
动车组转向架制动吊座表面损伤故障分析与改进*
2014-07-31 20:42:39魏海霞
机械研究与应用 2014年2期
魏海霞,于 孟
(中国南车青岛四方机车车辆股份有限公司,山东 青岛 266000)
动车组转向架制动吊座表面损伤故障分析与改进*
魏海霞,于 孟
(中国南车青岛四方机车车辆股份有限公司,山东 青岛 266000)
分析动车组转向架构架组成制动吊座表面损伤产生的原因,并从改进检修工艺及提高工艺管理方面制定措施,有效地减少了构架组成制动吊座表面损伤现象。
动车组检修;构架组成;制动夹钳;工艺改进
0 引 言
动车组在检修时发现有部分构架组成制动吊座表面有损伤现象,损伤状态主要呈现麻点状损伤(片状麻点,深度小于1 mm)、线性损伤1(长度贯穿吊座安装面,宽度小于0.5 mm,深度约0.1 mm)、线性损伤2(长度小于10 mm,宽度约2 mm,深度小于0.5 mm)、面状损伤(长度约10 mm,宽度约5 mm,深度小于0.5 mm)四种现象,具体如图1~4所示。
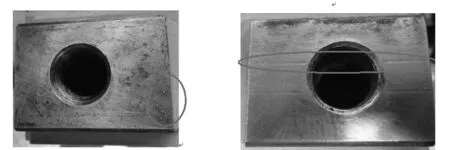
图 1麻点状损伤 图2 线性损伤1
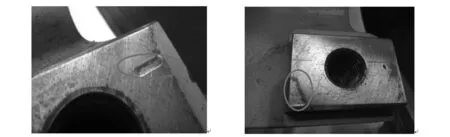
图 3线性损伤2 图4 面状损伤
构架组成制动吊座与制动夹钳属于面与面固定接触,列车运行过程中不会产生损伤现象,所以该损伤现象的形成主要是在构架组成与制动夹钳组装过程中。
1 损伤的原因分析
经分析制动夹钳组装工艺及现场检查构架组成、制动夹钳表面状态,发现导致构架组成制动吊座安装面损伤的主要原因如下。
1.1 制动夹钳安装槽底部存在加工刀痕
制动夹钳安装槽底面加工后留有明显的加工接刀痕迹,如图5所示。制动夹钳组装后刀痕部位挤压制动吊座,长期运行过程中在制动吊座安装面就形成了如图2所示的轻微压痕,这种压痕一般深度≤0.1 mm。
1.2 制动夹钳安装槽底面有尖硬异物
制动夹钳安装槽底面存在尖硬的异物,如图6所示。如果该异物在组装前未被清除且呈现片状时,组装后该异物会对制动吊座局部产生较大压力,形成如图1所示损伤。制动夹钳组装后经常需要调整位置,使靠近构架中心侧安装面与制动吊座侧面对齐,此时异物的挤压伤痕会随着制动夹钳位置调整而加大对制动吊座的损伤范围,形成如图3所示的损伤。
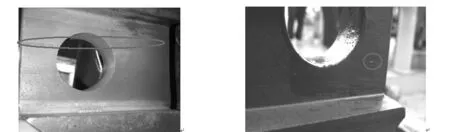
图 5制动夹钳安装槽部位刀痕 图6 制动夹钳安装槽底部异物
1.3 制动夹钳吊运过程中磕碰制动吊座
制动夹钳组装时由天车同时吊运两个制动夹钳至构架上方,然后由两人同时作业,分别用双手扶持一个制动夹钳缓慢下落至制动吊座上方。在制动夹钳下落并组装到位的过程中,可能会发生作业人员手扶不稳导致制动夹钳下降时磕碰至制动吊座安装面而形成图4所示的损伤现象。
2 制定改进措施减少损伤现象
找到了制动吊座损伤的根源所在,等于找到了解决问题的方法。从完善检修工艺入手,制定改进措施,以有效减少制动吊座损伤现象的再次发生。
2.1 制动夹钳检修工艺改进
制动夹钳安装槽底部的加工刀痕是新造时遗留的质量问题,在制动夹钳检修工艺文件中并未规定该部位细化的检修要求。据此完善制动夹钳检修工艺文件,增加了安装槽底部检查及打磨工艺要求,在检修过程中须检查制动夹钳安装槽底部是否存在异物及是否有明显的接刀痕迹的施工工序。对于安装槽底部有异物的,须打磨清除;对于安装槽底部存在明显加工刀痕的,使用细砂纸打磨消除刀痕,保证安装槽底部的平面度。同时要求将检修过程出现的问题在后续新造产品中须做好产品质量控制,即对于新造产品也增加了底部平面度检查工序,确保后续产品的质量,这样就可杜绝出现图1~3所示的损伤现象。
在完善制动夹钳检修工艺的前提下增加了制动夹钳底部安装面的防护工艺。要求制动夹钳在运输过程中需对底部安装槽进行合理防护,以防止安装槽底部受到磕碰或沾染异物而影响组装质量。
2.2 规范员工操作方法
由于天车吊运过程中制动夹钳可能产生的互相磕碰及组装过程中由于人的不稳定因素导致的制动夹钳与制动吊座的磕碰而引起的损伤,对制动夹钳的吊装作业提出了明确的要求。
(1) 每次只吊运一个制动夹钳。
