
钢管中频感应加热的专家模糊控制方法
2014-08-03 00:37刘增环张文奎
化工自动化及仪表 2014年6期
刘增环 张文奎
(河北工程大学信息与电气工程学院,河北 邯郸 056038)
中频感应加热广泛应用于轧辊表面淬火、棒料透热及板坯回火等工业生产领域。在钢管热挤压生产中,加热设备普遍采用环形加热炉预热,中频感应加热炉加热、均热和保温,实现坯料的无氧化加热工艺[1]。感应加热过程中的过烧会引起奥氏体晶粒粗大,而且晶界局部出现氧化或熔化,导致晶界弱化[2]。坯料温度的不均匀直接影响热挤压钢管的产品质量,甚至会损坏模具[3]。因此对其温度的控制显得尤为重要。
感应加热过程中,存在集肤效应、邻近效应和圆环效应[4]。感应加热过程复杂,因而很难建立精确的数学模型,是一个复杂的非线性、强干扰且大滞后系统[5]。模型预测控制和Smith预测控制是解决时滞问题的有效方法,但都是基于被控对象精确的数学模型设计的,无法应用于该系统。模糊控制依赖模糊规则和模糊变量的隶属度函数,不依赖对象的数学模型,是针对复杂控制对象的一种较好的控制方法,具有适应性好、超调小及鲁棒性强等优点。但是,模糊控制是根据当前测定的被控量来确定控制量的,这就使得控制成为事后控制,对于大滞后系统,模糊控制无法取得良好的控制效果。而专家系统在非线性且大滞后的情况下能取得良好的控制效果,但专家系统一般不能间接地对生产过程和被控对象进行控制。
笔者针对钢管热挤压生产过程中,中频感应加热系统的温度控制问题,通过分析生产工艺的要求和现有的温控系统,提出了专家系统和模糊控制相结合的两层结构控制方法。
1 专家模糊控制①
模糊控制和专家系统有机结合的专家模糊控制器的结构框图如图1所示,运用专家系统在线修正模糊控制器的参数,以提高系统的稳态精度和抗干扰能力并实时监测系统状态[6]。
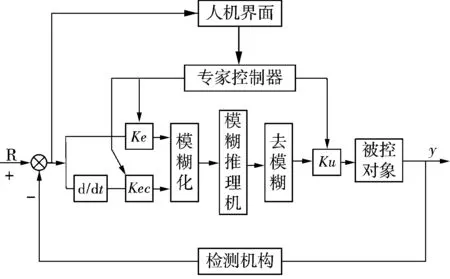
图1 专家模糊控制器结构框图
2 中频感应加热系统
中频感应加热是利用电磁感应原理和焦耳-楞次定理,通过交变电流在工件中产生涡流来加热工件的。当感应加热圆柱形钢坯时,由于集肤效应,只有表面会快速升温,而中心部分则需要从表面温区向内部低温区传导热量[4]。钢坯感应加热过程中,快速加热阶段温差较大,并且径向大于纵向,均热段温差较小;加热阶段表面温度最高;均热阶段最高温度区域从表面向内部移动,随着均热时间的延长,心部温度会超过表面[7]。
中频感应加热电源是将工频电源转换为感应加热所需频率的单相电源的变频器。电源主要由整流电路、滤波电路、逆变电路以及控制和保护电路构成。电源加热工作时,整流电路将输入的三相工频交流电转换为直流电,经滤波电路滤波后变成平滑的直流电,而逆变器则将直流电转换为电路所需频率的单相交流电供给负载[8]。电源的负载是由加热线圈和被加热工件组成的,为提高加热电源的功率因数和效率,电感线圈并联或串联电容,由此产生谐振来加热工件。控制部分是通过专家模糊控制器将温度信号转换为触发电路的控制信号,来控制电源的输出功率。
3 基于专家系统的模糊控制器
3.1 模糊控制器
一维模糊控制器动态控制性能不佳,但模糊控制器维数过高,控制算法的实现又很困难,目前广泛采用二维模糊控制器[9]。笔者设计的钢管中频感应加热专家模糊温控系统采用双输入/单输出结构,选取感应炉炉内坯料温度的偏差e和偏差变化率ec作为输入信息,输出控制量u为电源功率。检测机构测得的e和计算所得的ec是连续变化量,通过量化因子Ke和Kec,将输入量的基本论域离散化为[-6,6]中的整数值。将e的模糊集合定义为{NB,NM,NS,NO,PO,PS,PM,PB},ec和u的模糊集合定义为{NB,NM,NS,O,PS,PM,PB}。隶属函数采用三角形隶属函数。根据模糊控制规则和专家的控制经验,可归纳为模糊控制表(表1)。

