全熔化,分别降温至140℃和70℃时进行印蜡,待蜡层完全凝固,称重记录,放入100℃沸水中进行脱蜡(脱蜡进行3次,每次5 min),脱蜡完成后晾干称重,计算脱蜡率。
1.3.2 实验结果
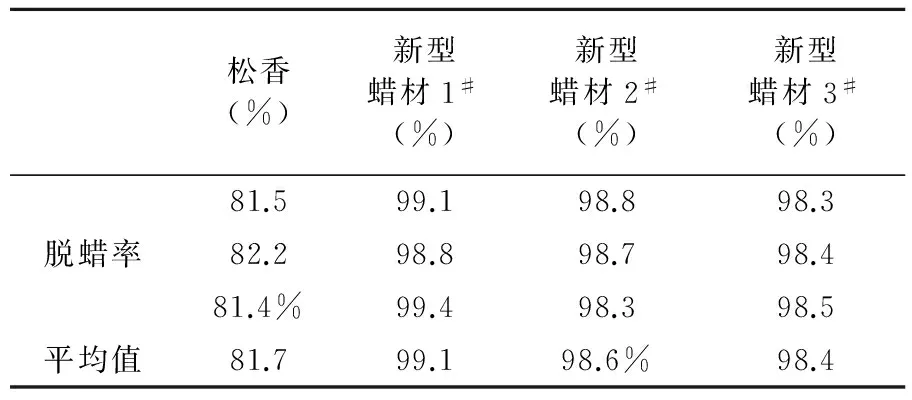
表2 不同配方蜡材的脱蜡率
由表2可知,三种新型蜡材经过热水脱蜡后,蜡材均易脱去,脱蜡率均为98%以上。松香蜡材在热水脱蜡过程中,部分固着在布样上很难脱去,脱蜡率仅为81%,还需经过后期的化学皂化方法进行除蜡。与松香蜡材相比,新型蜡材在脱蜡方面上,方法更简单,脱蜡率更高,既节能又环保。
1.4 松香与新型蜡材蜡纹效果的对比
冰纹是蜡染的灵魂,蜡纹效果的不同显现出不同的蜡印风格及品质。
1.4.1 实验方法
剪取12个6 cm×12 cm的纯白棉布条,每组蜡材3个棉布条,分别编号。按照表1配制新型蜡材,将松香和这三种新型蜡材分别缓慢加热至完全熔化,分别降温至140℃和70℃进行印蜡,蜡层厚度要求0.8 mm,待蜡层完全凝固后,在15℃冷水中采用折叠法制作蜡纹,完毕后用靛蓝染料浸染,脱蜡干燥后观察蜡纹效果。
1.4.2 实验结果
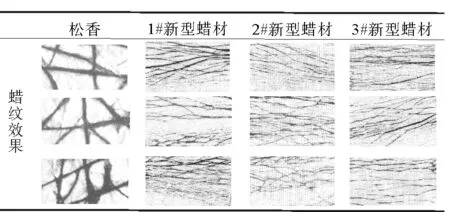
由表3可知,松香蜡材制作出的蜡纹条数少,线条粗,纹路死板;新型蜡材制作出的蜡纹条数多,线条细腻,粗细有别,有层次感,生动灵活。
表3 不同配方蜡材的蜡纹效果
2 结论
相对于松香,新型蜡材的印蜡温度有显著降低,更符合绿色生产的理念;在脱蜡方面,新型蜡材比松香更易脱蜡,脱蜡率高达98%以上,回收的蜡材也能够继续循环使用,既节约能源又保护了环境,意义重大;在蜡纹效果方面,松香制作出的蜡纹粗犷死板,新型蜡材制作出的蜡纹生动灵活,更加精细。然而,新型蜡材要完全地取代松香,应用到机械化的生产中去仍需要不断实践探索,对配方进行不断的改进。我们相信随着蜡印技术研究的不断深入,中国的蜡印会有更加广阔的发展前景。
[1] 罗青义.机械蜡染发展现状及前景[J].山东纺织科技,2001,42(2):55—56.
[2] 周莲珠.蜡染的现状及思考[J].丝绸,1994,(11):46—48.
[3] 陈秀芳.松香蜡染工艺的探讨[J].山东纺织科技,2004,45(3):14—16.
[4] 郭利,张兰香.蜡染印花瑕疵分析及解决措施[J].印染,2004,30(24):20—21.
[5] 阚保龙.蜡染生产的设备与工艺[J].印染,2009,35(7):29—31.[6] 王永安.关于蜡染工艺及其应用[J].印染,1992,18(1):24—26.[7] 赵雁钧.印花织物机械蜡染工艺探讨[J].印染,1992,18(6):28—30.
[8] 柳荣展,马兆立,刘绪利.蜡染印花生产废水综合处理工艺[J].化工环保,2004,24(S1):256—258.
[9] 张玲.纯棉蜡印布生产工艺[J].印染,2012,38(15):15—19.
[10] 吴晓飞,王磊,王福善.蜡染行业清洁生产[J].印染,2008,34(12):43—44.
Explore the New Wax Material of Machinery Wax Printing
DuJiyao,MengQingtao
(Tianjin Polytechnic University,Tianjin 300387,China)
The hot tack,dewaxing and wax pattern effected on product quality were discussed.The new wax material that could substitute for rosin was explored.The manufacturing procedure was more simple.The energy is saved, the environmental protection and product quality were improved.
wax printing;wax material;dewaxing rate;viscosity
2014-08-07
杜继尧(1989—),男,山东青岛人,硕士研究生。
TS194
B
1009-3028(2014)06-0017-03
猜你喜欢
上海工艺美术(2022年1期)2022-04-21
林产化学与工业(2021年2期)2021-05-11
紫禁城(2020年5期)2021-01-07
河北理科教学研究(2020年3期)2021-01-04
林产化学与工业(2020年5期)2020-11-04
小学科学(学生版)(2020年2期)2020-03-03
小学科学(学生版)(2020年1期)2020-01-19
艺术评论(2017年8期)2017-10-16
学与玩(2017年11期)2017-02-16
合成材料老化与应用(2015年4期)2015-07-25