(2) 从制动吊座侧面进入组装位置。
规范员工操作方法可以减少吊装过程中的互相磕碰,有效避免图4所示的损伤现象。
2.3 加强管理,提高员工责任心
良好的产品质量必须依靠完美的产品设计、合理的工艺方法及素质过硬的员工队伍。其中人是非常重要的因素。针对制动吊座损伤的原因,制作典型案例,对于所涉及到的工序进行全面宣贯,要求员工在各工序须完全执行工艺文件要求,有效实施来料检查,尤其是制动夹钳底部安装槽部位的来料检查及制动吊座安装前的检查。员工养成良好的来料检查作业习惯,是确保产品组装质量的有力保障。
采取了上述一系列措施后,为验证措施的有效性,加强了产品质量的跟踪检查。现场检查制动夹钳底部安装槽部位,已完全消除了刀痕及异物,再加上员工责任心的提高,安装前进一步确认制动吊座表面状态及制动夹钳状态,规范吊运作业,有效减少了制动吊座损伤现象的发生。
3 结 语
转向架是动车组的走行部,而构架组成作为转向架的重要组成部分,其重要性尤为突出。一个小的产品缺陷也有可能引发大的产品质量问题。车辆检修过程不仅是产品功能恢复的过程,而且是车辆故障隐患排除的过程。所以对待修车要从问题的根源进行分析并彻底解决,完全消除影响列车安全运行的因素,为列车的安全运行保驾护航。
[1] 张曙光.CRH2型动车组[M].北京:中国铁道出版社,2008.
[2] 铁道部运输局.CEH2A、2B、2E、2C型动车组四级检修规程(试行),铁道部运输局·运装客车[2010]613号[Z].2010.
[3] 中国铁路总公司,铁路动车组运用维修规程,铁路总公司·铁总运[2013]158号[Z].2013.
[4] 王庆涛.时速200 km~250 km动车组转向架四级检修技术概述[J],铁道车辆,2011(2):37-40.
Failure Analysis and Improvement of Surface Damages of Brake Hanger for EMU′s Bogie
WEI Hai-xia, YU Meng
(CSRQingdaoSifangCo.,Ltd,QingdaoShandong266000,China)
The reasons about the surface damages occuring on the brake hanger bracket in EMU bogie frames are introduced, and the improvement of the maintenance process and technological process management are established, the surface damages on brake hanger bracket of bogie frame assembly are decreased effectively.
EMU maintenance;bogie frame assembly;brake hanger bracket;brake clamp;technological process improvement
2014-01-09
魏海霞(1973-),女,甘肃兰州人,工程师,主要从事高速动车组转向架制造及检修工艺研究方面的工作。
TG17
A
1007-4414(2014)02-0162-02
猜你喜欢
锻造与冲压(2024年5期)2024-03-27 08:01:08
锻压装备与制造技术(2022年1期)2022-03-24 13:22:58
建材发展导向(2021年7期)2021-07-16 07:07:54
装备制造技术(2020年2期)2020-12-14 03:09:36
中华养生保健(2020年3期)2020-11-16 00:53:14
石油研究(2020年8期)2020-09-07 07:13:23
时代汽车(2020年17期)2020-03-08 06:23:24
制造技术与机床(2018年11期)2018-11-23 01:08:04
电子制作(2018年17期)2018-09-28 01:56:54
中华诗词(2018年1期)2018-06-26 08:46:42