表1 模糊控制规则
3.2 专家智能协调因子调整方法
量化因子和比例因子的大小关系及其不同量化因子之间大小的相对关系,对模糊控制器的控制性能影响很大。为了使系统响应达到“快、稳、准”的目标,需对参数Ke、Kec和Ku进行专家智能在线调整[10]。模糊控制器中量化因子和比例因子的知识获取,对系统响应的影响如下:
a. 增大Ke,系统响应时间变短,超调增大,使收敛变慢,严重时会产生振荡;但Ke过小,系统响应时间变长,静态误差增大,同样会使收敛变慢。
b. 增大Kec,超调量变小,系统的响应速度变慢;但Kec过小,不利于抑制超调。
c. 增大Ku,系统的动态响应过程变短;但在收敛阶段,过大的Ku将引起调和振荡。
现以不锈钢感应加热为例,工艺要求钢坯加热到1 230℃,将一般闭环系统的阶跃响应曲线(图2)作为该系统的模拟曲线进行分析,具体如下:
a.oa段。e>0且ec<0且e>430,上升阶段,为使系统尽快消除偏差,应增大Ke和Ku,并保持Kec不变。
b.ab段。e>0且ec<0且e<430,系统趋向稳态,为使系统不出现超调,应增大Kec,同时减小Ke和Ku。
c.bc段。e<0且ec<0,系统已有超调且误差正在增大,为使输出回到设定值,应增大Kec和Ku,减小Ke。
d.cd段。e<0且ec>0,系统误差逐渐减小,输出趋向稳定,此时应减小Ke、Kec和Ku。
e.de段。e>0且ec>0,系统出现下超调,为使回调不太大,应增大Ke,减小Ku,保持Kec不变。
f.ef段。e>0且ec<0,系统输出基本稳定,此时应保持Ke和Kec不变,减小Ku。

图2 一般闭环阶跃响应曲线
根据上述分析,总结出一组用于在线修正量化因子和比例因子的专家知识库,具体如下:
R1 IF(e>0∩ec<0∩e>430)THEN(K1=ΔKe,K2=0,K3=ΔKu)
R2 IF(e>0∩ec<0∩e<430)THEN(K1=-ΔKe,K2=ΔKec,K3=-ΔKu)
R3 IF(e<0∩ec<0)THEN(K1=-ΔKe,K2=ΔKec,K3=ΔKu)
R4 IF(e<0∩ec>0)THEN(K1=-ΔKe,K2=-ΔKec,K3=-ΔKu)
R5 IF(e>0∩ec>0)THEN(K1=ΔKe,K2=0,K3=-ΔKu)
R6 IF(e<0∩ec<0)THEN(K1=0,K2=Δ0,K3=-ΔKu)
其中,K1、K2、K3分别为量化因子Ke、Kec和比例因子Ku的动态修正因子;ΔKe、ΔKec、ΔKu分别为Ke、Kec、Ku的很小增量。设Ke(t)、Kec(t)、Ku(t)、Ke(t-1)、Kec(t-1)、Ku(t-1)分别为当前时刻与上一时刻的量化因子和比例因子[10],则参数的在线修正算法为:
Ke(t)=Ke(t-1)+K1
Kec(t)=Kec(t-1)+K2
Ku(t)=Ku(t-1)+K3
在实际控制过程中,初始参数Ke(0)、Kec(0)和Ku(0)的值视具体情况选取。
该算法是专家系统经推理机求得的一种调整方法,用于修改模糊控制的控制策略,调节参数值范围,从而更好地进行系统控制。
4 仿真分析
通过Matlab软件进行仿真,感应炉温控系统中的模糊控制和专家模糊控制的仿真结果如图3所示,专家模糊控制相比模糊控制,响应时间变短、超调变小,整体控制效果较好。在实际的钢管生产过程中,将专家模糊控制应用于感应加热钢坯温控系统,控制效果优于常规系统。
5 结束语
笔者以钢管挤压生产中,中频感应炉快速加热钢坯的生产工艺控制为背景,针对感应炉温控系统,提出一种专家系统和模糊控制相结合的新策略,通过在线调整模糊控制器的参数,改善了系

图3 两种方式的仿真控制曲线
统的控制性能。仿真结果和实际生产应用表明:该系统鲁棒性强、控制精度高,提高了产品的质量和生产过程的自动化水平。
猜你喜欢
重型机械(2020年2期)2020-07-24
原子与分子物理学报(2020年5期)2020-03-17
电子制作(2016年15期)2017-01-15
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
工业设计(2016年6期)2016-04-17
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
电源技术(2015年11期)2015-08-22
中国钢铁业(2012年11期)2012-09-21
